Вятская государственная сельскохозяйственная академия
Инженерный факультет
Кафедра ремонта машин
Разработка технологического процесса восстановления оси коромысел двигателя Д37
Курсовая работа
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
ВГСХА 062.00.00.00ПЗ
Выполнил Селезенев А. Н.
Группа ИАу - 521
Проверил Бажин А. А.
Киров 2006
Содержание
Введение
1. Служебное назначение, техническая характеристика детали
2. Выбор способов устранения дефектов детали
3. Программа выпуска ремонтируемых изделий
4. Маршрутный технологический процесс ремонта детали
5. Технологические операции ремонта детали
6. Выбор технологических баз
7. Расчет режимов обработки
7.1 Расчёт величины припуска покрытий под механическую обработку
7.2 Предварительное шлифование "на верность"
7.3 Нанесение гальванопокрытия
7.4 Шлифование поверхности (окончательная обработка)
8. Технологическая документация
Заключение
Список литературы
Приложение
Введение
В процессе эксплуатации автомобиля его надежность и другие свойства постепенно снижаются вследствие изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены. В автомобиле появляются различные неисправности, которые устраняют при ТО и ремонте.
В какой бы совершенной конструкции машина не выступала в процессе производства, при её употреблении на практике обнаруживаются недостатки, которые приходится исправлять дополнительным трудом. С другой стороны, чем больше она вышла за предел своего возраста, чем больше сказывается действие нормального изнашивания, чем больше изношен и старчески ослаб материал, из которого она сделана, тем многочисленнее и значительнее становятся ремонтные работы, необходимые для того, чтобы поддержать существование машины до конца периода средней продолжительности ее жизни и в высшей степени важно немедленно исправлять всякое повреждение машин. В виду этого значит, что с технической точки зрения ремонт машин- это объективная необходимость. Только благодаря ремонту возможно поддерживать существование машины до истечения средней продолжительности её жизни.
Такое положение в полной мере относится и к современным автомобилям. Необходимость и целесообразность ремонта автомобилей обусловлены прежде всего неравномерностью их деталей и агрегатов. Известно, что создать равнопрочную машину, все детали которой изнашивались бы равномерно и имели бы одинаковый срок службы невозможно. Следовательно, ремонт автомобиля даже только путем замены некоторых его деталей и агрегатов, имеющих небольшой ресурс, всегда целесообразен и с экономической точки зрения оправдан. Поэтому в процессе эксплуатации автомобили проходят на автотранспортных предприятиях (АТП) периодическое ТО и при необходимости текущий ремонт (ТР), который осуществляется путем замены отдельных деталей и агрегатов, отказавших в работе. Это позволяет поддерживать автомобиль в технически исправном состоянии.
При длительной эксплуатации автомобили достигают такого состояния, когда затраты средств и труда, связанные с поддержанием их в работоспособном состоянии в условиях АТП, становятся больше прибыли, которую они приносят в эксплуатации. Такое техническое состояние автомобилей считается предельным, и они направляются в капитальный ремонт (КР). Задача КР состоит в том, чтобы с оптимальными затратами восстановить утраченные автомобилем работоспособность и ресурс до уровня, нового или близкого к нему.
Ремонт автомобилей имеет большое экономическое значение. Основными источниками экономической эффективности ремонта автомобилей является использование остаточного ресурса их деталей. Около 70…75% деталей автомобилей, прошедших срок службы до первого КР, имеют остаточный ресурс и могут быть использованы повторно либо без ремонта, либо после небольшого ремонтного воздействия.
1. Служебное назначение, техническая характеристика детали
Ось коромысел входит в состав деталей газораспределительного механизма, определяющая вместе с другими составляющими ресурс данного механизма. Эту же деталь в отдельных источниках называют валиком коромысел. Масса детали 0,124 кг, материал Ст. 40Х, твёрдость HRC 53…61. В процессе работы двигателя на неё действуют нагрузки со стороны коромысел клапанов.
Самые типичные, как правило, виды дефектов это: износ поверхности под втулки и стойки коромысел, а также ослабление посадки заглушек масляных каналов. Предельная степень износа сопряжений в газораспределительном механизме характеризуется экономическими критериями: допустимым падением мощности двигателя, ухудшение топливной экономичности и повышенным расходом масла на угар. Кроме того, износы приводят к уменьшению степени сжатия и коэффициента наполнения двигателя, что ухудшает пусковые качества дизеля и приводит к неполному сгоранию топлива (за счёт чего и падает мощность).
