Процессу внедрения промышленных роботов (ПР) в производство предшествует этап технологической подготовки, связанный со спецификой использования робота. Эта специфика существенным образом отражается на компоновке оборудования РТСК. Возможны два варианта компоновки:
1) ПР встраивается в существующую технологическую линию, когда требуется большая универсальность самого робота и наличие у него элементов адаптации, а также доработка технологического оборудования под применяемый тип робота;
2) ПР проектируется совместно с технологической линией как составная часть сборочного технологического оборудования.
Последний вариант наиболее рационален и перспективен, так как позволяет в максимальной степени использовать преимущества модульного принципа построения ПР и принцип агрегатирования из унифицированных элементов при создании РТСК. Особое значение этот фактор имеет при разработке РТСК, учитывая разнообразие сборочных процессов. Особенности роботизируемого процесса оказывают одновременно влияние и на кинематику обслуживающих роботов, и на размещение технологического оборудования и компоновку ПСРТК в целом.
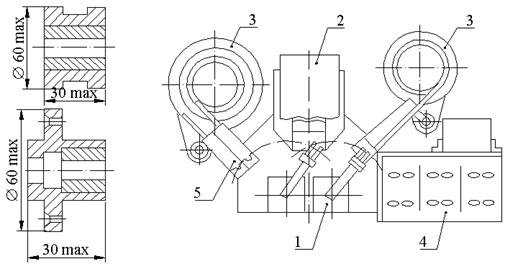
Путем анализа сборочных операций, выполняемых с применением ПР, получено четыре типовых варианта компоновки сборочных РТК, представленные на рис.1. Все РТК включают в себя следующие типовые элементы: ПР 2; рабочие позиции 4 (на которых выполняются операции сборки); питатели 1 (служащие для подачи собираемых деталей в ориентированном положении); магазины 3 с комплектами сборочных инструментов.
В РТК (рис.1, а) технологический процесс сборки делится на две операции, причем операция 2 выполняется по двум позициям. В связи с этим возникает необходимость в организации трех одинаковых позиций сборки для обеспечения требуемой производительности отдельных операций. Передача полуфабрикатов после выполнения операции 1 на позицию, где выполняется операция 2, осуществляется (в таре) общецеховым транспортом. Такая компоновка обеспечивает сокращение простоев оборудования и, как следствие, повышение производительности РТК.
В РТК (рис.1, б) один ПР последовательно выполняет все операции сборки до получения полностью собранного изделия. При такой компоновке используют универсальные ПР и рабочие позиции в целях их быстрой переналадки при переходе на сборку другого изделия.
В РТК (рис.1, в) используют специальные ПР упрощенной конструкции с небольшим числом степеней подвижности. Собираемые детали перемещаются транспортером 5 между несколькими позициями сборки, работающими параллельно. Линейное расположение оборудования обеспечивает выполнение технологических функций и пустоту транспортной системы. Жесткая связь между рабочими позициями обусловливает остановку РТК при выходе из строя ПР или другого оборудования.
Особенностью РТК (рис.1, г) является то, что сборочные операции (с учетом их специфики) максимально сконцентрированы на отдельных рабочих позициях, причем на ряде позиций сборочные операции выполняются одновременно несколькими ПР. Транспортирование полуфабрикатов между рабочими позициями 4 осуществляется конвейером 5. Связь между отдельными рабочими позициями гибкая.
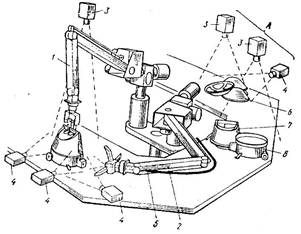
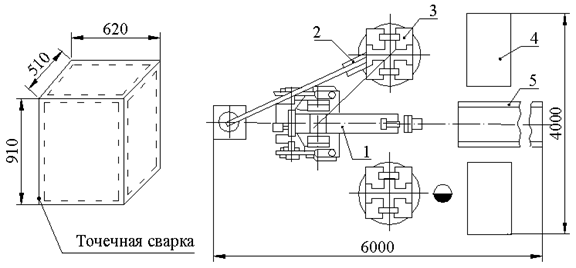
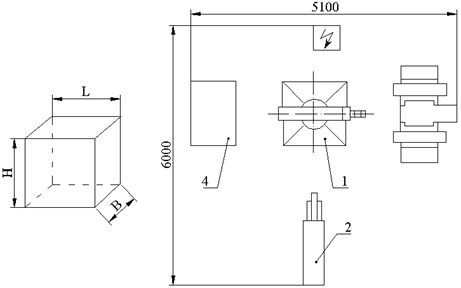
Варианты компоновки РТСК. На рис.2, а оборудование расставлено по дуге окружности, и для его обслуживания плечо робота 4 осуществляет возвратно-поступательные и вращательные движения. При переукладке деталей (узлов) с подводящего конвейера (позиция А) на конвейер (позиция D) стационарный робот 4 на фиксированных позициях 1, 2, 3 осуществляет сопутствующие, вспомогательные или контрольные операции: лужение, мойку, травление, гибку, рихтовку, контроль параметров и др. Компоновка комплекса по схеме рис.2, б предусматривает расположение оборудования в линию, и робот 4 снабжен модулем глобального перемещения между транспортными конвейерами А, В и D. Такая компоновка оборудования предполагает автоматизацию основных (5,6) и вспомогательных (1, 2,3) операций, которые обслуживает робот.
