Навигация
Разработка роботизированного технологического комплекса механической обработки деталей типа фланец
48219
знаков
7
таблиц
14
изображений
Федеральное Агентство по образованию
Политехнический институт Сибирского Федерального Университета
Кафедра "Технология машиностроения"
Курсовая работа
Тема: Разработка роботизированного технологического комплекса механической обработки деталей типа фланец
Пояснительная записка
Выполнил:
студент группы МТ 05-01
Решетников А.С.
Проверил:
преподаватель
Гузов В.Ф.
Красноярск 2009 г.
Федеральное агентство по образованию
Политехнический институт Сибирского федерального университета
Кафедра “Технология машиностроения”
Задание
На курсовую работу по дисциплине “Автоматизация производственных процессов в машиностроении”
Студенту Решетникову А.С. Группы МТ 13-1
Факультет механико-технологический Шифр 032552
Тема: Проектирование роботизированного технологического комплекса механической обработки деталей типа фланец.
Исходные данные: 1.Годовая программа, в шт. - 31000
2.Габаритные размеры детали, в мм – L=145-250,
D=400-520
3. Материал детали: Чугун ВЧ 38-17
4.Исходная заготовка - отливка
5.Исполнение промышленного робота - портальный
По теме разработать: Поворотное магазинное загрузочное устройство (МЗУ)
Срок защиты: 31.05.2009 Выдано: 12.02.2007
Аннотация
В технологической части курсовой работы определен тип и форма организации производства, произведена классификация и кодирование деталей по конструкторско-технологическим признакам, разработан технологический процесс изготовления детали типа фланец, затем выбрано основное технологическое оборудование, промышленный робот и вспомогательные устройства для выполнения операций, на основании данных, построена циклограмма работы механизмов РТК, и разработана его планировка.
В конструкторской части разработано техническое задание на поворотное магазинно-загрузочное устройство, обоснована конструкция данного устройства, приведены расчеты, на основании которых определен окончательный вид устройства.
В организационно-технической части приведены основные предложения по усовершенствованию РТК с применением дополнительного, более производительного оборудования.
Объем курсовой работы:
- объем пояснительной записки составляет 40 листов;
- количество чертежей - 3 (2 чертежа - А2, 1 чертеж - А1)
Содержание
2.1 Тип и форма организации производства
2.2 Классификация и кодирование деталей
2.3 Разработка последовательности изготовления детали
2.4 Выбор технологического оборудования, промышленного робота и вспомогательных устройств
2.5 Проектирование технологических операций
2.6 Разработка планировки РТК
2.7 Составление циклограммы работы механизмов РТК
3 Конструкторские разработки
3.1 Разработка технического задания на проектирование поворотного магазинного загрузочного устройства
3.2 Обоснование разрабатываемой конструкции
3.3 Расчет и проектирование поворотного МЗУ
Введение
Автоматизация производства в машиностроении является многосторонней задачей, которую необходимо решить в данной курсовой работе. Решение данной задачи направлено на создание совершенно нового современного промышленного оборудования, технологической оснастки, нового типажа инструмента, новых решений в реализации и организации технологических процессов и систем производства, функционирование которых связано с улучшением условий труда, ростом качества выпускаемой продукции, а также частичное освобождение человека от монотонной работы.
В курсовой работе производится разработка нового автоматизированного технологического комплекса, который позволяет повысить производительность, надежность и точность обработки детали типа фланец, при обеспечении определенной гибкости производства.
Наряду с разработкой РТК, решается конструкторская задача путем сравнительного анализа, для последующего выбора базового проектируемого устройства (поворотное магазинное загрузочное устройство) и осуществляется доработка роботизированного технологического комплекса с учетом выбранного устройства.
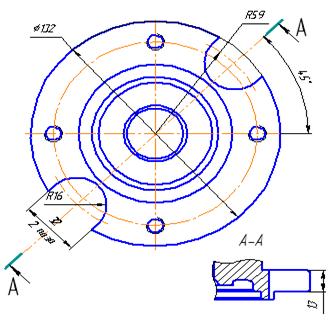
1 Анализ исходной информации для разработки РТК
Раздел является подготовительным этапом выполнения курсовой работы. Цель этапа уяснить задачу, изучить состояние вопроса и подготовить техническое обоснование разрабатываемого РТК.
Уяснение задачи требует изучения и анализа задания. Особое внимание необходимо обратить на габаритные размеры детали, квалитеты точности и параметры шероховатости поверхностей, от которых зависит выбор основного и вспомогательного оборудования.
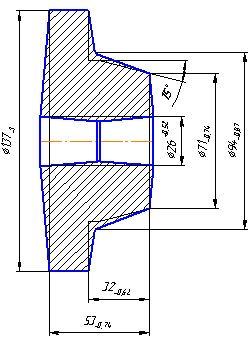
Определим, к какому типу тел вращения относится разрабатываемая деталь. Условие принадлежности к той или иной группе можно определить из выражения: L/D > 3 – вал; 1 < L/D < 2,5 - втулка; L/D < 0,5 - фланец.