Данная ось коромысел имеет следующие дефекты:
Таблица 1.1 – Дефекты оси коромысел
| Контролируемый дефект | Способы и средства контроля | Размеры,мм | ||
| По чертежу | Допустимый в сопряжении с деталями: | |||
| бывшими в эксплуатации | новыми | |||
| Износ поверхности под втулки коромысел | Скобы или микрометр | 16-0,012 | 15,97 | 15,94 |
| Износ поверхности под стойки | Скобы или микрометр | 16-0,012 | 15,98 | - |
| Ослабление посадки или выпадение заглушек | Молоток | - | Не допускается | |
Таблица 1.2 – Химический состав стали 40Х, % (ГОСТ 1050-88)
| C | Si | Mn | Cr | Ni | Cu | S и P |
| Не более | ||||||
| 0,36…0,44 | 0,17…0,37 | 0,50…0,80 | 0,80…1,10 | 0,30 | 0,30 | 0,035 |
Таблица 1.3 – Механические свойства стали 40Х
| σт, МПа | σв, МПа | δ5,% | ψ,% | KCU, дж/см2 | HB (не более) | |
| не более | горячекатаной | отожжёной | ||||
| 780 | 980 | 10 | 45 | 59 | - | - |
2. Выбор способов устранения дефектов детали
При выборе рациональных способов устранения дефектов детали используем приложения к методическим указаниям для выполнения курсовой работы. Целесообразные способы восстановления устанавливают на основе конструктивно-технологических характеристик детали.
К ним относят вид основного материала детали, вид восстанавливаемой поверхности, материал покрытия, предельно (минимально) допустимый диаметр восстанавливаемой поверхности (наружный), минимально допустимый диаметр восстанавливаемой поверхности (внутренний), минимальная толщина (глубина) наращивания (упрочнения), максимальная толщина (глубина) наращивания (упрочнения), сопряжения или посадки восстанавливаемой поверхности, вид нагрузки на восстанавливаемую поверхность. С учетом номенклатуры деталей-представителей, рекомендуемых для восстановления тем или иным способом выбираем ряд альтернативных способов восстановления ремонтируемой детали.
Выбранные способы оцениваем по показателям физико-механических свойств деталей: коэффициент износостойкости, коэффициент выносливости, коэффициент сцепляемости, коэффициент долговечности, микротвердость. Окончательный выбор способов восстановления производим исходя из технико-экономических показателей каждого способа: удельный расход материала, удельная трудоемкость наращивания, удельная трудоемкость подготовительно-заключительной обработки, удельная суммарная трудоемкость, коэффициент производительности процесса, удельная стоимость восстановления, показатель технико-экономической оценки, удельная энергоемкость [1].
С учетом недостатков способов восстановления выбираем экономически целесообразные, обеспечивающие необходимый уровень качества.
Таблица 2.1 – Технико-экономические показатели альтернативных способов восстановления оси коромысел
| Наименование параметров | Размерность | НРГ | НРАД | НВДПП | ГВПЖ |
| Удельная трудоёмкость | Чел.-ч./м2 | 37 | 29,4 | 30,6 | 14,8-16,8 |
| Коэффициент производительности процесса | - | 0,83-1,04 | 1,04-1,31 | 0,97-1,04 | 2,0-2,25 |
| Удельная себестоимость | руб./м2 | 74,6-80,4 | 58,9-63,5 | 66,5-68 | 29,7-34,8 |
| Показатель технико-экономической оценки | руб./м2 | 152-164 | 123-132 | 33,8-41 | 27,0-31,5 |
| Удельная энергоёмкость | кВт*ч/м2 | 80 | 520 | 234 | - |
НРГ – ручная электродуговая наплавка;
НРАД – ручная аргонодуговая наплавка;
НВДПП – вибродуговая наплавка порошковой проволокой;
ГВПЖ – гальваническое покрытие железом.
Для восстановления изношенных поверхностей оси коромысел применяем способ гальванического покрытия железом (осталивание).
Осталиванием называется процесс получения твёрдых износостойких железных покрытий из горячих хлористых электролитов. Процесс осталивания был разработан проф. М. П. Мелковым и применяется в авторемонтном производстве главным образом в целях компенсации износа деталей. По сравнению с процессом хромирования он имеет следующие преимущества: высокий выход металла по току, достигающий 85-90% (в 5-6 раз выше, чем при хромировании); большую скорость нанесения покрытия, которая при ведении процесса в станционарном электролите достигает 0,3-0,5 мм/ч (в 10-15 раз выше, чем при хромировании); высокую износостойкость покрытия (не ниже чем у стали 45 закаленной); возможность получения покрытий с твёрдостью 2000-6500 МПа толщиной в 1-1,5 мм и более; применение простого и дешёвого электролита. Эти достоинства осталивания объясняют его широкое применение в практике ремонта автомобилей.
Удельные трудоёмкость и себестоимость минимальны в сравнении с другими способами, одновременно с этим коэффициент производительности процесса выгодно выше. Кроме того, обеспечивается достаточный уровень физико-механических свойств восстановленной поверхности.
