МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ЗАПОРОЖСКАЯ ГОСУДАРСТВЕННАЯ ИНЖЕНЕРНАЯ АКАДЕМИЯ
КАФЕДРА ЧЕРНОЙ МЕТАЛЛУРГИИ
Контрольная работа по дисциплине:
"Физико-химические процессы производства черных металлов "
Вариант № ___
№ зачетной книжки
Дата сдачи
Выполнила студентка гр. МЧ-08 мз
Згоняйко В.В.
Принял Кириченко А.Г.
Запорожье
2009
СОДЕРЖАНИЕ
Введение.. 3
Обработка металла твердыми шлаковыми смесями. 4
Методы продувки. 10
Аргонокислородная продувка. 15
Влияние продувки металла на физические свойства расплава. 18
Литература.. 23
Введение
Чаще других используют два технологических приема:
· подачу на струю металла порошка, состоящего из извести, плавикового шпата и алюминия;
· присадку десульфурирующей смеси, состоящей из извести и плавикового шпата, на дно ковша перед выпуском металла; при этом одновременно на дно ковша присаживают все требуемое для раскисления количество ферросилиция. Температура металла при использовании для десульфурации синтетических смесей в твердом виде должна быть выше обычной на 10-15 °С.
Так, например, твердые шлаковые смеси (сокращенно ТШС) использовали в конвертерном цехе комбината "Азовсталь" при производстве труб большого диаметра для магистральных трубопроводов (сталь должна была содержать не более 0,010% S). Использовали ТШС следующего состава, %: известь 60; плавиковый шпат 20; магнезитовый порошок 10; отходы, содержащие алюминий, 10. При этом ввод в состав ТШС магнезитового порошка (используемого для торкретирования конвертеров или заправки мартеновских печей) обусловлен тем, что MgO при содержании его в шлаке до 10-12% снижает температуру ликвидуса системы CaO-SiO2-Al2O3-MgO и вязкость таких шлаков, повышая коэффициент активности СаО и коэффициент распределения серы.
Отходы алюминия и алюминиевых сплавов (алюмошлак) представляют собой механическую смесь, состоящую из 85% металлической части (корольки, всплески, нерасплавившаяся часть алюминиевого лома) и 15% шлаковой части (состоящей в основном из A12O3). В составе металлической части содержится до 75% А. Металлический алюминий в составе алюмошлака выполняет двоякую роль: во-первых, обеспечивает дополнительное раскисление металла, во-вторых, образующийся после окисления алюминия А12О3, остается в шлаке и является дополнительным разжижителем шлаковой смеси, находящейся в сталеразливочном ковше.
Обработку стали ТШС проводили в ковше во время выпуска металла из конвертера. Порядок присадки смеси был следующий. Известь и плавиковый шпат, предварительно смешанные, подавали в ковш емкостью 350 т по тракту сыпучих. Магнезитовый порошок и алюмошлак без предварительного смешивания присаживали в ковш с рабочей площадки конвертерного отделения из переносного бункера одновременно с известью и плавиковым шпатом. Очередность подачи в ковш материалов во время выпуска соответствовала существующей: 1-я порция чушкового алюминия, ТШС, наутлероживатель и ферросплав; 2-я порция чушкового алюминия, алюминиевый слиток. В результате получали сталь, содержащую 0,009% S.
Обработка металла твердыми шлаковыми смесями.В тех случаях, когда по условиям производства (например, цех старой постройки с отсутствием свободных площадей) нет возможности разместить, оборудование для расплавления синтетического шлака, используют метод обработки металла на выпуске твердыми синтетическими шлаками. Обычно в состав таких смесей вводят СаО и CaF2. Расход таких смесей колеблется от 3 до 10 кг/т (иногда и более). И в этом случае наилучшие результаты по десульфурации и получению стали с минимальным содержанием неметаллических включений, получают при одновременном воздействии на металл с десульфурирующей синтетической смеси и раскислителей. Чаще других используют три технологических приема:
1. Подача на струю металла порошка, состоящего из извести, плавикового шпата и алюминия.
2. Присадка десульфурирующей смеси, состоящей из извести и плавикового плата, на дно ковша перед выпуском металла; при этом одновременно на дно ковша присаживается все требуемое для раскисления количество ферросилиция.
Температура металла при использовании для десульфурации синтетических смесей в твердом виде должна быть выше обычной на 10-15 °С. В некоторых случаях для облегчения условий быстрого образования активного шлака ковш вовремя покачивают или перемещают вперед и назад. Обработка таким методом стали с повышенным содержанием углерода позволяет снизить содержание серы (по сравнению с последней пробой из конвертера) почти вдвое; при обработке менее углеродистого металла (ванна более раскислена) степень десульфурации уменьшается.
3. Подача порошкообразной смеси извести, плавикового шпата и кальцинированной соды при помощи бункера-дозатора на поверхность струи металла, стекающего по выпускном) желобу в ковш. При падении струи и ударе ее о дно ковш или об уже накопившийся в нем слой жидкого металла проходит перемешивание обеих фаз и быстрая десульфурация металла. Расход смеси составляет 1,2-1,6%.