Сначала определим, к какому типу тел вращения относится деталь из исходного задания. Для этого подставим в формулу максимальные значения длины и диаметра детали:
![]()
таким образом, деталь относится к группе тел вращения типа фланец.
Определим массу заготовки:
![]()
где D max- максимальный диаметр заготовки, см;
L max– максимальная длина заготовки, см;
ρ - плотность материала заготовки, для чугуна ρ=7,6 г/см3.
Подставляя известные значения, получим максимальную массу заготовки:
![]()
Приближенно массу заготовки для деталей типа фланец можно определить:
![]() ;
;
По максимальной массе заготовки необходимо выбрать промышленного робота (ПР) для выполнения операций. Главным критерием при выборе ПР является грузоподъемность. Основываясь на этом условии, а также учитывая исполнение ПР (портальный) , выбираем для сравнения ПР модели УМ160Ф2.81.01 /1, с. 62/, и ПР модели СМ160Ф2.05.01 /1, с. 64/. Основные характеристики ПР представим в виде таблицы 1.1.
Таблица 1.1. Основные технические характеристики ПР моделей УМ160Ф2.81.01 и СМ160Ф2.05.01
| Параметры | Модель ПР | ||
| СМ170Ф2.05.01 | УМ160Ф2.81.01 | ||
| Грузоподъемность, кг | 170 | 160 | |
| Число степеней подвижности | 4 | 3 | |
| Число рук | 1 | 1 | |
| Число захватных устройств на одной руке | 1 | 1 | |
| Привод | Г | Г | |
| Система управления | П УПМ-331 | П УПМ-331 | |
| Способ программирования | Обучение | Обучение | |
| Объем памяти системы управления | 0,5 Кбайт | 0,5 Кбайт | |
| Погрешность позиционирования | ±0,5 | ±0,5 | |
| Наибольший вылет руки R, мм | 2300 | 1800 | |
| Линейные перемещения, мм Скорость, мм/м | x | 16000/1,2 | 8900/0,8 |
| y | 2560/1,8 | - | |
| z | 1200 | 970/0,3 | |
| Угловые перемещения, ˚ | α | 180/90 | 180/90 |
| Угловая скорость, ˚/с | θ | 60/15 | 180/30 |
| Длина монорельса, м | 12 | 18 | |
| Масса, кг | 6500 | 6500 | |
Выбираем ПР модели УМ160Ф2.81.01, свой выбор обоснуем по следующим критериям:
для деталей типа фланец, необходимо выбирать робота с одной рукой, т. к. детали этой группы из-за малой длины трудно зажимать с помощью большего числа захватов;
ПР модели УМ160Ф2.81.01 является наиболее оптимальным по грузоподъемности.
Похожие работы
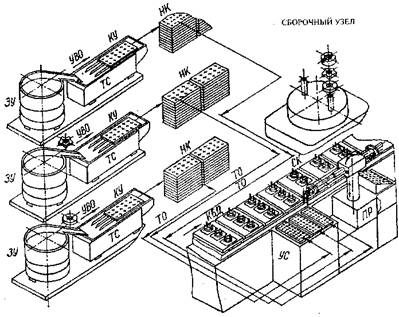
... расчеты показали, что существенные различия длительности сборочно-сварочных операций на отдельных РТК делают нецелесообразным создание автоматической линии сварки барабана с единой системой управления. Поэтому решено было организовать роботизированный технологический участок, объединив отдельные РТК общей механизированной транспортной системой с накопителями между ними. Для левого и правого ...
... заготовки Штамповка 5. Масса заготовки 2,309 кг. 6. Годовая программа выпуска 15000 7. Режим работы 2 смены 8. Продолжительность смены8 часов 9. Коэффициент загрузки участка 0,4 10.Технологический процесс изготовления детали Таблица 1. Таблица 1 № Наименование операции Тип обору-дования Норма времени Разряд работ Мощность Электродвигателя, (кВт) tшт, мин. tо, ...
... ПР в цилиндрической системе координат. Размеры рабочей зоны ПР должны быть достаточными для размещения: вспомогательных устройств, приспособлений и оснастки, необходимых для реализации технологического процесса сборки; магазинов с инструментами и захватными устройствами; подающих устройств; накопителей собираемых деталей; средств контроля качества сборки. ПР должен иметь не менее трех степеней ...





... автооператора строго синхронизировано с работой обслуживаемого оборудования. Автооп-ры могут иметь механические, магнитные, электромагнитные, вакуумные захватные устройства. 11. Транспортно – складские системы автоматизированного производства. Требования, основные виды и примеры исполнений Транспортные устройства автоматизир-ных систем предназначены для перемещения деталей с позиции на позицию ...
0 комментариев