3. Программа выпуска ремонтируемых изделий
Годовой объем выпуска деталей определяют по формуле:
nдет.=Nизд.∙q∙Кр, (3.1)
где nдет. – годовая программа восстанавливаемых деталей, шт.;
Nизд. – годовой объем выпуска агрегата (сборочной единицы), шт.;
q – количество деталей данного наименования в агрегате (сборочной
единице), шт.;
Кр – коэффициент ремонта детали, показывающий, какая часть деталей требует ремонта (Кр=0,8);
nдет.=2500*4*8=8000 шт.
Исходя из годовой программы выпуска агрегатов, определяют квартальное, месячное и суточное задания. Тип производства устанавливают ориентировочно, исходя из массы деталей и программы выпуска агрегата (сборочной единицы).
Общепринятой методики определения величины месячной производственной программы по восстановлению деталей пока не существует, но, пользуясь практикой работы авторемонтных заводов, можно рекомендовать соотношение:
nмес.= 0,083*nдет.; (3.2)
nмес.= 0,083*8000=664 шт.
Т.к. масса детали менее 1 кг, а годовой объем выпуска деталей 8000 шт., то тип производства – среднесерийное.
Тип производства определяет форму его организации, принципиальные решения при проектировании технологических процессов, используемые средства технологического оснащения и др.
4. Маршрутный технологический процесс ремонта детали
Технологический процесс ремонта детали разрабатывают исходя из необходимости устранения всех дефектов детали, либо их части, если деталь сложная, а число устраняемых дефектов велико.
В начале технологического процесса выполняем подготовительные операции: очистку, обезжиривание, правку и восстановление базовых поверхностей. Затем производим наращивание изношенных поверхностей. При этом, в первую очередь, выполняют операции связанные с нагревом детали до высокой температуры. При необходимости детали подвергают вторичной правке. После наращивания выполняем операции механической обработки ремонтируемой детали.
Контрольные операции выполняем в конце технологического процесса ремонта детали и после выполнения наиболее ответственных операций.
Выбор технологического оборудования во многом зависит от типа производства. Так как у нас среднесерийное производство, то применяем универсальные станки.
На практике применяют следующие варианты типового технологического процесса осталивания [2]:
Первый вариант состоит из операций:
1. Слесарная. Зачистка заусениц на деталях и монтаж защитных колпачков на резьбовые поверхности.
2. Обезжиривание. Детали обезжириваются в колокольной ванне с 5-10%-ным раствором серной кислоты и кварцевым песком (т=20 мин). Допускается проведение операции в смеси серной (2 части) и соляной (1 часть) кислот.
3. Моечная. Промывка деталей в холодной воде.
4. Монтажная. 1-й переход - изоляция мест, не подлежащих осталиванию. 2-й переход -монтаж деталей в подвески.
5. Обезжиривание. 1-й переход- обезжиривание поверхностей деталей венской известью или карбидным илом. 2-й переход — промывка деталей с подвесками в холодной воде.
6. Анодная подготовка. Травление деталей по одной подвеске на аноде в 30% - ном растворе серной кислоты.
7. Моечная. 1-й переход - промывка подвески с деталями в холодной воде. 2-й переход - промывка подвески с деталями в горячей воде (55-75°С).
8. Осталивание. 1-й переход - выдержать подвеску с деталями в ванне без тока (10—15 сек). 2-й переход - разогнать ванну до рабочей плотности тока (3-5 мин).
3-й переход - рабочий режим.
9. Моечная. Промывка деталей с подвесками в холодной воде.
10. Слесарная. 1-й переход - демонтаж деталей с подвесок. 2-й переход - снятие защитной изоляции с поверхностей деталей.
11. Сушильная. Сушка деталей в сушильном шкафу (t = 120°С, т =10 мин.), допускается осушение деталей сухими опилками, или обдувка сжатым воздухом.
Второй вариант состоит из таких операций:
1. Моечная. Промывка деталей в моечной ванне.
2. Предварительная обработка. 1-й переход - правка центровых отверстий. 2-й переход - механическая обработка восстанавливаемых поверхностей "на верность" с целью получения исходной геометрии.
3. Слесарная. Зачистка заусенцев и восстанавливаемых поверхностей у деталей.
4. Монтажная. 1-й переход - изоляция мест, не подлежащих осталиванию. 2-й переход - монтаж деталей в подвески.
5. Обезжиривание. 1-й переход - обезжиривание поверхностей деталей венской известью или карбидным илом. 2-й переход - промывка деталей с подвесками в холодной воде.
6. Анодная подготовка. Травление деталей по одной подвеске на аноде в 30%-ном растворе серной кислоты.
7. Моечная. 1-й переход - промывка деталей по одной подвеске в холодной воде. 2-й переход - промывка деталей по одной подвеске в горячей воде.
8. Осталивание. 1-й переход - выдержать подвеску с деталями в ванне без тока (10—15 сек). 2-й переход – разогнать ванну до рабочей плотности тока (3—5 мин). 3-й переход - рабочий режим.
9. Моечная. Промывка деталей с подвесками в холодной воде.