В СССР в последние годы проведен ряд исследований имеющих целью определить рациональные и экономичные обоснованные пути использования твердых шлакообразующих смесей (ТШС).
С целью выбора более эффективных схем внепечного рафинирования ЦНИИЧМ совместно с металлургическим комбинатом "Азовсталь" выполнен технико-экономический анализ затрат на производство трубных сталей при частичной или полной замене синтетического шлака ТШС, которая содержала известь и плавиковый шпат фракции 50-20 мкм в соотношении 4: 1. Технологическую присадку этой смеси осуществляли с использованием средств механизированной подачи в сталеразливочный ковш, в начале выпуска плавки из конвертера непосредственно на струю сливаемого металла. Удельный расход ТШС составлял 5-6 кг/т стали в случае частичной замены синтетического шлака. При полной замене синтетического шлака ТШС удельный расход увеличивался, до 12-14 кг/т стали. Анализу подвергали технико-экономические показатели трех вариантов внепечного рафинирования трубных сталей группы ГФБ (09Г2ФБ, 10Г2ФБУ, 10Г2ФБ). В первом варианте (табл.4.1) десульфурация металла проводилась известково-глиноземистым шлаком в 350-т сталеразливочном ковше с кислой набивной или шамотной кирпичной футеровкой. Во втором варианте ее осуществляли в 350-т сталеразливочном ковше с кислой набивкой или шамотной кирпичной футеровкой с уменьшенным (на 15-20%) удельным расходом известково-глиноземистого шлака и добавками ТШС.
Благодаря производству трубного металла в конвертерном Цехе с использованием ТШС и ковшей с футеровкой из основного огнеупорного материала нижний предел по содержанию серы в трубной стали дополнительно уменьшился до 0,004%, повысилась усвояемость алюминия, марганца и кремния, в жидкой стали в процессе корректировки ее химического состава, а стойкость футеровки ковшей увеличилась более чем в 2,8 раза. Наряду с указанными преимуществами необходимо обратить внимание на уровень изменения тепловых потерь и способы их компенсации.
Уменьшение количества синтетического шлака на плавку и обвалку в ковш ТШС (второй вариант) увеличивают потери 1епла на нагрев и расплавление ТШС. Отмечено также сниже-11116 температуры металла в ковше с 10 (в первом и втором) *) 5°С (в третьем варианте).
В условиях кислородно-конвертерного цеха комбината повышенные потери тепла компенсируются путем подогрева огнеупорной футеровки сталеразливочного ковша до 800 °С. Для этого стенды в ковшовом пролете были оборудованы высокотемпературными горелками, а сталеразливочные ковши снабжены специальными крышками для утепления. Использование указанных мероприятий снижает до минимума потери тепла по третьему варианту и повышает эффективность внепечного рафинирования стали.
В мартеновском цехе МК "Азовсталь" усовершенствовали технологию производства рельсовой стали путем обработки ее в ковше шлаком ЭШП с добавкой доломитизированной извести при одновременной продувке металла аргоном. Такая внепечная обработка позволила снизить среднее содержание серы с 0,036 до 0,026%, стабилизировать температуру металла, повысить чистоту металла по неметаллическим включениям и увеличить выход рельсов I сорта.
На РусМЗ проведены плавки трубной стали с десульфурацией металла в сталеразливочном ковше на выпуске смесью извести и отходов производства вторичного алюминия, содержащих 65-70%. А12О3; 2-4% SiO2; 2,8-3,2% СаО. Смеси в ковш подавали одновременно с раскислителями при заполнении его металлом на 1/8 высоты в течение 2-3 мин. Применение твердой шлакообразующей смеси значительно увеличивает степень десульфурации металла; при этом снижается угар кремния и марганца в ковше соответственно на 9,9 и 4,7%, расход алюминия в слитках уменьшается. Новая технология позволила увеличить выход труб первого сорта
В СССР над проблемой разработки эффективной технологи" обработки стали ТШС, длительное время работает донецкий институт. Разрабатывая технологию применения условий мартеновского цеха металлургического комбината им. Дзержинского установили, что условия десульфурации изменяются в зависимости от продолжительности (интенсивности) выпуска плавки. Для улучшения условий шлакообразования и физико-химических свойств рафинировочного шлака в состав обычной смеси (60-65% извести и 35-40% плавикового шпата) ввели отсевы алюминиевой стружки (отвальный продукт), содержащей 15-20% А12О3; 0,5-2,0% СаО; 10-12% SiO2; Добавка 10% отсевов алюминиевой стружки способствует снижению вязкости шлака в интервале 1550-1600 °С на 25%, а также плавкости смеси на 60 °С, что свидетельствует об улучшении тепловых условий формирования шлака.
