Навигация
Укладка пиломатериалов в штабель для камерной сушки
26579
знаков
1
таблица
9
изображений
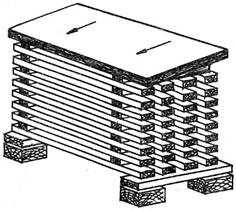
4. Укладка пиломатериалов в штабель для камерной сушки
На равномерность сушки и сохранение правильной формы досок после сушки большое влияние оказывает качество формирования штабелей (пакетов). Деформирование высушиваемых пиломатериалов - это результат недостаточного их зажатия, т.е. неправильной укладки в штабель.
При камерной сушке используются штабеля двух типов: пакетный, формируемый из нескольких (2…4) сушильных пакетов, и цельный, собираемый целиком на месте его формирования.
Штабель должен состоять из пиломатериалов одной породы и толщины.
Подштабельное основание должно быть прочным, жестким, а верх его - горизонтальным. Длина основания должна равняться длине штабеля. Основанием штабеля наиболее часто служат специальные рельсовые вагонетки, собранные из треков. Трек представляет собой двухколесную тележку, установленную на один рельс. Треки соединяются между собой брусками сечением 100х100 мм, устанавливаемых в соответствующие пазы на треках. Длина брусков должна равняться ширине штабеля.
Форма поперечного сечения пакетов и штабелей должна быть прямоугольной, а торцы их выровнены по вертикали.
Разные по длине доски укладывают вразбежку, причем самые длинные - по краям. Такая укладка предохраняет концы досок от коробления. Стыкуемые доски (длина которых меньше половины длины штабеля) располагают не менее чем на двух прокладках, при этом внешние торцы выравнивают по торцам штабеля.
Если доски имеют разную ширину, то узкие укладывают в середину, а широкие - по краям пакета или штабеля. Если по ширине пакета или штабеля целое количество досок не размещается, то зазор оставляют по середине ширины штабеля.
Недогрузка штабеля по высоте недопустима, так как за счет больших утечек сушильного агента через пространство над штабелем резко снижается скорость циркуляции в самом штабеле. Это приводит к увеличению сроков сушки и в некоторой степени к неравномерному просыханию материала.
Необразные доски укладывают комлями в разные стороны (рисунок 8).
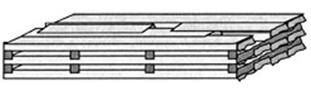
Рисунок 8.
В зависимости от характера циркуляции агента сушки через штабель пиломатериалы укладывают:
1. сплошными рядами без промежутков (шпаций) между досками для камер с горизонтальной циркуляцией поперек штабелей (рисунок 9.1);
2. с промежутками (шпациями) между досками для камер с горизонтальной циркуляцией вдоль штабелей и с вертикальной, в том числе естественной циркуляцией (рисунок 9.2).
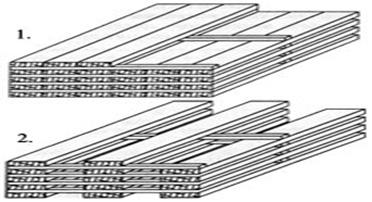
Рисунок 9.
В штабелях или пакетах со шпациями общая ширина шпаций должна составлять при укладке обрезных досок - 35%, необрезных - 57% от ширины штабеля. Шпации должны быть распределены равномерно по ширине штабеля.
Горизонтальные ряды пиломатериалов в пакетах и штабелях должны разделяться межрядовыми прокладками, а пакеты по высоте штабеля - межпакетными.
Главное внимание уделяют шагу прокладок, а также вертикальности их рядов - это основной признак качества укладки пиломатериалов.
Расстояние между прокладками по длине штабеля (шаг прокладок) зависит от древесной породы, толщины и ширины пиломатериала, конечной влажности.
При высушивании хвойных пиломатериалов с конечной влажностью (10…12)% шаг прокладок принимают равным 20-кратной толщине досок, т.е. шаг = 20Т.
При сушке дубовых и буковых досок, которые значительно коробятся, шаг = 15 Т.
Если конечная влажность древесины (5…7) %, а сортименты короткие, назначают шаг = 10Т.
В случае высушивания хвойных пиломатериалов до транспортной влажности следует принимать шаг = 35Т.
Длина межрядовых прокладок зависит от ширины штабеля, их ширина (35…45) мм, толщина (25 ± 0,5) мм.
При сушке толстых пиломатериалов в высоких штабелях рекомендуются прокладки шириной 50 мм.
Межпакетные прокладки изготавливают квадратного сечения не менее 70 х 70 мм.
По высоте штабеля прокладки следует укладывать строго вертикально одна над другой. Сбившиеся прокладки выправляют. Нижняя прокладка должна находиться над опорным брусом или над другим прочным основанием. Крайние прокладки у лицевого ровного торца штабеля укладывают заподлицо с торцами досок.
Прокладки изготавливаются из древесины хвойных и лиственных пород, не имеющей гнили и синевы.
Количество межрядовых прокладок по длине пакета или штабеля приведено в таблице 1.
Таблица 1.
| Толщина пиломатериалов, мм | Хвойные породы | Лиственные породы | ||||
| длина пакета или штабеля, м | ||||||
| 2,5 | 4,0…4,5 | 6,5…6,8 | 2,5 | 4,0…4,5 | 6,5…6,8 | |
| 16…19 | 5 | 8 | 12 | 7 | 10 | 14 |
| 22…25 | 5 | 7 | 10 | 6 | 9 | 12 |
| 32…40 | 4 | 5 | 7 | 5 | 7 | 9 |
| 50 и более | 3 | 4 | 6 | 4 | 5 | 7 |
Количество межпакетных прокладок по длине пакетного штабеля должно быть таким же, как и количество межрядовых прокладок. При формировании штабеля межпакетные прокладки должны размещаться в одном вертикальном ряду с межродовыми прокладками пакетов.
