Навигация
Сборные железобетонные конструкции
31895
знаков
0
таблиц
18
изображений
Изготовление сборных железобетонных конструкций
Сущность сборных железобетонных конструкций, против монолитных, состоит в том, что конструкции изготавливаются на заводах ЖБИ, а затем доставляются на стройплощадку и монтируются в проектное положение. Основное преимущество технологии сборного железобетона в том, что ключевые технологические процессы происходят на заводе. Это позволяет достичь высоких показателей по срокам изготовления и качеству конструкций. Кроме того, изготовление предварительно напряженных ЖБК возможно, как правило, только в заводских условиях.
Недостатком заводского способа изготовления является невозможность выпускать широкий ассортимент конструкций. Особенно это относится к разнообразию форм изготавливаемых конструкций, которые ограничиваются типовыми опалубками. Фактически, на заводах ЖБИ изготавливаются только конструкции, требующие массового применения. В свете этого обстоятельства, широкое внедрение технологии сборного железобетона приводит к появлению большого количества однотипных зданий, что, в свою очередь, приводит к деградации архитектуры региона. Такое явление наблюдалось в СССР в период массового строительства.
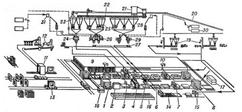
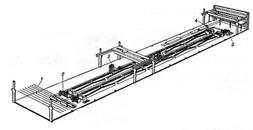
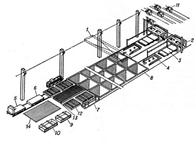
Большое внимание на заводе ЖБИ уделяется технологической схеме изготовления. Используется несколько технологических схем:
Конвейерная технология. Элементы изготовляют в формах, которые перемещаются от одного агрегата к другому. Технологические процессы выполняются последовательно, по мере перемещения формы.
Поточно-агрегатная технология Технологические операции производят в соответствующих отделениях завода, а форма с изделием перемещается от одного агрегата к другому кранами.
Стендовая технология. Изделия в процессе изготовления остаются неподвижными, а агрегаты перемещаются вдоль неподвижных форм.
В предварительно напряженных конструкциях применяют два способа создания предварительного напряжения: натяжение на упоры и натяжение на бетон, а также два основных способа натяжения арматуры: электротермический и электротермомеханический.
Подготовка изделий к монтажу. Укрупнительная сборка, строповка. Правила подъема и установки конструкций
Подготовка к монтажу
Перед монтажом проверяют состояние ранее установленных конструкций, а также элементов, которые нужно монтировать. Состав операций, входящих в подготовку конструкций к монтажу, зависит как от вида конструкций, так и от принятого метода монтажа. Однако ряд операций выполняют во всех случаях:
1)Каждый монтируемый элемент осматривают, чтобы удостовериться, что на нем есть марка и штамп ОТК, правильно расположены закладные детали, антикоррозионное покрытие на закладных деталях не повреждено, а выпуски арматуры соответствуют проекту и не деформированы. Кроме того, проверяют в конструкции наличие проектных и монтажных отверстий, их диаметр. Фактические размеры деталей проверяют металлическим метром или рулеткой. В бетоне не должно быть трещин, выбоин и поверхностных раковин, а геометрическая форма должна соответствовать проекту. На конструкции, подготовленные к подъему, должны быть нанесены осевые риски.
2) При подготовке все конструкции очищают. Погнутые детали выпрямляют, наплывы бетона удаляют, ржавчину счищают металлическими щетками.
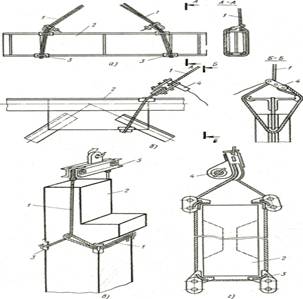
Рис 1. Схема строповки в обхват обвязочными стропами:
а — металлической балки, б — верхнего пояса фермы, в — колонны, г—балки;
1 — строп, 2 — конструкция, 3 — подкладки, 4 — полуавтоматический замок, 5 — траверса.
Строповка
Для строповки сборных конструкций применяют различные грузозахватные устройства в виде гибких стропов, траверс, механических и вакуумных захватов.
В зависимости от конструктивных особенностей монтируемого элемента его стропуют различными приемами:
· В обхват;
· За петли;
· Захватами.
Одно из важных требований, предъявляемых к грузозахватным: устройствам, — возможность расстроповки элементов с земли или непосредственно из кабины машиниста.
Строповка за монтажные петли
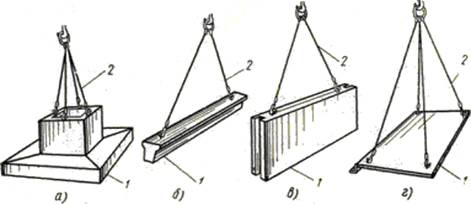
Рис 2.
Строповка с дистанционно отцепкой
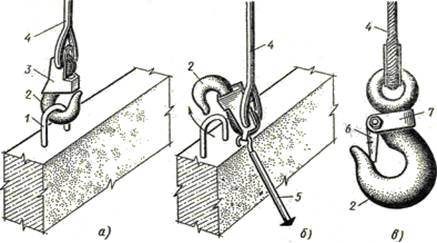
Рис 3. Грузозахватные устройства с дистанционной отцепкой крюка:
положения крюка: а — после строповки, б — после расстроповки, в — крюк с предохранительным устройством; 1 — монтажная петля, 2 — крюк, 3 — карабин, 4 — строп, 5 —тяга, 6 — отжимная пружина, 7 — скоба с болтом.