Провели оценку продолжительности прогрева кусочков смеси до температуры металла с учетом плавления легкоплавких (Составляющих. Расчеты показали, что при гидродинамических условиях наполнения ковша до 1/3 его высоты период полного прогрева тугоплавких кусочков смеси размером до 20 мм не превышает 50 С, что составляет не более 5-10% общей продолжительности выпуска металла из 240-т мартеновской печи. В связи с высокими значениями коэффициентов турбулентного массообмена в этот период наполнения ковша существует возможность получения жидкой шлаковой фазы при наличии тугоплавких кусочков извести размером до 20 мм.
Выбор оптимальных значений гидродинамических параметров расхода металла в струе при его сливе в ковш и режима присадки смеси в рафинируемый расплав проводили по Результатам промышленных экспериментов и теоретических Расчетов. Момент ввода смеси в ковш был определен однозначно, так как из-за необходимости проведения в ковше окончательного раскисления стали подача смеси может быть начата спустя 2-2,5 мин после начала выпуска. Скорость подачи смеси на струю металла была задана из расчета обеспечения равномерного прогрева кусочков смеси до температуры расплава за период времени, ограниченный наполнением ковша от 1/4 до 1/3 его высоты. Результаты тепло-Вь1х расчетов показали, что этого времени достаточно для одного прогрева кусочков смеси размером до 20 мм.
В результате обработки массива плавок, на которых смесь присаживали рассредоточено на струю металла по разработанному режиму, определили оптимальный расход металла в струе, при котором достигаются наиболее высокие значения степени десульфурации стали в 240-т ковше
Другим вариантом обработки металла в ковше шлаковыми смесями является технология использования экзотермических самоплавких шлакообразующих смесей (СШС), которые содержат шлакообразующие (известь, А12О3, плавиковый шпат), окислитель (натриевую селитру) и "топливо" (алюминиевый порошок). Работы, показали, что во время горения и плавления экзотермической смеси ковш необходимо накрывать зонтом с отводом дыма, улавливания пыли и ядовитых оксидов азота. В настоящее время металлургический комбинат им. Ильича (МКИ) и разработали и внедрили в опытно-промышленном режиме технологию рафинирования конвертерной стали 09Г2С жидкими синтетическими шлаками, получаемыми из СШС. Установка для получения шлака малогабаритна и занимает небольшую площадь в разливочном пролете, а газоочистка вынесена на территорию цеха.
Производство экзотермической СШС организовано в специализированном отделении, характеризуется высокой степенью механизации. Условия работы соответствуют требованиям техники безопасности. При изготовлении смеси используют отходы производства (отсевы алюминиевой стружки, некондиционную известь). Для транспортировки исходных материалов и готовой смеси служит автотранспорт со специализированными саморазгружающимися контейнерами. Предусмотрена также возможность получения рафинировочного шлака непосредственно в сталеразливочном ковше, что значительно экономичнее.
В обычных условиях в производимой на МКИ стали 09Г2С содержится в среднем 0,027% S. После обработки СШС содержание серы в готовой стали составляет 0,023% при расходе СШС 18; 4кг/1 стали и 0,013% при расходе СШС 32,5 кг/т стали.
Обработка металла в ковше (ТШС) имеет два основных недостатка: малая (по современным требованиям к качеству металла) степень десульфурации и нестабильность получаемых при обработке результатов (в случае, если используют только один этот метод). Значительным достоинством метода является его простота и доступность, а также возможность эффективно использовать отходы различных производств. Так, институтом УНИИМ совместно с КМК разработана и внедрена технология обработки рельсовой мартеновской стали ТШС, состоящей из извести и отходов производства алюминия, содержащих до 70% глинозема и некоторое количество плавней (К2О + Na2O). После сушки и просеивания (ячейки 50x50 мм) ТШС загружают в контейнеры и присаживают в ковш сразу после введения раскислителей. В результате в ковше формируется достаточно подвижный шлак, обладающий высокой десульфурирующей способностью и адгезионной способностью по отношению к включениям. В результате среднее содержание серы в готовом металле снизилось с 0,026 до 0,021%, увеличился выход 25-м рельсов 1-го сор-та, уменьшился перевод рельсов во II сорт по неметаллическим включениям и т.д.
По мере развития таких способов внепечной обработки стали, как нагрев металла в процессе его внепечной обработки на установке ковш - печь при одновременной продувке инертными газами ситуация изменяется. Метод расплавления в отдельном агрегате синтетического шлака для последующего слива этого шлака в сталеразливочный ковш постепенно уступает место методу наведения шлака требуемого состава в агрегате внепечной обработки при одновременном перемешивании и металла и шлака (инертными газами, в вакуумной камере, электромагнитным и др.), при этих условиях метод использования ТШС получает самое широкое развитие.
Наиболее эффективный современный метод ускорения процесса выгорания углерода. Его преимущества по сравнению с присадками руды.