Наличие упорядоченной среды позволяет роботу 4 (рис.2, в) не только обслуживать ее, аналогично схеме (рис.2, а), но и транспортировать узел, укомплектованный на позициях 1, 2, 3, на позицию 5, 6 фиксирующей операции (развальцовка, пайка, сварка, запрессовка), операции контроля, подгонки, покраски и т.п. В отдельных случаях робот может выполнять эти операции самостоятельно.
Если синхронизация транспортных и основных операций невозможна или когда время, отведенное на операцию, не позволяет осуществлять последовательную комплектацию сборочной единицы за счет повторных возвратно-поступательных и вращательных движений рабочих органов робота, то обслуживаемая среда организуется по схеме, показанной на рис.2, г. Здесь роботы 4 и 11 попеременно в синхронизированном ритме устанавливают на позицию сборки б укомплектованные сборочные единицы, которые окончательно собираются в изделие специализированным сборочным оборудованием или одним из роботов. Кассеты с комплектующими деталями подаются на позиции 1, 3, 8, 10 конвейерами А, В, А' и В'.
Укомплектованной (собранное) изделие поступает на отводящий конвейер D. Позиции 2, 5 и 7, 9 используются для выполнения вспомогательных и сопутствующих операций. Технологический цикл РТК может быть сокращен за счет уменьшения вспомогательного времени, вызванного загрузкой и разгрузкой рабочих машин и межпозиционным транспортированием объектов (деталей, узлов). С этой целью используются двурукие ПР (рис.2, д, е), таким образом цикл обслуживания рабочих позиций сокращается вдвое за счет исключения двойных поворотных ходов плеч робота 4.
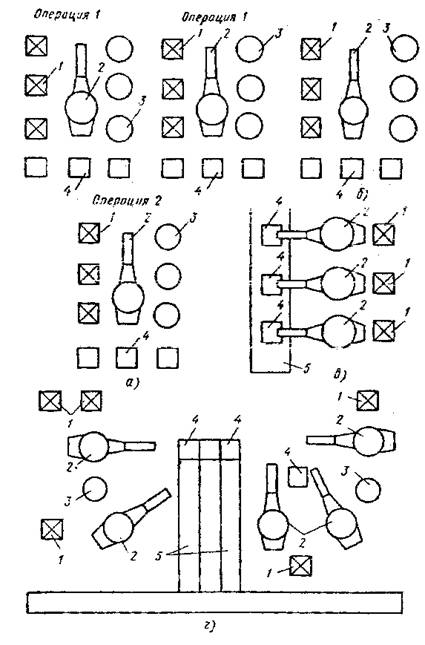
Рис.1 - Типовые варианты компоновок сборочных РТК
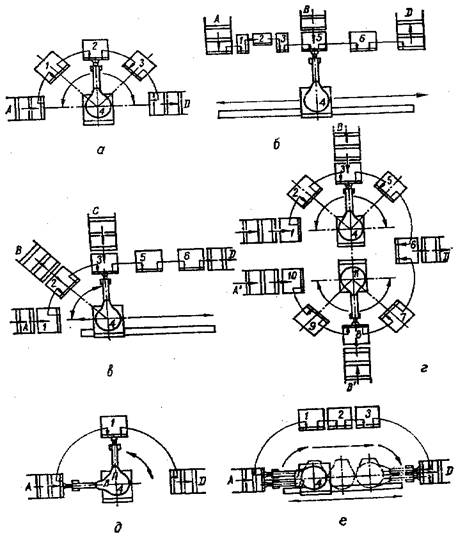
Рис.2 - Варианты компоновки РТСК.