10. Слесарная. 1-й переход - демонтаж деталей с подвесок. 2-й переход - снятие защитной изоляции с поверхностей деталей.
11. Сушильная. Сушка деталей в сушильном шкафу
(t=120°С, т=10 мин), допускается осушение деталей сухими опилками.
Третий вариант состоит из операций:
1. Моечная. 1-й переход - промывка деталей в моечной машине. 2-й переход выпаривание и очистка смазочных каналов и глубоких сверлений.
2. Дефектоскопия. Частичная или полная электромагнитная дефектоскопия деталей.
3. Предварительная обработка. Механическая обработка восстанавливаемых поверхностей "на верность" с целью получения исходной геометрии.
4. Слесарная. Зачистка заусенцев и восстанавливаемых поверхностей у деталей.
5. Монтажная 1-й переход-изоляция мест, не подлежащих осталиванию, глушение смазочных каналов. 2-й переход - монтаж токонесущих крючков.
6. Обезжиривание. 1-й переход-обезжиривание поверхностей деталей венской известью или карбидным илом. 2-й переход - промывка деталей в холодной воде.
7. Травление. Травление по одной детали или одной подвески с деталями в ванне осталивания. (Да=60-80 а/дм2, t =75°С, т = 2 мин).
8. Моечная. Промывка деталей в холодной воде.
9. Анодная подготовка. Травление деталей на аноде в 40%-ном растворе серной кислоты.
10. Моечная. 1-й переход - промывка деталей в холодной воде. 2-й переход промывка деталей в горячен воде.
11. Осталивание 1-й переход -выдержать деталь или подвеску с деталями в ванне без тока (10-15 сек). 2-й переход - разогнать ванну до рабочей плотности тока (3-5 мин.). 3-й переход - рабочий режим.
12. Моечная. Промывка деталей в холодной воде.
13. Слесарная 1-й переход -демонтаж деталей от токонесущих крючков. 2-й переход - снятие защитной изоляции с поверхностей детали.
14. Сушильная. Обдувка деталей сухим воздухом.
Таблица 4.1 – Технологический маршрут восстановления оси коромысел
| Номер операции | Наименование и содержание операции | Оборудование |
| 05 | Очистка детали от грязи и масла | Моечная машина |
| 10 | Предварительная обработка. Бесцентровое шлифование "на верность" | Бесцентровый шлифовальный станок |
| 15 | Монтажная. Изоляция мест, не подлежащих осталиванию. Монтаж в подвески | Подвески для осталивания |
| 20 | Обезжиривание. Промывка в холодной воде | |
| 25 | Травление. Промывка в холодной воде | Выпрямитель, ванна для осталивания |
| 30 | Гальваническая. Осталивание | Выпрямитель, ванна для осталивания |
| 35 | Моечная. Промывка в холодной воде | |
| 40 | Слесарная. Демонтаж с подвесок | |
| 45 | Сушильная. Обдув сухим воздухом | |
| 50 | Шлифование. Бесцентровое шлифование поверхности оси коромысел | Бесцентровый шлифовальный станок |
| 55 | Контрольная | Калибр |
Очистку и мойку деталей перед обработкой проводим в моечных машинах общего назначения, при этом с детали удаляются различные загрязнения, жировые и окисные пленки.
5. Технологические операции ремонта детали
Структура операций и последовательность выполнения переходов тесно связаны с выбором средств технологического оснащения. К средствам технологического оснащения относят технологическое оборудование, технологическую оснастку, а также средства механизации и автоматизации производственных процессов.
Выбор технологического оборудования зависит от конструктивных особенностей, размеров и точности ремонтируемых деталей, технологических возможностей оборудования и экономической целесообразности его применения.
При выборе приспособлений руководствуемся стандартами на приспособления и их детали, альбомами типовых конструкций приспособлений и справочниками. При выборе типа и конструкции режущего инструмента учитываем метод обработки, тип станка, размеры, конфигурацию, материал обрабатываемой детали, качественные характеристики детали. Особое значение уделяем выбору материала режущей части инструмента. Параллельно с выбором режущего инструмента выбираем вспомогательный инструмент. При выборе режущего и вспомогательного инструмента отдаем предпочтение стандартным инструментам.
Методы и средства контроля в процессе ремонта выбираем на стадии анализа и разработки технических требований к ремонтируемой детали.
Для наглядности выбранное оборудование, инструмент, материалы и оснастку представляем в виде ведомости.