Методы продувкиДля продувки металла инертными газами используют в основном опускаемые сверху футерованные фурмы и пористые плавки. Обзор современного опыта опубликован в работе при выборе метода обработки учитывают, что при продувке через пористые огнеупоры обеспечивается максимальная поверхность контакта металл - инертный газ. Простым и надежным способом подачи газа является использование так называемого ложного стопора. Продувочные устройства типа ложного стопора безопасны в эксплуатации, так как в схему футеровки ковша не нужно вносить никаких изменений, но их существенным недостатком является малая стойкость. В результате интенсивного движения вдоль стопора металло-газовой смеси составляющие его огнеупоры быстро размываются (при использовании высококачественных высокоглиноземистых - до десяти плавок).
Фурмы в большинстве случаев представляют собой футерованные огнеупорными катушками стальные трубы наружным диаметром 43-57мм и стенкой толщиной 10-12мм. В последние годы получили широкое распространение фурмы, в которых нижняя огнеупорная катушка опирается на кружок, приваренный к торцу трубы. Диаметр цилиндрического канала в кружке для выхода газа составляет от 8 до 32-35 мм. Каналы могут выполняться также щелевыми и коническими. В этом случае отмечена интенсификация процессов перемешивания. Используют фурмы с Г - и Т-образными соплами, а также многосопловые. С целью диспергирования газа и интенсификации продувки фурмы могут оснащаться пористыми дутьевыми блоками, хотя широкого распространения в этих дутьевых устройствах они не получили, главным образом, в связи с невозможностью подачи порошков. Пористые блоки можно рассматривать как разновидность многосопловой фурмы, в ряде случаев их применение обеспечивает повышение эффективности продувки. Перспективным является использование пористых углеродистых дутьевых блоков-фурм, характеризующихся невысокой стоимостью и простотой изготовления.
Распространен и другой способ продувки - через устанавливаемые в днище ковша пористые огнеупорные пробки или вставки; в тех случаях, когда продувка производится одновременно через несколько пробок, эффективность воздействия инертного газа на металл существенно увеличивает пористые огнеупорные пробки выдерживают несколько продувок. Пористые пробки наряду с высокой газопроницаемость10 должны иметь огнеупорность, достаточную для надежной Работы в интервале 1550-1650 °С, обладать высокой терм0' стойкостью и химической стойкостью к металлу и шлаку.
Получают распространение и другие способы. Чаще всего используют способ продувки через несколько (обычно 3-4) пористых пробок, расположенных примерно на серединах радиусов днища ковша, что обеспечивает удовлетворительное перемешивание объема металла в ковше.
Основной характеристикой дутьевого устройства (пористой пробки) является газопроницаемость огнеупорного металла. С одной стороны, она должна обеспечивать высокую интенсивность подачи газа, с другой, даже при отсутствии давления его, исключить проникновение стали или шлака в поры вставки. Опыт эксплуатации пористых пробок показал, что оба условия реализуются одновременно при диаметре пор от 0,6 до 1 мм. Эти значения определяются ферростатическим давлением столба металла в ковше, температурой металла и углом смачивания между металлом и огнеупором.
Установка для продувки монтируется в днище ковша, и включает два основных элемента: продувочную пористую вставку и гнездовой кирпич. Вставка имеет листовую металлическую оболочку. Подвод инертного газа осуществляют по патрубку. Гнездовой кирпич и вставка выступают над уровнем днища ковша, что предотвращает образование настылей на поверхности вставки после разливки. Все устройство крепится к наружной части днища ковша. В днище могут устанавливаться одна или несколько продувочных систем. Операции по замене огнеупорных и других деталей осуществляют снаружи ковша при помощи специального гидравлического механизма, позволяющего извлечь из ковша все дутьевое устройство. Как правило, пробка имеет конусообразную форму, которая в значительной степени обусловлена лучшим ее закреплением в гнездовом кирпиче. Пробки преимущественно размещают в зоне, отстоящей от стенки ковша на 1/3-1/2 его радиуса со смещением на 90° относительно канала для выпуска стали. Известны примеры размещения пористой вставки в стенке ковша на уровне третьего от днища ряда кирпичей. Соседние с вставкой кирпичи без стальной оболочки в этом случае изготавливают из того же материала, что и вставку. При этом отмечается уменьшение износа огнеупорной кладки в зоне вставки.
Как правило, продувочные вставки изготавливают из качественных высокоглиноземистых и основных огнеупоров. Из каждого в отдельности либо в различных сочетаниях, в частности, известно применение вставок, в которых зона контакта с металлом состояла из магнезита, а нижняя часть - из глинозема. Кроме состава огнеупорного материала, большое значение для эксплуатационных характеристик вставки имеет вид ее пористости. Технология Изготовления вставок позволяет производить кирпичи с неориентированной и ориентированной (направленной) пористостью, причем направленная пористость может создаваться особым способом литья с вибрацией. Для технологии изготовления кирпичей с неориентированной пористостью характерны применение крупнозернистого материала, сравнительно низкое давление прессования, добавление породообразующих материалов.