Сборочные промышленные роботы, взаимодействующие с упорядоченной средой
Для осуществления сборки могут применяться как универсальные роботы общепромышленного назначения, так и специализированные сборочные роботы (СПР). Учитывая специфику сборочных работ, выражающуюся в необходимости точного позиционирования захватов, целесообразно стремиться к минимально необходимому числу степеней свободы (не более пяти, иногда шести).
Особое место среди СПР занимают роботы для перемещения объектов с массой не более 1 кг. Их называют промышленными минироботами (ПМР). К этому классу СПР предъявляются требования высокой технологической и функциональной универсальности, повышенной точности дискретного позиционирования рабочих органов, агрегатного исполнения и др.
Для обеспечения технологической и функциональной универсальности, которая позволяла бы использовать ПР в сборочных операциях, ПР должны обладать достаточно развитой структурой, что подтверждается наличием пяти степеней подвижности у ряда моделей. Исключение составляют специализированные роботы, работающие в прямоугольной системе координат и предназначенные только для выполнения сопутствующих или вспомогательных операций при сборке. Общим требованием к ПМР, используемым непосредственно для выполнения сборочных операций (комплектация, сопряжение), является обеспечение высокой точности позиционирования. Последнее обстоятельство особенно важно для сборочных ПР, работающих без элементов адаптации.
Весьма важной характеристикой сборочных ПР является дискретность промежуточного позиционирования, обеспечиваемая применением цифровых линейных и поворотных приводов. Такими приводами снабжены роботы серии РС и ПМР, что позволяет успешно использовать их в условиях многоэлементной сборки соединений высокой точности. Наличие у модели РС-4 модуля технологических перемещений захвата позволяет повысить маневренность ПР при комплектации сборочного соединения, а также совмещать сопутствующие и основные операции на одном рабочем месте.
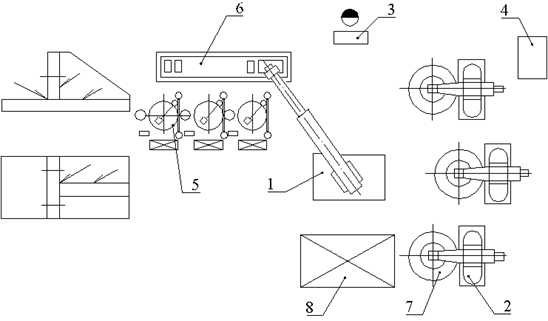
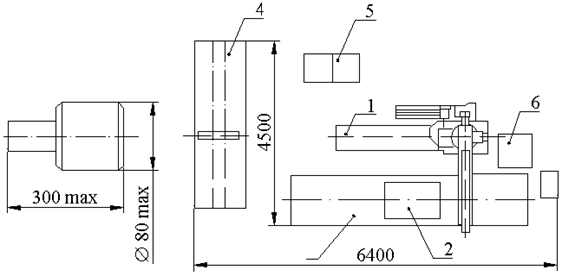
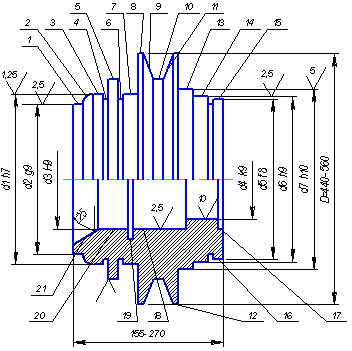
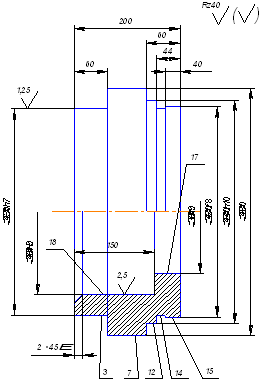
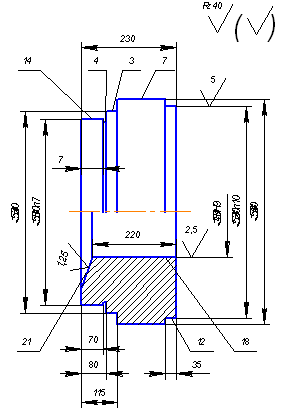
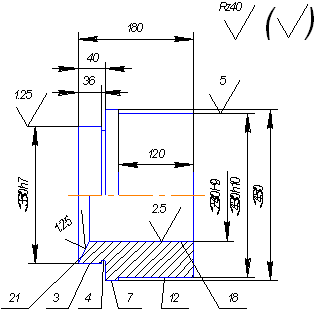
Базовой для промышленных минироботов ПМР и РС является модель РС-4. Компоновка улучшенной модификации этой серии, модели РС-6, приведена на рис.3. Робот состоит из двух основных модулей - продольных перемещений (рука) А и совместных поворота и подъема руки В. Стыковка модулей А и В осуществляется механическим способом с помощью направляющих, позволяющих легко и быстро осуществить перекомпоновку. Пневмо- и электрокоммуникации стыкуются с помощью специальных разъемов.