Таблица 5.1 – Сводная ведомость оборудования
| Номер операции | Наименование | Наименование и модель | Мощность, кВт |
| 1 | 2 | 3 | 4 |
| 005 | Бесцентровошлифовальная (предварительная обработка "на верность") | Бесцентровый шлифовальный станок 3180 | 12 |
| 010 | Гальваническая | Преобразователь тока АНД500/250., ванна для осталивания | 4 |
| 015 | Бесцентровошлифовальная | Бесцентровый шлифовальный станок 3180 | 12 |
Таблица 5.2 – Сводная ведомость приспособлений и вспомогательного инструмента
| Номер | Наименование | Наименование | Обозначение, номер стандарта |
| 1 | 2 | 3 | 4 |
| Операции | Приспособления и вспомогательный инструмент | ||
| 005 | Гальваническая | Приспособление | Специальная |
| 010 | Бесцентрово-шлифовальная | Приспособление | 70-7831-3558 ГОСТ 357912-79 |
Таблица 5.3 – Сводная ведомость материалов
| Номер | Наименование | Наименование | Стандарт |
| 1 | 2 | 3 | 4 |
| Операция | Материал | ||
| 005 | Обезжиривание | Ацетон | |
| 010 | Гальваническая | Электролит №1 | |
| 015 | Бесцентрово-шлифовальная | СОЖ, УКРИНОЛ-1 | 2-390 ТУ 39-101-19Э-76 |
Таблица 5.4 – Сводная ведомость режущего и слесарного инструмента
| Номер | Наименование | Наименование | Материал режущей части | Обозначение и номер стандарта |
| 1 | 2 | 3 | 4 | 5 |
| Операции | Инструмент | |||
| 010 | Бесцентрово-шлифовальная | Шлифовальный круг | 24А25СМ2К | ГОСТ 2424-83 |
| 015 | Контрольная | Калибр | ГОСТ 16085-80 | |
Припуск на обработку поверхностей ремонтируемых деталей может быть назначен по справочным таблицам или рассчитан расчетно-аналитическим методом. Расчетной величиной является минимальный припуск на обработку, достаточный для устранения на выполняемом переходе погрешностей или дефектов поверхностного слоя, полученных на предшествующем переходе или операции, и компенсации погрешностей, возникающих на выполняемом переходе.
В настоящее время отсутствует достаточный объем статистических данных, необходимых для расчета припусков в случае восстановления деталей различными методами, поэтому соответствующие припуски назначаем, используя табличные данные.
6. Выбор технологических баз
Выбор технологических баз в значительной степени определяет точность получения линейных и угловых размеров детали в процессе ремонта. При выборе технологических баз руководствуются следующими положениями:
- в качестве технологических баз при ремонте рекомендуют принимать поверхности (оси), служившие технологическими базами при изготовлении детали и не воспринимающие значительные воздействия в процессе эксплуатации;
- при прочих равных условиях меньшие погрешности имеют место, когда используют на всех операциях одни и те же базы, т.е. когда соблюдается принцип единства баз;
- желательно совмещать технологические базы с конструкторскими базами проектируемой детали, т.е. использовать принцип совмещения баз;
- поверхности, используемые в качестве технологических баз на операциях окончательной обработки должны отличаться наибольшей точностью;
- при отсутствии у ремонтируемой детали надежных технологических баз можно создавать искусственные технологические базы, включив в технологический процесс дополнительные операции, на которых эти базы обрабатывают.
Выбор технологических баз при ремонте детали сопровождают расчетом погрешностей базирования εб (погрешностей несовмещения баз), что является основой для обоснования выбранной схемы установки детали.
Схема установки считается приемлимой, если производственная погрешность εу, равная сумме погрешности базирования εб и погрешности технологической системы εтс, не превышает допуска Т на размер, выдерживаемый на выполняемом технологическом переходе или операции, т.е. εу= εб+ εтс
При выполнении последнего технологического перехода обработки поверхностей, являющихся границами какого-либо размера, производственная погрешность εу не должна превышать величины допуска Т, указанного на ремонтном чертеже.
За базовую поверхность принимается саму обрабатываемую поверхность оси коромысел.
7. Расчет режимов обработки
Методику назначения и расчета режимов резания применяют в индивидуальном, мелкосерийном и серийном производстве. Режимы резания выбирают в следующем порядке.
Изучив рабочий чертёж детали и конкретный обрабатываемый элемент заготовки, определяют длину рабочего хода инструмента. Выбирают режущий инструмент и его стойкость, учитывая при этом свойства обрабатываемого материала, точность обработки, жесткость системы СПИД, величину припуска и т.п.
Руководствуясь справочной литературой, находят глубину резания t мм. Нужно стремиться к тому, чтобы глубина резания равнялась припуску на обработку, т.е.:
t=z.
Если по технологическим причинам (точность обработки, шероховатость поверхности и т.д.) такого соотношения добиться не удаётся, то при первом проходе глубина резания должна быть t1=(0,8…0,9)z, при втором проходе t2=(0,2…0,1)z.
Затем выбирают подачу s мм. Чтобы получить максимальную производительность, стремятся использовать наибольшую подачу станка, учитывая при этом заданную точность и шероховатость поверхности после обработки, жесткость системы СПИД и материал режущего инструмента.
