Навигация
Конструкция, методика расчёта мартеновских печей черной металлургии
28382
знака
1
таблица
0
изображений
Содержание
Задание 3 Введение 41 Конструкция мартеновских печей 5
1.1 Верхнее строение печи 6
1.2 Нижнее строение печи 9
1.3 Кладка мартеновской печи 9
2 Тепловая работа мартеновской печи 10
2.1 Период заправки печи 12
2.2 Период завалки 12
2.3 Период нагрева 12
2.4 Период плавления металлической части шихты 13
2.5 Период доводки 14
3 Методика расчета 14
Заключение 18
Список использованных источников 19
Введение
Все промышленные печи, в соответствии с характером их работы, могут быть разделены на три основные группы: электрические, шахтные и пламенные.
В электрических печах источником тепла является электроэнергия. В этих печах, так же как и в пламенных, только часть рабочего пространства занята садкой. Большая же часть рабочего пространства занята раскаленным воздухом или специальной атмосферой.
В шахтных печах весь объем рабочего пространства заполнен материалами в виде кусков, а раскаленные газы проходят через эти материалы. К таким относятся доменные печи, вагранки.
Пламенные печи отличаются тем, что в них, во-первых, источником тепла является сгорающее топливо и, во-вторых, только небольшая часть рабочего пространства занята металлом, а остальная, большая часть рабочего пространства, занята пламенем или раскаленными продуктами сгорания топлива. Примером таких печей могут служить методические, мартеновские и другие.
В черной металлургии основным сталеплавильным агрегатом является мартеновская печь. Мартеновская печь служит для получения стали заданного состава из металлической шихты, загружаемой в печь.
В настоящее время действуют мартеновские печи разнообразных конструкций; они различаются в зависимости от емкости печи, вида процесса и применяемого топлива. Наибольшее распространение получили мартеновские печи емкостью 200 – 600 тонн, работающие на шихте, состоящей из 55 – 60 %жидкого чугуна и 45 – 40 % стального скрапа. Для окислении примесей чугуна и образования шлака в шихту вводится 3 – 8 % железной руды (от массы металлической шихты) и 4 – 7 % известняка. Печи работают на газомазутном или газовом отоплении с использованием кислорода для интенсификации процесса.
Мартеновская печь состоит из следующих элементов: рабочего пространства, головок и вертикальных каналов, шлаковиков, регенераторов, боровов, системы перекидных устройств, котлов-утилизаторов, газоочистки и дымовой трубы.
1 Конструкция мартеновских печей
Мартеновские печи строят двух типов: стационарные и качающиеся. Основное количество стали, выплавляется в стационарных печах.
В отличие от стационарных у качающихся печей рабочее пространство может наклоняться для спуска и выпуска металла. Такие печи применяют только в случае переработки чугуна с повышенным содержанием фосфора или кремния.
Качающиеся печи сложнее и требуют больших капитальных затрат по сравнению со стационарными.
В зависимости от футеровки мартеновские печи разделяют на основные и кислые. Наибольшее распространение получили основные печи, так как они позволяют перерабатывать разнообразную по составу шихту с повышенным содержанием вредных примесей (фосфора, серы). Подина этих печей наваривается магнезитом или смесью магнезита с доломитом, т. е. основными огнеупорными материалами.
Кислые печи используют для выплавки высококачественных, легированных сталей. Подина наваривается кварцевым песком, содержащим минимальное количество посторонних примесей.
Одной из основных характеристик мартеновских печей является емкость (или садка). Емкостью (или садкой) мартеновской печи называется вес металлической части шихты, загружаемой в печь для одной плавки.
В настоящее время работают печи с садкой до 500 т. Проектируется постройка печей с садкой до 850 т.
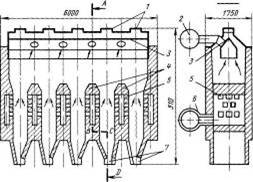
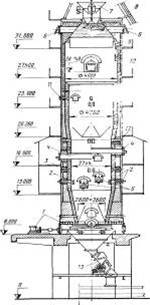
На рисунке 1 показан общий вид 185-т мартеновской печи, отапливаемой газообразным топливом. Часть, выступающая над рабочей площадкой, называется верхним строением печи, а часть ниже уровня рабочей площадки нижним.
1.1 Верхнее строение печи
Рабочее пространство – это наиболее ответственная часть печи, где происходит выделение тепла и передача его шихтовым материалам.
В таблице 1 даны основные размеры рабочего пространства некоторых типовых печей.