На передней стойке 15 несущего каркаса модуля продольных перемещении закреплен цифровой позиционный привод продольных перемещении. Последний содержит цилиндр противодавления 7 и ряд рабочих цилиндров 17 с различной длиной перемещения, состыкованных между собой в соответствии с требуемым диапазоном и дискретностью перемещения исполнительного органа робота.
Рабочий орган привода продольных перемещений (шток 9) посредством траверсы 10 связан со штангой 14, подвижно смонтированной в передней направляющей 13, в направлении изменения Rvar. Направляющая 13 закреплена на конце цилиндра противодавления привода продольных подач с помощью каретки 22 на двух задних направляющих 16 установленных в передней 15 и задней 23 стойках несущего каркаса.
Захват закреплен на левом конце штанги (на рис.3 не показан). Привод поворота захвата выполнен на базе реечного зацепления и позволяет получать три фиксированных с помощью настраиваемых жестких упоров угловых положений захвата: 0, 90 и 180°.
Шток 12 предназначен для привода губок захвата. Подшипники позволяют устранить поворот поршня привода губок при вращении захвата.
В случае необходимости захват может быть закреплен на передней поверхности С траверсы 10, что позволяет разгрузить вал привода поворота захвата, если масса деталей существенна.
В нижней части модуля продольных перемещений А установлен электромагнитный порошковый тормоз 5 с позиционным управлением, ось которого совмещена с осью вращения руки робота, что позволяет максимально уменьшить величину инерционных моментов, возникающих при повороте руки.
Модуль поворота и подъема руки В смонтирован на основании 33 и состоит из двух трубчатых вертикальных направляющих 31, по которым перемещается каретка 32 с цифровым позиционным приводом поворота, состоящим из ряда флажковых пневмодвигателей 2 с различным углом поворота рабочего органа (выходного вала), беззазорно состыкованного с выходным валом 3 привода поворота, установленного в подшипниках. Устойчивость привода поворота по отношению к его вертикальной оси обеспечивается регулируемым кронштейном 1. Вертикальное перемещение каретки 32, а следовательно, и руки А робота, обеспечивается с помощью цифрового позиционного привода подъема. Привод подъема установлен на кронштейне 28, служащем одновременно для увеличения жесткости вертикальных направляющих.
Управление тормозным устройством 26 осуществляется от ходового датчика, круговая линейка 4 которого установлена неподвижно на каретке 32, а подвижная ее часть - на зубчатом колесе 6 с возможностью регулировки. В качестве кодовых датчиков применены датчики на герконах, обеспечивающие простоту конструкции и настройки, высокую надежность и требуемую точность управления включением и режимами работы электромагнитных порошковых тормозов.
В соответствии с технологическим процессом, его последовательностью, а также параметрами, характеризующими отдельные переходы, определяется траектория захвата, исходя из которой уточняется и число модулей, составляющих приводы продольных перемещений руки и подъема.
После определения кинематики робота составляется и вводится программа, управляющая последовательностью включения модулей дискретных приводов. Параллельно осуществляется настройка кодовых датчиков для управления тормозными устройствами.
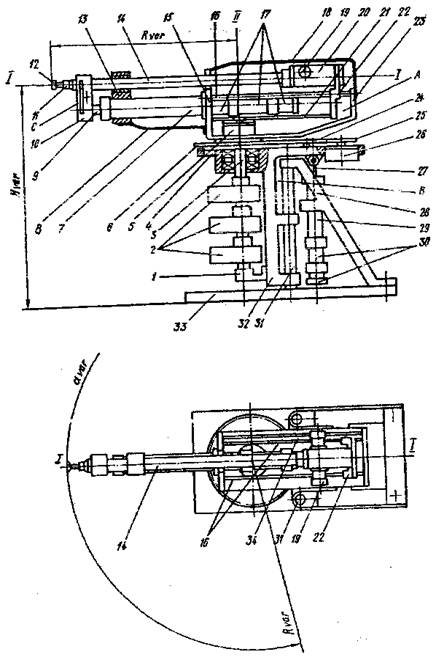
Рис 3 - Компоновка робота РС-6.