Зная t и s для конкретной операции, определённого инструмента, материала обрабатываемой детали и условий обработки, выбирают или рассчитывают скорость резания v. Если инструмент затачивают алмазными кругами, то полученную расчетную скорость резания нужно умножить на поправочный коэффициент. Имея скорость резания, определяют расчетную частоту вращения шпинделя станка либо число двойных ходов стола и резца. Сверяя полученное значение nД с паспортными данными станка устанавливают фактическую частоту вращения шпинделя nФ максимально приближенную к расчетной. Определив силу резания РР по справочным данным, подсчитывают эффективную мощность резания NЭ. Значение NЭ должно быть меньшим либо равным мощности электродвигателя станка, т.е. NЭ< NДВ. В этом случае обработка детали возможна.
7.1 Расчёт величины припуска покрытий под механическую обработкуНеобходимость механической обработки обусловливается тем, что топология, размеры и формы восстанавливаемых поверхностей деталей только приближены к необходимым размерам и технологическим условиям на их восстановление.
К настоящему времени в условиях практики сложились четыре схемы базирования и механической обработки деталей, в зависимости от группы их восстановления. По этим основным технологическим схемам обработки ведутся дальнейшие расчеты величин припусков у покрытий под механическую
обработку.
Припуском под механическую обработку следует называть слой металла, который удаляется с поверхности покрытий в процессе получения необходимых параметров детали. Припуск должен: а) компенсировать погрешности, полученные в результате наращивания изношенной поверхности детали железом; б) компенсировать погрешности, получаемые в результате выполнения рассматриваемых операций.
Устанавливать величину припуска следует для каждой операции в отдельности с учетом всех предъявляемых требований к восстанавливаемой поверхности.
Погрешности, возникающие при механической обработке поверхностей, носят сложный характер взаимодействия и зависят от многих причин. Погрешности от неточностей износа и упругих деформаций оборудования, инструмента, приспособлений, а также получаемые искажения формы должны учитываться операционным допуском. Операционный допуск по своей величине должен соответствовать суммарной погрешности от указанных причин.
Погрешности, полученные при выполнении предыдущей операции, шероховатость поверхности, глубина дефектного слоя, остаточные напряжения, допуск отклонения размера "допуск в металл" и погрешности, полученные на данной операции, неточность базирования, от усилий зажатия должны быть компенсированы величиной припуска.
Общая толщина покрытия электролитического железа, наращиваемого на изношенные поверхности деталей, определяется:
h = ΔhКФ+ΔhКИ+Δ, (7.1)
где ΔhКФ – слой покрытия, компенсирующий нарушение геометрической формы. Определяется величиной металла, снятого с восстанавливаемой поверхности детали, при предварительной механической обработке "на верность", для оси коромысел не превышает 0,15 мм;
ΔhКИ – слой покрытия, компенсирующий износ восстанавливаемой поверхности детали;
Δ – припуск на механическую обработку.
При бесцентровом шлифовании с продольной или радиальной подачами величина припуска на механическую обработку [1]:
2Δ=0,072+0,9δ, (7.2)
где δ – допуск на размер, равен 0,012.
2Δ=0,072+0,9*0,012=0,0828 мм, (на одну сторону – 0,0414 мм).
Износ детали равен: (16-15.94)*1.25=0.075 мм, (на одну сторону – 0,0375 мм).
Слой наращиваемого металла составит:
h=0.075+0.0375+0.0414=0.154 мм.
7.2 Предварительное шлифование "на верность"Принимаем поперечную подачу (глубина шлифования) h = 0,02/0,01 мм/об (черновое/чистовое шлифование) и окружную скорость детали соответственно V=20/2 м/мин [3].
Число проходов:
![]() , (7.3)
, (7.3)
где t – припуск (для шлифования "на верность" – слой ΔhКФ на сторону) на шлифование.
 ;
;
 .
.
Состав нормы времени в мин.:
![]() ; (7.4)
; (7.4)
где То - основное время, мин;
Тв – вспомогательное время на установку и снятие деталей со станка, пуск и остановку станка, подвод и отвод режущего инструмента, измерения и т.п., мин;
Тдоп – дополнительное время, мин;
Тпз – подготовительно-заключительное время, мин;
n – количество деталей в партии, шт..
Основное время при поперечном шлифовании, мин:
 , (7.5)
, (7.5)
где Sпоп – поперечная подача на один оборот детали (S=0,02/0,01 мм/об);
t – припуск на шлифование (на сторону), мм.
 мин;
мин;  мин.
мин.
Вспомогательное время при шлифовании 0,21 мин.
Дополнительное время при шлифовании можно принять 7% от То.
Подготовительно-заключительное время рекомендуется принимать 14…18 мин.
![]() =0,1875+0,21+0,013+18/54=0,74, мин,
=0,1875+0,21+0,013+18/54=0,74, мин,
![]() =3,75+0,21+0,26+18/54=4,55, мин.
=3,75+0,21+0,26+18/54=4,55, мин.
Оборудование:
Ванна 70-7880-1091.