Таблица 1. Основные размеры рабочего пространства некоторых типовых печей
| Размеры | Емкость печей, т | |||||
| 5 | 25 | 50 | 125 | 250 | 500 | |
| Площадь пода на уровне порога рабочих окон F, м2 . . . . Длина ванны L, м . . . . . . . . . . . Ширина ванны B, м . . . . . . . . . Отношение L:B, м/м . . . . . . . . . Глубина ванны в середине печи h, мм . . . Высота свода над порогами рабочих окон H, м . . . . . . . . . . | 6,5 3,8 1,7 2,24 350 1,45 | 18,7 6,7 2,8 2,4 480 1,90 | 29,0 8,65 3,35 2,58 600 2,05 | 52,0 11,8 4,40 2,68 780 2,50 | 77,0 14,5 5,3 2,73 950 2,90 | 94,5 16,15 5,85 2,76 1200 3,10 |
Размеры площади пода и глубины ванны сильно влияют на работу мартеновской печи. С точки зрения улучшения условий передачи тепла металлу желательно увеличить площадь пода, а глубин у ванны уменьшить. Однако чрезмерно большая площадь пода и заниженная глубина ванны приводят к повышенному окислению металла, что увеличивает потери и затрудняет получение стали заданного состава.
Увеличение ширины ванны сверх оптимальной затрудняет загрузку материалов в печь. При чрезмерной длине ванны возможен отрыв от нее факела, что приводит к ухудшению прогрева металла и к поджогу свода.
Высота свода также выбирается оптимальной. При недостаточной высоте свод быстро разрушается от воздействия факела и брызг шлака, попадающих на него. Чрезмерно высокий свод приводит к удорожанию печи и к ухудшению условии нагрева металла, так как уменьшается настильность факела.
В передней стенке сделаны рабочие окна, через которые загружается шихта, а также осуществляется заливка чугуна (при работе на жидком чугуне) и спуск шлака. В задней стенке предусмотрено отверстие для выпуска стали и отверстие для шлака (при работе на жидком чугуне), которое находится выше уровня порога рабочих окон.
Головки мартеновских печей одновременно служат для подачи топлива и воздуха в рабочее пространство и для отвода из него продуктов сгорания. В связи с этим к ним предъявляются противоречивые требования. Они должны:
1) обеспечивать сжигание топлива в пределах рабочего пространства при настильном факеле, покрывающем возможно большую часть поверхности ванны;
2) отводить продукты сгорания при минимальных потерях напора в головках.
Первое требование удовлетворяется при больших скоростях выхода топлива и воздуха из головки, что может быть достигнуто при относительно малом сечении на выходе из нее.
Однако снижение потерь напора при отводе дыма через головки требует увеличения ее размеров.
Указанное противоречие является причиной создания множества различных систем головок. Рассмотрим две наиболее типичные конструкции.
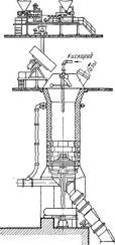
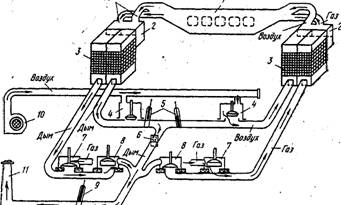
Головки Вентури (рисунок 2) применяются на печах, работающих на газообразном топливе.
Эти головки отличаются относительно длинным наклонным газовым каналом 1, перекрытым футерованным внутри и снаружи металлическим водоохлаждаемым кессоном 2. Форма и размеры газового пролета делают таким, чтобы обеспечить направленность струи газов при выходе в рабочее пространство. Действительная скорость газов на выходе из кессона составляет 50 – 55 м/сек, а скорость воздуха на выходе из головки равна 12 – 15 м/сек. Эти головки широко применяются на металлургических заводах.
Применение мазута и газов, характеризуемых высокой теплотой сгорания, исключает необходимость в регенераторах для подогрева топлива, что упрощает конструкцию печи в целом и, в частности, конструкцию головок.
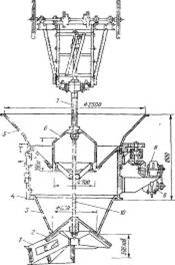
Вместо газового пролета для мазутных печей в головку встраивают амбразуру с форсункой (рисунок 3).
Требуемые скорости и настильность факела обеспечиваются за счет кинетической энергии струи распыленного мазута. На мазутных печах можно менять угол наклона форсунок по ходу плавки, что обеспечивает поддержание необходимой настильности факела в течение всей плавки.
Головки для газов высокой теплоты сгорания, аналогичны головкам для сжигания мазута. Выходное сечение горелок рассчитывают на скорость топлива 60 – 70 м/сек. Часто газ сжигается вместе с мазутом в комбинированных горелках. Добавка мазута обеспечивает получение нужной светимости факела.
В настоящее время появился ряд усовершенствованных головок мартеновских печей, в которых предусмотрено устройство для подачи сжатого воздуха или кислорода. Подача сжатого воздуха через головку позволяет лучше организовать факел и одновременно увеличить газовый пролет. Последнее способствует уменьшению потерь напора при отводе через головки продуктов сгорания.
Вертикальные каналы (см. рисунок 1) мартеновских печей соединяют головки со шлаковиками 4. Размеры вертикальных каналов рассчитываются из условия, что скорость топлива составляет 1,5 – 2 м/сек (при t = 0°).