Помимо названных конструкций широкое распространение получает способ ввода газа в жидкий металл через разливочный канал шиберного затвора. Способ имеет ряд достоинств: отсутствие необходимости сооружения специальных установок и внесения изменений в конструкцию кожуха и футеровку ковша, устранение расхода огнеупорных катушек (при исключении погружной фурмы). Способ получил распространение на многих заводах СССР. Сотрудники Руставского металлургического завода и Института металлургии
Т.В. Кашакашвили, М.Д. Ланчава, А.Г. Габисиани предложили название ШОС-процесса (шиберная обработка стали). В СССР применяют в основном два варианта конструкции. Особенностью затвора конструкции ДПИ (3.7, а) является наличие кристаллизатора, выполненного в виде дву- концентрически расположенных и установленных с зазором металлических элементов. Это позволяет предотвратить возникновение аварийных ситуаций при резком снижении давления в газопроводе и обеспечить продувку с малым расходом газа. После окончания обработки металла и закрытия затвора кристаллизатор извлекается из разливочного ковша для повторного использования. Основным недостатком затвора является необходимость перекрытия канала перед окончанием продувки. Достоинством затвора, эксплуатируемого на Руставском металлургическом заводе (РМЗ), является простота изготовления и обслуживания. Однако в его конструкции не предусмотрена защита от прохода жидко-4 го металла по каналу кислородной трубки, используемой в качестве инжекционной фурмы, при внезапном прекращении подачи газа. Для устранения указанного недостатка на ММК
С.П. Еронько с соавторами было предложено в канале фурмы разместить стальной сердечник, однако это привело к снижению газопропускной способности фурмы до 60м3/ч.
Как было отмечено выше, при продувке инертным газом выравнивается состав и регулируется температура металла, ускоряются процессы растворения в металле установленную в боковой стенке ковша; через канал затвора; и донная продувка в сочетании с другими способами внепечной обработки стали введенных в ковш ферросплавов, облегчается процесс всплывания неметаллических включений, происходит дегазация стали. Продувка с расходом газа до 0,5 м7т стали уже достаточна для усреднения химического состава и температуры металла; продувка с интенсивностью до 1,0м3/т влияет на рафинирование металла от неметаллических включений; Для достижения оптимальных результатов в дегазации необходим расход инертного газа не менее 2-3 М3/т металла.
Обычно продувке инертным газом подвергается хорошо раскисленный металл. Продувка инертным газом, уменьшу парциальное давление монооксида углерода, сдвигает вправо равновесие реакций [С] + [О] = СОГ. В случае продувки не полностью раскисленного металла кроме перечисленных процессов, происходит окисление углерода, дополнительное перемешивание и газовыделение результате образования СО. Продувка и вызываемое этим перемешивание металла улучшают условия зарождения и выделение пузырей СО. Вследствие этого при продувке снижается численность металла, уменьшается содержание оксидных неметаллических включений. В качестве примера приведем результаты, полученные А.Ф. Сарычевым с соавторами на ММК. Исследовали влияние продувки металла аргоном через затвор на технологические факторы при производстве низкоуглеродистой кипящей стали для тонкого холодно - и горячекатаного листа. Опытные и сравнительные плавки проводили в двухванной печи с выпуском в ковш нераскисленного металла (0,02-0,19% С). Температура стали перед выпуском составляла 1585-1610 °С. Во время выпуска на обычных и опытных плавках по наполнении ковша от 1/5 до l/З его высоты присаживали ферромарганец из расчета получения заданного содержания марганца в готовой стали. На опытных плавках подачу аргона в ковш начинали в момент появления металла на желобе и заканчивали при появлении окисленного печного шлака на сталевыпускном желобе. Содержание кислорода в металле в начале выпуска на опытных и обычных плавках было примерно одинаковым. В ковше после выпуска плавки, а также на разливке концентрация его в случае продувки стали, аргоном уменьшалась. При этом металл получался также более однородным по содержанию марганца в начале и в конце разливки.
Таким образом, избираемые методы продувки должны учитывать весь комплекс технологических проблем, начиная 01 марки стали и кончая вместимостью КОЕШЭ.
Аргонокислородная продувкаВлияние продувки металла инертным газом на уменьшение парциального давления монооксида углерода, образующегося при окислении углерода, использовано при разработке такого процесса, как аргонокислородное обезуглероживание или аргонокислородное рафинирование (АКР). При продувке металла кислородом равновесие реакции [С] + 1/2 О2(г) = СОг определяется парциальным давлением кислорода и образующегося монооксида углерода. При продувке металла смесью кислорода с аргоном происходит "разбавление" пузырей СО аргоном и соответствующий сдвиг вправо равновесия реакции. Окислительный потенциал газовой фазы при этом достаточен для проведения реакций окисления примесей ванны. Метод аргонокислородной продувки широко используется при производстве коррозионно-стойких и других хромсодержаших сталей. Равновесие реакции (Сг2О3) + 3 [С] = 2 [Сг] + 3 СОг при уменьшении парциального давления монооксида углерода Рсо сдвигается вправо, в результате обеспечивается хорошее усвоение кислорода. В процессе продувки состав смеси изменяют, уменьшая расход кислорода и увеличивая расход аргона. Таким образом, обеспечивают получение сплавов с очень низким содержанием углерода и без заметных потерь хрома. Метод аргонокислородной продувки реже используют для получения таких особо низких концентраций углерода, как при способе вакуум-кислородного обезуглероживания, степень использования хрома при аргонокислородной продувке несколько ниже. Однако способ аргоно-кислородной продувки позволяет на более простых агрегатах получав более высокую производительность.