Преобразователь тока АНД500/250.
Электролит: двухлористое железо – 500г/л, соляная кислота – 1,5г/л.
Для восстановления деталей машин, кроме гальванической установки, необходимы подвесные приспособления (технологическая оснастка). К подвесным приспособлениям предъявляются следующие требования:
а) обеспечение контакта с малым переходным сопротивлением,
б) получение равномерных по толщине покрытий,
в) безопасность и удобство в работе,
г) надежное крепление деталей и транспортабельность при технологических перемещениях,
д) возможность полной загрузки ванн по рабочему объему
е) унифицированность в пределах групп.
От конструкции подвесных приспособлений зависит производительность труда, качество получаемых покрытий и коэффициент загрузки гальванического оборудования.
На рис. 7.1 приведены схема подвески. Для 1 группы (куда входит ось коромысел) деталей применяются групповые переналаживаемые приспособления, вмещающие, в зависимости от размеров, по 4—12 деталей на одной подвеске. Подвески собираются из унифицированных деталей, и за счет паза в основании (дет. 5) легко регулируются на "любой размер. Повышенные требования предъявляются только к прижимам (дет. 2), которые должны быть жесткими и упругими. Поэтому прижимы изготавливаются из Ст. 65Г с последующей термообработкой. При изготовлении прижимов из Ст. 45 без термической обработки (по опыту завода АРЕМЗ, г. Москва) они быстро в процессе эксплуатации теряют исходную жесткость, и наблюдается частое выпадение деталей из подвесок при технологических перемещениях. Изоляция подвесок, за исключением контактных пяток, производится полихлорвиниловой пленкой в два слоя. Для лучшего прилегания к поверхности подвесного приспособления пленку перед обмоткой подогревают в воде при 40-60°С. Срок службы этих подвесок до ремонта равен 3-4 месяцам беспрерывной работы.
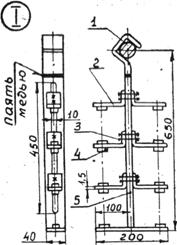
1. Крючок (медь)
2. Прижим (Ст. 65)
3. Болт и гайка (М8)
4. Пятка (Ст. 3)
5. Основание
Рисунок 7.1 – Подвеска для групповой гальванической оснастки
Ванны для I группы восстанавливаемых деталей имеют общий объем не более 1500 л. Электролит, находясь в ванне указанного объема, качественно и быстро прогревается. Под качеством прогрева электролита подразумевается постоянное значение температуры по всему объему.
При объемах ванн свыше 1500 л начинают наблюдаться слои электролита с различным перепадом температур. С увеличением объемов ванн неравномерность температурных полей растет.
Завешивание подвесных приспособлений с восстанавливаемыми деталями лучше двухрядное, в шахматном порядке, по длине ванны. Аноды располагаются по боковым поверхностям, вдоль ванны. Количество ярусов восстанавливаемых деталей на одном подвесном приспособлении колеблется от двух до шести и зависит от длины монтируемых деталей.
Исходя из планировки расположения деталей 1 группы в ванне осталивания и прогрева электролита, целесообразно иметь ванну габаритом 700*2000*800. Ширину ванны вверху следует задать на 30 см больше для лучшей ее промывки при технологических осмотрах. При таких габаритах в ванну входит 9 подвесок в шахматном порядке с шагом 200 мм, т.е. один завес вмещает 54 детали (на одной подвеске 6 деталей).
Для уменьшения испаряемости воды зеркало ванны закрывается полиэтиленовой крошкой из расчета толщины защитного слоя 0,7—1,0 см. Перед употреблением крошка вываривается в подкисленной воде (10% НСl) при температуре кипения воды t = 30 мин. Операцию выварки производят с целью предупреждения занесения в электролит органических примесей. При потемнении защитного слоя до ярко-коричневого. Цвета его снимают с поверхности ванны и вываривают до просветления аналогичным образом [4].
Рассчитываем норму времени (на осталивание) по формуле:
 , (7.6)
, (7.6)
где То – основное время осталивания;
Т1 – время на загрузку и выгрузку деталей (0,2 ч);
КПЗ – коэффициент, учитывающий дополнительное и подготовительно-заключительное время;
nд – число деталей, одновременно наращиваемых в ванне (54 шт.);
ηИ – коэффициент использования ванны (0,95).
Основное время нахождения деталей в ваннах (время наращивания металла) определяется по зависимости:
 , (7.7)
, (7.7)
где h – толщина наращивания, мм, (h = 0,154);
γ – плотность осаждённого металла, г/см3, (γ = 7,8);
РК – плотность тока, А/дм2, (РК = 40);
с – электрохимический эквивалент, г/А*ч, (с = 1,042);
η – выход металла по току, (0,95).
 , мин;
, мин;
 , ч.
, ч.
Принимаем поперечную подачу (глубина шлифования) h = 0,02/0,01 мм/об (черновое/чистовое шлифование) и окружную скорость детали соответственно V=20/2 м/мин.