5. Деформации, возникающие при распиловке древесины
Деформации так же могут возникнуть в процессе распиловки древесины. Причиной этого является особенности строения дерева. Например, одной из особенностей строения ствола может являться косослойность. Простая косослойность отличается спиралевидным, в основном параллельным расположением волокон под наклоном к оси дерева. В результате, перед распиловкой в дереве присутствуют внутренние напряжения, которые проявляются в процессе распиловки. Как следствие древесина становится деформированной.
Заключение
В ходе данной работы было разобрано понятие геометрической формы пиломатериалов и понятие деформации или коробления древесины. Так же были подробно разобраны процессы первичной обработки пиломатериалов на лесопильных предприятиях и установлены возможные причины изменения геометрической формы пиломатериалов. У меня данная работа вызвала большой интерес, т.к. кроме новых знаний, приобретенных в ходе данной работы, я получил возможность предложить свой метод расчета величины прогиба пиломатериалов.
Список литературы
1. Тюкина Ю.П., Макарова Н.С. Технология лесопильно-деревообрабатывающего производства: Учеб. для СПТУ. — М.: Высш. шк. , 1988 - 271с, ил.
2. Расев А. И. Сушка древесины. Учебник для проф. -техн. училищ. — М.: Высш. школа, 1980. —181 с.
3. под ред. В. Нуча Деревообработка. Техносфера, 2007-848 с.
4. Кречетов И.В. Сушка древесины. 3-е изд. перераб. М.: Лесн. пром-сть, 1980.-432 с.
Приложение
Расчет величины прогиба доски
В данной части работы мне нужно предложить метод измерения величины прогиба пиломатериала.
a – величина прогиба пиломатериала

Рисунок 10.
Обозначим начальные условия. Пусть у нас имеется доска длинной l = 6 метров. Пусть доска изогнута вдоль пласти или вдоль кромки (как показано на рисунке 10), причем изгиб равномерный, т.е., другими словами, эта доска является дугой окружности какого либо радиуса R. Мне нужно определить величину a, которая показана на рисунке 10, причем не напрямую, а с помощью однократного измерения прогиба конкретной части доски. Переводя все выше сказанное в геометрическую форму, мы получим задачу, сходящуюся к нахождению наибольшего расстояния от хорды (в нашем случае это поверхность на которой находится доска или условная линия, соединяющая два конца доски ) до окружности ( в нашем случае это есть поверхность доски) (рисунок 11).
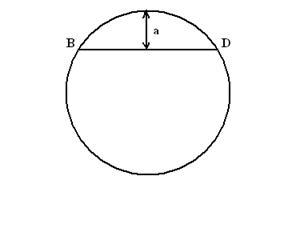
Рисунок 11.
На рисунке 11 дуга BD – доска длинной 6 м.
Кроме заданных условий пусть у нас имеется измерительный прибор, который измеряет величину прогиба не всей доски, а только ее части.
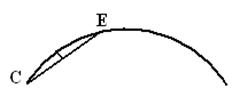
Рисунок 12.
На рисунке 12 этот прибор изображен виде хорды CE. Пусть длина этой хорды стандартна и равна 2 метра, а измеряется максимальное расстояние от хоры до окружности – обозначим его за X.
Итак, далее после одного измерения величины X, мы должны с помощью расчетов определить искомую величину a.
Сначала, зная длину хорды СЕ и определив X, мы можем найти радиус окружности R (рисунок 11).
Находим R по формуле
R =((CE/2)^2+X^2)/2*X = (1+ X^2) )/2*X
Теперь мы знаем радиус окружности. Нам нужно определить длину хорды BD (рисунок 11) что бы через нее, зная радиус, найти искомую величину a. Длину L хорды окружности радиусом R можно определить по величине стягиваемой ею дуги φ по формуле:
L = 2R·sin(φ/2)
φ = l / R, где l – длина дуги BD (рисунок 11).
φ =6/((1+ X^2) )/2*X)
отсюда
L = ((1+X^2)·sin(6*X/(1+X^2)))/X
Теперь, зная длину хорды BD (рисунок 11) , зная радиус R, мы можем найти искомую величину a
Запишем, как выражается радиус через эти две величины:
R =((L/2)^2+a^2)/2*a
Отсюда получаем квадратное уравнение
a^2-2*a*((1+ X^2) )/2*X) +(L/2)^2=0,
где L = ((1+X^2)·sin(6*X/(1+X^2)))/X
Решая его, мы найдём искомую величину a, принимая за нее положительный корень уравнения.
Похожие работы
... в центральной зоне водослоя у растущих деревьев и образование трещин при подсыхании срубленной древесины снижает выход высококачественных пиломатериалов. 4. Технические свойства и промышленное применение древесины вяза, каштана, фисташки На долю лиственных пород приходится 1/5 часть площади лесов нашей страны. Тем не менее, на этой площади произрастает много разнообразных пород. Лиственные ...
... при крайне отсталой производственной базе легкой и пищевой промышленностей, гражданского машиностроения и сельского хозяйства. Каждая из этих проблем по своему осложняет интеграцию России в мировую экономику. Перестройка хозяйственного механизма закономерно сопровождается всплеском инфляции, нехваткой финансовых ресурсов, резким сужением платежеспособности населения многих предприятий. В итоге — ...
0 комментариев