Соотношение расходов кислорода и аргона изменяют по ходу продувки, добиваясь максимального окисления углерода и минимального окисления хрома. Обычно соотношение расходов кислорода и аргона по ходу продувки изменяют от 3: 1 до 1: 3. Для снижения стоимости передела в начальной стадии продувки вместо аргона можно вдувать азот. На заключительной стадии ванну продувают чистым аргоном для возможно большего снижения концентрации кислорода и серы (в результате перемешивания металла под высокоосновным шлаком), а также для возможно большего восстановления окисленного в процессе продувки кислородом хрома. Существует ряд разновидностей процесса, одна из последних, процесс KCB-S (Krupp Combined Blowing - Stainless), - разработана фирмой Krupp. В этом процессе продувка расплава в конвертере смесью кислорода и аргона производится сверху и одновременно через четыре фурмы, установленные в нижней части стенки. По достижении ~ 0,15% [С] продувка сверху прекращается, продолжается только нижняя продувка. Высокие температуры и понижение давлений Рсо позволяют получать высокие значения [Сг] / [С] и очень низкие содержания углерода. Сравнительная простота организации аргонокислородной продувки, высокая производительность агрегатов и возможность изменять в широких пределах окислительный потенциал газовой фазы (отношения Ог: Аг) приводят к непрерывному расширению сферы распространения этого метода. Этот метод используют для производства не только коррозионностойких, но также и электротехнических, конструкционных и других сталей. Для производства низкоуглеродистой хромоникелевой коррозионностойкой стали, высоколегированных сплавов и обычной углеродистой стали в 1985 г. использовалось более 100 конвертеров аргонокислородного рафинирования вместимостью от 1 до 175 т [10]. К началу 1990 г. способом AOD производилось около 75% мирового производства коррозионностойких сталей.
Продувка жидкого металла в заключительной стадии процесса чистым аргоном позволяет снизить газонасыщенность металла (контролировать содержание азота) и стабильно получать содержание серы на уровне 50% при выплавке низколегированных и углеродистых сталей. Метод позволяет получать в конвертере высокохромистые стали непосредственно из чугуна с использованием в качестве шихтового материала хромистой руды. Жидкий чугун подвергают вне-доменной обработке (обескремнивание, дефосфорация), после чего заливают в конвертер. В процессе продувки в конвертере осуществляют обезуглероживание, десульфурацию и легирование хромом. Часть хрома вводя в металл с феррохромом, а часть - с хромистой рудой, оксиды которой восстанавливаются углеродом чугуна. С использованием AOD-процесса на одном из заводов Японии (компании Ратсо) организовали производство коррозионностойкой стали из расплава никелевых и хромистых руд. Никелевая руда с высоким содержанием железа подвергается дроблению, обогащению и предварительному нагреву в смеси с углеродистым восстановителем и в нагретом (~ 1000 °С) состоянии загружается в рудовосстановительную печь, где получают Расплав с 13-15% Ni. Хромистую руду также подвергают предварительной обработке и в нагретом (~ 500 °С) состоянии загружают в рудовосстановшельную печь, где получают расплав с 40-43% Сг. Расплавы смешивают в ковше и заливают в AOD-конвертер, где подвергают аргонокислородной продувке для получения специальных высокохромистых никельсодержащих коррозионностойких сталей. По сравнению с известным способом получения таких сталей из скрапа по схеме дуговая электропечь - конвертер аргонокислородной продувки затраты энергии в новом процессе ниже, содержание неметаллических включений и азота меньше, поскольку используется первородная шихта и отсутствует образование атомарного азота в зоне электрических дуг.
Возможности, которые появляются при использовании метода, аргонокислородного рафинирования велики и в мировой практике создаются новые варианты процесса. В частности, разрабатываются варианты использования метода расплавления хромо - и никельсодержащего металлолома при вдувании в конвертер каменноугольной пыли с, последующей аргонокислородной продувкой расплава и получением коррозионностойкой стали.
Влияние продувки металла на физические свойства расплаваВнепечная обработка стали повышает свойства стали, улучшаются показатели пластичности, уменьшается анизотропия физико-механических характеристик слитка и проката, поскольку при (такой обработке в стали снижается содержание нежелательных примесей, газов, неметаллических включений. Однако отмечено достаточно большое число случаев, когда после внепечной обработки наблюдается улучшение свойств твердого металла без заметного изменения его состава, содержания в нем газов и неметаллических включений что явилось основанием для ряда проведенных в последние годы исследований.