Число проходов:
 ;
;
 .
.
 мин;
мин;  мин;
мин;
![]() =0,10+0,21+0,007+18/54=0,65, мин;
=0,10+0,21+0,007+18/54=0,65, мин;
![]() =2,07+0,21+0,15+18/54=2,76, мин.
=2,07+0,21+0,15+18/54=2,76, мин.
8. Технологическая документация
К технологической документации относятся технологические карты, чертежи приспособлений, специального инструмента. Наиболее важным документом считается технологическая карта. Существуют три степени детализации описания технологических процессов: маршрутное, операционное и маршрутно-операционное. Соответственно применяют маршрутные и операционные технологические карты. В маршрутной карте делают описание всех технологических операций в последовательности их выполнения.
Операционная карта для механической обработки детали содержит данные об обрабатываемой детали, заготовке, номере и наименовании операций и переходов, применяемом оборудовании, приспособлениях, инструменте, режимах резанья, машинном и штучном времени, разряде работ. При операционном описании технологического процесса составляют полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов, и на каждую операцию разрабатывают технологическую карту и маршрутную карту. При маршрутно-операционном описании сокращенно указывают технологические операции в маршрутной карте в последовательности их выполнения с полным описанием отдельных, более важных операций в операционных картах.
Документы на технологические процессы ремонта изделий выполнены с учетом требований рекомендаций Р 50-60-88 "ЕСТД. Правила оформления документов на технологические процессы ремонта".
Заключение
В настоящее время в условиях авторемонтного производства все большее количество изношенных деталей восстанавливается осталиванием.
Видимые простота и доступность технологического процесса осталивания для рабочего персонала невысокой квалификации способствуют появлению большого количества различных рекомендаций, порой противоречивых, а часто необоснованных.
Прежде всего, следует помнить, что электролитическое железо не является по своим физико-механическим свойствам аналогом среднеуглеродистой закаленной стали, а представляет собой специфичный материал с характерными и присущими только ему свойствами.
При восстановлении изношенных поверхностей деталей не следует стремиться к получению высокой твердости покрытий электролитического железа, т. к. величина твердости покрытий электролитического железа не находится в прямой зависимости с их долговечностью. Повышению долговечности покрытий электролитического железа способствует только оптимальная величина их твердости, которая зависит от марки сопряженного материала и параметров электролиза.
В силу особенностей физико-механических свойств, присущих электролитическому железу, оптимальная чистота восстановленных поверхностей не совпадает с чистотой, заданной рабочими чертежами на изготовление этих деталей.
Температура простых хлористых электролитов осталивания не должна быть при восстановлении деталей ниже 70° С. В случае снижения температуры электролита за указанные пределы покрытия электролитического железа получаются не ровными, не плотными, с пропусками и раковинами.
Список литературы
1. Шишканов Е. А., Баранов Н. Ф. Разработка технологического процесса восстановления деталей машин: Методические указания для студентов инженерного факультета. – Киров: Вятская ГСХА, 2005 – 67с.
2. А. Н. Швецов Основы восстановления деталей осталиванием. – Омск.: Западно-Сибирское книжное издательство, 1973. – 144с.
3. Воловик Е. Л. Справочник по восстановлению деталей / Е. Л. Воловик. – М.: Колос, 1981. – 381с.
4. Капитальный ремонт автомобилей: Справочник / Л. В. Дехтеринский, Р. Е. Есенберлин, В. П. Апсин и др. / Под ред. Р. Е. Есенберлина. – М.: Транспорт, 1989. – 335с.
5. Надежность и ремонт машин / В. В. Курчаткин, Н. Ф. Тельнов, К. А. Ачкасов и др.; Под ред. В. В. Курчаткина. – М.: Колос, 2000. – 776с.
Приложение А
Техническая характеристика бесцентрово-шлифовального станка 3180
1. Наименьший и наибольший диаметр шлифования, мм - 5-75.
2. Диаметр шлифовального круга, мм:
3. Наибольшая ширина круга, мм – 150.
4. Число оборотов шлифовального круга, об/мин – 1200.
5. Наибольшее перемещение бабки ведущего круга, мм: а) без салазок – 80; б) с салазками – 100.
6. Наибольший угол поворота головки шпинделя ведущего круга, град. – 6.
7. Диаметр ведущего круга, мм: а) наименьший – 260; б) наибольший – 300.
8. Наибольшая ширина ведущего круга, мм – 150.
9. Число оборотов шпинделя ведущего круга, об/мин: а) при механическом приводе – 13; 16; 22; 29; 39; 52; 70; 94; 126; 166; 212; 294; б) при гидравлическом приводе (бесступенчатое регулирование) – 25-225.
10. Мощность электродвигателя, кВт – 12.
11. Габаритные размеры, мм – 2265*1650*1620.
12. Масса станка, кг – 3250.
0 комментариев