Навигация
Роботи при ТО електрообладнання
50770
знаков
7
таблиц
2
изображения
3. Роботи при ТО електрообладнання
Технічне обслуговування електрозварювального обладнання
Технічне обслуговування зварювального обладнання виковують безпосередньо на місці його встановлення. При цьому зварювальні трансформатори очищають від бруду; перевіряють надійність контактних з'єднань заземлення корпуса, електричних кіл первинної та вторинної обмоток, проводів живлення і зварювальних кабелів, при необхідності зачищають або підтягують гвинтові контактні з'єднання; стан механізму регулювання зварювального струму та фільтра захисту від радіоперешкод, усувають несправності і змащують вузли; перевіряють стабільність дуги при зварюванні, виявляють посторонні шуми при роботі обладнання.
У зварювальних генераторів і перетворювачів очищають від бруду корпус, продувають внутрішні вузли стиснутим повітрям, перевіряють і підтягують гвинтові з'єднання, перевіряють стан з'єднання генератора з приводом, замінюють спрацьовані гумові втулки в муфтах з'єднання, підтягують гвинтові з'єднання муфт. Перевіряють також надійність контактних з'єднань заземлення корпуса, дошки затискачів, проводи живлення, при необхідності зачищають і підтягують гвинтові контактні з'єднання, оглядають та усувають пошкоджену ізоляцію проводів. Очищають щітковий механізм, перевіряють стан щіток і при необхідності їх замінюють; перевіряють положення траверси (збігання заводських міток на траверсі і корпусі), оглядають колектор генератора, і очищають його, перевіряють наявність мастила в підшипниках, роботу зварювального генератора або перетворювача на холостому ходу, стабільність зварної дуги при повному навантаженні, іскріння щіток та опір ізоляції.
При технічному обслуговуванні зварювальних трансформаторів можуть бути виявлені такі несправності.
Гудіння трансформатора; яке посилюється внаслідок розпресування магнітопроводу. Для усунення несправності підтягують з'єднувальні гвинти, стяжні шпильки магнітопроводу, рівномірно натягують пружини, підтягують кріплення конструктивних вузлів і деталей.
Надмірне нагрівання магнітопроводу виникає через збільшення втрат у сталі осердя на вихрові струми при пошкодженні ізоляції між листами електротехнічної сталі осердя. Для відновлення ізоляції магнітопровід ремонтують. Порушення теплового режиму осердя може бути спричинене пошкодженням ізоляції стяжних шпильок, яку відновлюють при поточному ремонті.
Температура частин обмоток підвищується в результаті між виткових замикань при пошкодженні ізоляції. При цьому збільшується сила струму холостого ходу трансформатора.
Надмірне нагрівання контактних з'єднань виникає внаслідок збільшення перехідного опору контактних з'єднань. їх необхідно розібрати, зачистити окислені і підгорілі поверхні. У перемикачів після зачищення контактів перевіряють силу контактного натиску, яка повинна бути не менше 5 Н.
Зварювальні генератори І перетворювачі порівняно з трансформаторами мають складнішу конструкцію. З наявністю в них щітково-колекторного вузла зв'язані і деякі несправності.
Відсутність напруги на затискачах генератора може бути" внаслідок відсутності магнітного потоку, який створюють обмотки збудження. Перевіряють опір обмотки збудження постійному струму за допомогою тестера. При наявності обривів генератор відправляють в капітальний ремонт. Якщо дефектів в обмотці немає, то причиною відсутності напруги на затискачах може бути забруднення колектора.
Зміна напруги більше як на ±5% при зміні навантаженні при незмінному положенні регулятора cтpуму є наслідком впливу реакції якоря на напругу генератора. Для її компенсації траверсу щіткотримача встановлюють згідно з заводськими мітками. Якщо при цьому напругу стабілізувати не вдалося, то траверсу-зміщують у напрямку обертання якоря при підвищеній напрузі генератора, а при зменшенні напруги генератора — проти обертання якоря.
Перегрівання генератора виникає в результаті перевантаження та збільшення втрат в обмотках при забрудненні колектора чи його надмірному іскрінні. Перевантаження визначають при вимірюванні сили струму генератора.
Іскріння щіток-з утворенням нагару на колекторі відбувається при погано пришліфованих щітках, порушенні їх кріплення в щіткотримачі, перекосах, забрудненні колектора, зменшенні сили натиску на щітки. При цьому перевіряють, чи вільно переміщаються щітки в обоймі. Щітки повинні бути добре притертими до колектора. Пришліфовують їх дрібною наждачною шкуркою, затиснутою між щіткою і колектором.
Якщо Іскріння щіток супроводжується утворенням нагару в окремих частинах колектора, то має місце овальність колектора, яка виникає при його нерівномірному спрацюванні. Її усувають проточуванням, колектора. Крім того, над поверхнею колектора можуть виступати окремі ізоляційні пластини. Ці дефекти усувають проточуванням, а також шліфуванням пошкоджених пластин. Місцеві нагари на колекторі утворюються внаслідок обривів, дефектів паяння в обмотці якоря, які виявляють при вимірюванні опору постійному струму між сусідніми пластинами колектора. При виявленні обривів в обмотці якоря, його відправляють в капітальний ремонт.