Похожие работы
... работы печи дают возможность не только определить стоимость обжига принятой единицы продукции, но и судить о совершенстве той или иной конструкции, наметить пути дальнейшего ее усовершенствования. 1.2 Обжиговые печи В черной металлургии обжиговые шахтные печи применяют главным образом для обжига железных руд, известняка, магнезита и доломита. По виду используемого топлива обжиговые шахтные ...
... и использования отходов производства, используется устаревшая система охлаждения печей. Руководством Макеевского металлургического завода принято решение дальнейшей эксплуатации мартеновского цеха с применением некоторых усовершенствований, перевод производства стали на другую, более современную технологию не предполагается. 2.8 Выводы Одной из острейших проблем на современном этапе ...
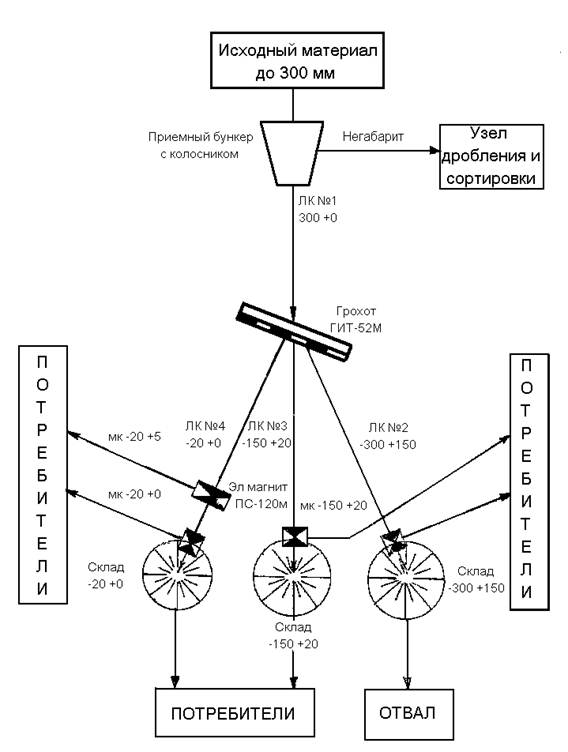
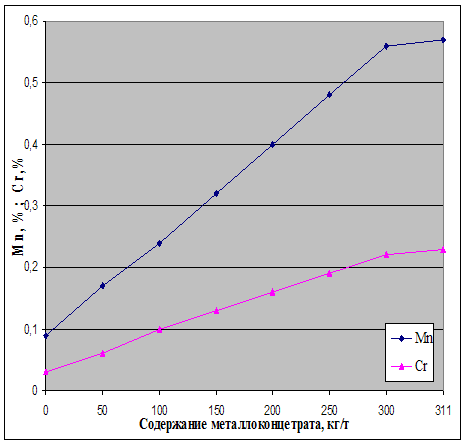
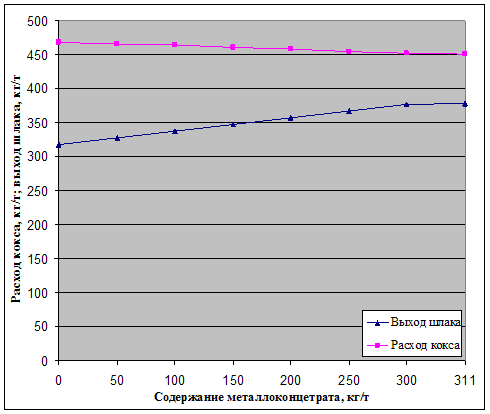
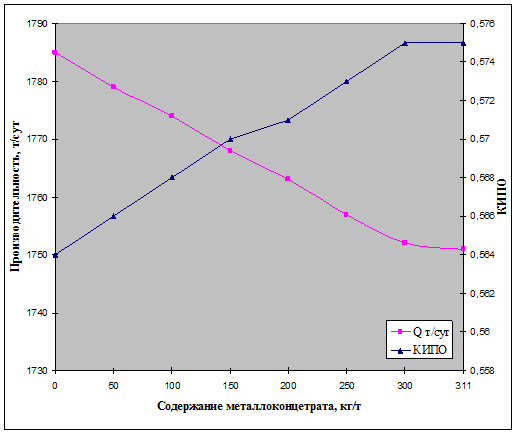
... чугуна и повышения качества изложниц, снижение затрат возможно за счет использования дешевого местного сырья - металлоконцентрата. Предлагаемый способ использования металлоконцентрата в доменной шихте приводит к снижению себестоимости чугуна, уменьшению расхода кокса, повышение содержания марганца и хрома в чугуне. Влияние содержания металлоконцетрата в доменной шихте на показатели доменной ...
... установки «ковш-печь» и с 20 плавок до 40 плавок при эксплуатации ковшей на установке «ковш-печь». Проведение реконструкции и технического перевооружения сталеплавильного производства имеет целью снижение общих производственных издержек производства стали, что окажет позитивное влияние на экономические показатели комбината, а также создаст предпосылки для производства импортозаменяющей продукции. ...
0 комментариев