Для расстроповки стеновых панелей, ригелей, перемычек, блоков грузозахватные устройства снабжают дистанционным устройством. Основные элементы такого устройства — карабин 3 и тяга 5 с крюком 2. Для расстроповки ослабляют стропы 4 и тягой 5 выводят крюк 2 из монтажной петли. Применяют также крюки с предохранительным устройством. Отжимная пружина 6, удерживающая груз, закреплена на крюке скобой 7 с болтом. Крюк заводят с внешней стороны стропуемого элемента.
Строповка захватами
Если в железобетонных элементах нет монтажных петель, элементы стропуют захватами через отверстия в конструкции и подхватом снизу конструкции за ее выступающие части, а также фрикционными захватами.
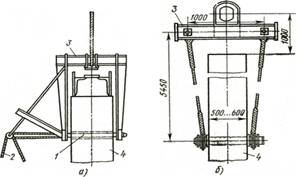
Рис 4. Строповка штыревыми захватами за отверстия в конструкции:
а— с дистанционным управлением, б — без дистанционного управления; 1 — выдвижной штырь, 2 — канат, 3 — траверса, 4 — колонна
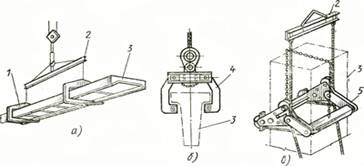
Рис 5. Строповка конструкций захватами:
а—подхватами снизу, б — за выступающие части клещевым захватом, в — фрикционным захватом; 1 — консоли, 2 — траверса, 3 — конструкция, 4 — элементы захвата, 5 —прижимы захвата
При подъеме элементов, имеющих наклонное проектное положение (лестничные марши), используют стропы разной длины.
Укрупнительная сборка
При монтаже зданий укрупненными блоками сокращается продолжительность и трудоемкость работ, сокращается объем верхолазных работ. В зависимости от степени укрупнения различают:
· Мелкоэлеменуное;
· Поэлементное;
· Блочное;
· Комплектноблочное;
Площадки для укрупнительной сборки располагают в монтажной зоне крана или при центральных складах. Организация работ на площадке должна обеспечивать необходимый темп укрупнения, максимальную механизацию технологических процессов, высокую производительность труда на основе применения эффективных инструментов, приспособлений и оборудования.
Основные схемы монтажа крупнопанельных зданий
Последовательность монтажа здания зависит от многих факторов:
• конструктивных особенностей здания;
• последовательности установки элементов, рекомендуемой технологической картой;
• наличия подкосов, фиксаторов, монтажной оснастки.
Похожие работы
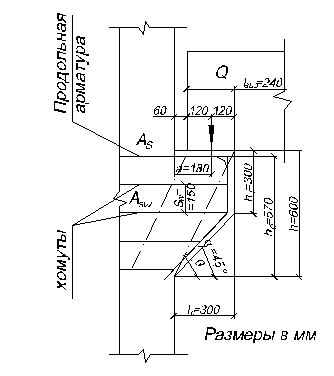
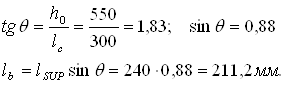
... стержней слева 2Ø28 А300: 504 мм < 20d = 560 мм справа 2Æ36 A-II (А300) 629 мм < 20d = 720 мм Принято W1= 500 мм; W2 = 550 мм; W3 = 600 мм; W4 = 750 мм. 6. Расчет сборной железобетонной колонны Сетка колонн м Высота этажей между отметками чистого пола – 3.3 м. Нормативное значение временной нагрузки на междуэтажные перекрытия 8.5 кH/м2, расчетное значение ...
... рабочих Выполняемые операции 1 Такелажник 2 разряд 2 Разгрузка и складирование кирпича и сборных ЖБ конструкций 2 Каменщик 4 разряд 3разряд 2 разряд 5 5 5 Кладка наружных и внутренних стен, перегородок. Укладка перемычек 3 Монтажник 4 разряд 3 разряд 2 разряд 1 2 1 Монтаж плит перекрытий, плиты лоджий, элементы лестниц и сопутствующие работы. 4 ...
... 0,5х0,6м, высота подкрановой балки1м, высота стропильной балки1,64 м, плиты покрытия1,5х6м, стеновые панели6х1,8;6х1,2м. Обоснование метода монтажа и определение размеров монтажных захваток. Конструкции одноэтажного промышленного здания монтируются стреловыми кранами на гусеничном или пневмо ходу При строительстве обычно применяют смешанный метод монтажа Первым комплектом ...
... башни, промышленные трубы большой высоты, реакторы атомных электростанций и др.). В современной строительной практике ряда капиталистических стран (США, Великобритании, Франции и др.) монолитные железобетонные конструкции получили широкое распространение, что объясняется главным образом отсутствием в этих странах государственной системы унификации параметров и типизации конструкций зданий и ...
0 комментариев