Во всех методах внепечной обработки расплавленный металл подвергается интенсивному и длительному перемешиванию, как это обычно принято считать, приводит к увеличению макрооднородности расплава по составу и температуре. Однако есть предположения, что длительное перемешивание должно способствовать достижению также и микроравновесного состояния расплавленной стали. Не исключено приближение к равновесию микроскопических состояний расплава (это эквивалентно повышению однородности его структуры ближнего порядка) вызовет изменение физических структурно-чувствительных свойств и улучшит качественные характеристики рафинированного металла. По определению физических свойств металлических расплавов до и после внепечной обработки выполнено мало исследований.
Подробные исследования по данному вопросу выполнены коллективом специалистов под руководством Б.А. Баума. Высоколегированные стали и сплавы выплавляли в электродуговых печах и продували в ковше аргоном, подаваемым через пористые трубки. Общим для всех обработанных сталей и сплавов оказалось увеличение кинематической вязкости расплава на 10-20, плотности на 3-5 и поверхностного натяжения на 7-10%. Продувка сплава ЭИ602 аргоном привела к уменьшению параметра кристаллической решетки твердого раствора с 0,35664 до 0,35653 нм и возрастанию плотности с 8,3469 до 8,3595 г/см3, хотя концентрация газов и неметаллических включений после продувки практически не изменялась. Во всех случаях после продувки возрастает ударная вязкость и пластические свойства металла. Общим для всех обработанных сталей является не только повышение их вязкости, но и увеличение удельной работы деформации, характеризующей вязкость материала твердых образцов. Удельная работа деформации в области пластической деформации связана с трением взаимоперемещающихся плоскостей, т.е. с сопротивлением течению. Авторы исследования заключают, что обнаруженная корреляция в изменении вязкости расплава и твердого металла при его пластической деформации связана с общностью механизмов рассеяния энергии. По мере повышения однородности расплава и соответственно уменьшения дефектности кристаллической структуры твердого образца условия для равномерного рассеяния механической энергии, сообщаемой системе, оказываются более благоприятными. Локализация энергии в отдельных микросхемах затрудняется. Пластичность и устойчивость металла по отношению к разрушающим нагрузкам возрастает.
Итак, в них случаях установлено снижение вязкости стали после продувки, в других ее возрастание. Возможно, одной из причин этого является существенное различие состава исследованных сталей. Не исключено, что в сталях более простого состава, выплавленных без присадки значительного количества легирующих элементов и находящихся почти в микроравновесном состоянии, преобладает эффект снижения вязкости в результате удаления неметаллических включений и газов. Для сложнолегированных сталей определяющим может явиться приближение к микроравновесному состоянию и изменение структуры ближнего порядка расплава под воздействием перемещения и образования развитой поверхности раздела, металл - газ.
Проведено исследование с участием автора влияния продувки аргоном в ковше на изменение физических свойств стали 18Х2Н4МА. Сталь выплавляли в 10-т электродуговых печах Златоустовского металлургического завода (ЗлМЗ) по технологии с окислением. Аргон подавали в металл через пористую пробку в днище ковша под давлением при расходе 0,45-0,50 м3/мин в течение 3-12 мин. Образцы всех плавок до продувки металла аргоном имели практически одинаковые (в пределах точности измерения) исследованных физических свойств. Это позволяет сделать заключение о слабом влиянии изменений химического состава (в пределах марочного) на свойства стали в жидком состоянии и сходстве структур ближнего порядка расплавов различных плавок до продувки. Химический анализ проб металла, отобранных из ковша до и после продувки, показал, что при продувке аргоном химический состав стали практически не изменяется. Содержание кислорода в исходном металле всех плавок колебалось в пределах 0,0049-0,0078, азота 0,0071-0,00193%. После продувки содержание кислорода снизилось до 0,0034-0,0067, а азота - до 0,0049-0,0175%. Степень удаления кислорода составила 5-50, азота 6-30%. Явной зависимости степени Удаления кислорода и азота из металла от продолжительности продувки не обнаружено, хотя газонасыщенность металла снижалась во всех случаях в большей или меньшей степени. Отмечено также закономерное снижение загрязненности стали неметаллическими включениями.
Таким образом, физические свойства расплавов всех плавок до продувки были примерно одинаковы, химический состав металла после продувки почти не изменился, а уменьшение газонасыщенности и загрязненности металла должно, казалось бы, привести к снижению, а не к увеличению вязкости. Значит, только различием газонасыщенности и загрязненности металла нельзя объяснить различие физические свойства металла до и после продувки. Это позволило сделать заключение о возможном изменении структуры, порядка расплава в результате внешнего воздействия.