В запрограммированный момент времени подвижная часть кодового датчика (в случае применения герконов - постоянный магнит), перемещающейся вместе со штангой 14 вдоль кодовой линейки 34, вызовет появление команды, управляющей включением тормозного устройства 5, которое, срабатывая, обеспечивает торможение зубчатой рейки 21, также перемещающейся вместе с кареткой 22. Таким образом обеспечиваются плавный выход в любую запрограммированную точку траектории движения штока привода продольных подач, а также требуемые скорости перемещения и ускорения. Аналогично работает привод поворота. Привод подъема не имеет тормозных устройств, управляемых от кодовых датчиков.
Примененный в рассмотренной конструкции модульный принцип компоновки всех исполнительных приводов позволяет значительно расширить технологические возможности ПР и сделать его более универсальным. Оптимальная компоновка робота зависит от степени сложности реализуемых с его помощью технологических процессов При модульном принципе уменьшаются габаритные размеры и масса, что положительно сказывается на эксплуатационных характеристиках ПР - увеличиваются быстродействие, точность позиционирования и срок службы. Использование дискретных линейных и поворотных приводов в роботах серий ПМР и РС позволяет автоматизировать процессы комплектации, контроля, кассетирования и укладки изделий в тару, т.е. они пригодны для условий работы в тех случаях, когда требуется промежуточное позиционирование по одной или нескольким координатам.
Список литературы
1. Н.П. Меткин, М.С. Лапин, С.А. Клейменов, В.М. Критський. Гибкие производственные системы. - М.: Издательство стандартов, 1989. - 309с.
2. Гибкие производственные комплексы / под. ред. П.Н. Белянина. - М.: Машиностроение, 1984. - 384с.
3. Гибкое автоматическое производство/под. ред. С.А. Майорова. - М.: Машиностроение, 1985. - 456с.
4. Управление работотехническими системами и гибкими автоматизированными производствами / под. ред. Н.М. Макарова, - М.: Радио и связь, 1981, ч.3 - 156с.
5. Широков А.Г. Склады в ГПС. - М.: Машиностроение, 1988. - 216с.
Похожие работы
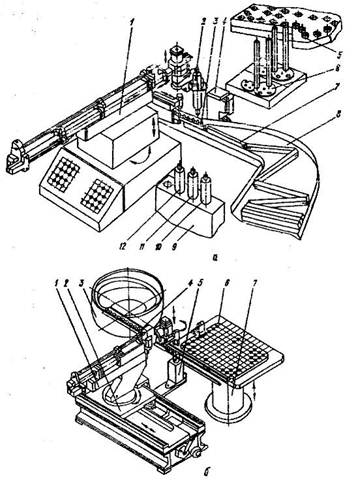
... ПР; 6 - фильтр пылесоса, 7 - моторный блок; 8 - камера для пыли Рис.3. Компоновка РТК: а - для сборки клапанов; б - для укладки заготовок постоянных магнитов в кассеты Рассмотренные концепции создания гибких технологических систем высокой и сверхвысокой производительности для условий современного состояния обрабатывающего и вспомогательного оборудования дают возможность увидеть, что без ...
... и контроля. Обслуживание ковочных агрегатов с программным управлением (гидравлического пресса, ковочного автоматического манипулятора) для автоматизации ковки деталей с вытянутой осью (круглого, квадратного и прямоугольного сечений) массой 0,4—2,0 т. 2 Гибкие производственные модули (ГПМ) 2.1 Общее представление о гибких производственных модулях Гибкие производственные модули (ГПМ), ...
... требований техники безопасности; Выбор вспомогательных устройств осуществляется в зависимости от типа, формы, массы, материала и размеров деталей, технологических схем оборудования и серийности производства. Для обработки деталей типа тел вращения применяются токарно-винторезные станки. При автоматизации производства необходимо применение станков с ЧПУ, поэтому для обеспечения данного условия ...
... ПР в цилиндрической системе координат. Размеры рабочей зоны ПР должны быть достаточными для размещения: вспомогательных устройств, приспособлений и оснастки, необходимых для реализации технологического процесса сборки; магазинов с инструментами и захватными устройствами; подающих устройств; накопителей собираемых деталей; средств контроля качества сборки. ПР должен иметь не менее трех степеней ...
0 комментариев