Для объяснения полученных результатов можно исходить, из представлений Б.А. Баума о микронеравновесных состояниях металлических расплавов. Интенсивное перемешивание расплава при продувке улучшает условия диффузии и способствует частичному разрушению существующих в расплаве не равновесных долгоживущих группировок сильно взаимодействующих частиц. Часть прочных внутренних связей в комплексах освобождается и принимает участие во взаимодействии с окружающими комплекс структурными единицами расплава. Это приводит к увеличению средней энергии межчастичного взаимодействия, что проявляется в повышении поверхностного натяжения расплава и энергии активации вязкого течения. Следствием этого является рост кинематической вязкости расплава. Повышение средней энергии взаимодействия и увеличение степени однородности расплава сопровождается ростом плотности и магнитной восприимчивости.
Как уже отмечалось, магнитные свойства переходных металлов и сплавов на их основе определяются, в основном, характером ближнего порядка, дальний порядок здесь несуществен. Следовательно, продувка металла инертным газом, оказывая определенное влияние на структуру ближнего порядка расплава, влияет и на структуру ближнего порядка твердого металла: магнитная восприимчивость как жидкого, так и твердого металла изменяется практически одинаково при продувке. Можно считать, что степень влияния продувки на структуру ближнего порядка твердого металла пропорциональна степени воздействия на расплав, т.е. степени приближения его к микроравновесному состоянию.
Качество металла также закономерно изменяется в зависимости от продолжительности продувки. Макроструктура с увеличением длительности продувки становится более плотной и однородной, уменьшается реальная пористость и усадочная рыхлость. Загрязненном стали неметаллическими включениями снижается, включения становятся более мелкими. Анализ изломов поперечных * продольных образцов на электронных микроскопах "Tsl BS540" и "Stereoscan S4-10" показал, что на плавках наряду с вязким наблюдаются значительные участки упкого разрушения, ответственными за которые являются остаточно крупные включения. После продувки металла аргоном в ковше количество включений и их размеры значительно уменьшаются. Излом становится преимущественно вязким, доля участков хрупкого разрушения снижается. В результате возрастает ударная вязкость металла. Однако заметных различий вида излома образцов металла после продувки в течение 5 и 10 мин не наблюдается.
Таким образом, продувка металла газом в ковше приводит к изменению структуры ближнего порядка расплава и его физических свойств. Эти изменения в значительной степени обусловливают повышение качества стали после продувки. Закономерное (затухающее) изменение физических свойств в зависимости от продолжительности обработки позволяет выбрать оптимальное ее значение по наибольшему увеличению плотности, поверхностного натяжения или вязкости расплава.
Литература
1. П.П. Арсентьев, В.В. Яковлев, М.Г. Крашенинников, "Физико-химические методы исследования металлургических процессов".
2. Л.А. Шварцман, А.А. Жуховицкий, "Начала физической химии для металлургов".
3. В.И. Жучков, А.С. Носков, "Растворение ферросплавов в жидком металле".
4. Д.Я. Поволоцкий, "Раскисление стали".
5. В.Г. Воскобойников, В.А. Кудрин, "Общая металлургия".
6. http: // www. bibliotekar. ru/index. htm
Похожие работы
... деловые советы как обязательный образец для управления всеми национализированными заводами Урала. К концу февраля 1918 г. в руки пролетарской власти на Урале перешли 8 горнозаводских округов (36 предприятий черной металлургии) и бывшие казенные металлургические заводы Урала. Накануне первой мировой войны эти заводы производили 39,6 млн. пуд. чугуна и 24,6 млн. пуд. проката, или соответственно ...

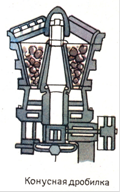
... флотационные ванны. Как правило, в рудах черных металлов (железных) содержание основного компонента гораздо выше, чем в цветных. Но и их иногда приходится обогащать. И если в цветной металлургии обогащение - одна из основных стадий передела, то в черной - это операция побочная, но имеющая немаловажное значение. Наиболее распространена в черной металлургии электромагнитная сепарация, основанная на ...
... работы печи дают возможность не только определить стоимость обжига принятой единицы продукции, но и судить о совершенстве той или иной конструкции, наметить пути дальнейшего ее усовершенствования. 1.2 Обжиговые печи В черной металлургии обжиговые шахтные печи применяют главным образом для обжига железных руд, известняка, магнезита и доломита. По виду используемого топлива обжиговые шахтные ...
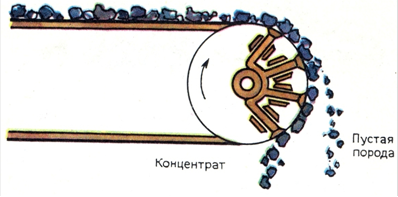
... % сырой железной руды; 95 % всей руды до плавки подвергают предварительной подготовке. Доменная печь работает нормально, если она загружена кусковым материалом оптимального размера. В металлургии применяют процессы получения кусковой шихты: агломерацию ( спекание); окатывание (производство окатышей). Агломерацию — процесс окускования мелкой руды, концентратов и т. п. спеканием — наиболее часто ...
0 комментариев