Нагрівання якоря при підвищеному іскрінні на колекторі може бути наслідком збільшення сили струму якоря, наприклад, при коротких замиканнях в обмотці якоря, яке виявляють -омметром. У цьому випадку обмотку якоря перемотують.
Технічне обслуговування електродвигунів
Технічне обслуговування електродвигунів виконують безпосередньо на місці їх встановлення без демонтажу. Це профілактичний захід, який забезпечує роботоздатність електрообладнання і попереджує виникнення несправностей, його проводять,, як правило, працівники енергетичних служб господарств.
Електродвигуни очищають від пилу і бруду сухим обтиральним матеріалом або стиснутим повітрям. Осідання пилу на поверхні електродвигунів призводить до погіршення охолодження, перегрівання обмоток під час роботи і передчасного виходу його з ладу.
Перевірка кріплення електродвигуна та заземлення. Перевіряють кріплення електродвигуна до фундаменту, робочої машини, шківа або зірочки на валу. Ослаблені гвинти та гайки підтягують. Ключами перевіряють міцність кріплення заземлюючої шини до корпуса електродвигуна. Якщо в місцях з'єднання заземлення є сліди іржі, то його розбирають і зачищають до металевого блиску. Потім заземлення змащують технічним вазеліном і приєднують до корпуса електродвигуна. Перевіряють стан заземлюючої шини, переконуються у відсутності тріщин у місцях зварювання. Якщо можливо, прокручують вал, щоб впевнитися, що рухомі частини не доторкуються до нерухомих.
Перевірка надійності контактних з'єднань, стану контактних кілець та щіткового механізму в електродвигунах з фазним ротором. Оглядають вивідні кінці електродвигунів. Ізоляція не повинна мати пошкоджень, гайки на вивідних затискачах повинні бути міцно затягнутими. Контакти, що окислилися або підгоріли, розбирають і зачищають до металевого блиску і повторно складають. Ізоляцію ремонтують за допомогою ізоляційної стрічки. Нагар знімають шліфувальною шкуркою або ацетоном.
Щіткові вузли електродвигунів з фазним ротором очищають від пилу та Оруду обтиральним матеріалом або стиснутим повітрям. Забруднені контактні кільця також протирають обтирним матеріалом, змоченим уайт-спіритом або бензином. Шорсткість і нерівності усувають дрібною наждачною шкуркою. Якщо кільця мають значні пошкодження у вигляді раковин, оплавлень, то двигун необхідно направити в ремонт. Щітки повинні мати блискучу поверхню на всій робочій площі і не мати тріщин. Спрацьовані або пошкоджені щітки замінюють новими. Нові щітки перед роботою притирають (підганяють форму робочої поверхні до форми контактного кільця).
Опір ізоляції вимірюють мегомметром з робочою напругою 1000 В, а у електродвигунів напругою більше 660 В — 2500 В. Він повинен бути не менше 1 МОм у холодному стані не менше 0,5 МОм у гарячому (при 60 оС). У електродвигунів напругою більше 3 кВ або потужністю більше 3 кВт вимірюють коефіцієнт абсорбції. Він повинен становити не менше 1,3. Зменшення опору Ізоляції або коефіцієнта абсорбції свідчить про зволоження ізоляції.
Визначення вібрації та температури нагрівання підшипникових щитів. При роботі електродвигуна шум повинен бути монотонним. Стуки та вібрація свідчать про несправності його механічної частини. Надмірна вібрація може бути спричинена обривами стержнів ротора (якщо вібрація збільшується із збільшенням навантаження двигуна); нерівномірністю повітряного зазору (при відключенні машини вібрація зменшується); розбалансування ротора (вібрація після відключення машини від електромережі не зменшується).
Стан підшипникових вузлів визначають прослуховуванням їх шумів за допомогою стетоскопа.
Температура підшипникових щитів також залежить від сталу підшипникових вузлів, тому при обслуговуванні електродвигунів II вимірюють електроконтактним або ртутним термометром. Максимальна температура підшипникових вузлів не повинна перевищувати температуру навколишнього середовища на 46—55 С. Температуру вимірюють після встановлення теплової рівноваги між двигуном. і навколишнім середовищем (після 1-2 год роботи) біли підшипників.
Технічне обслуговування заглибних електродвигунів виконують без їх піднімання на поверхню. При цьому вимірюють опір ізоляції відносно заземлених частин електронасосного агрегату та силу струму електродвигуна (амперметром або струмовимірювальними кліщами). Сила струму електродвигуна не повинна збільшуватися більше як на 25%, порівняно з силою струму нового двигуна.
При експлуатації двигунів найчастіше зустрічаються такі несправності.
Електродвигун не розкручується без навантаження. Це може бути внаслідок відсутності напруги на одній з фаз обмоток статора; обрив у одній із фаз обмотки статора, який можна виявити при вимірюванні опору фази обмотки постійного струму за допомогою омметра; короткого замикання в обмотці, яке виявляється при вимірюванні опору фаз обмотки постійному струму; спрацювання підшипників, що призводить до заклинювання ротора та робочої машини; закорочення положення пускового реостата або кілець (в електродвигунах з фазним ротором).
Електродвигун не розкручується під навантаженням або зупиняється при його збільшенні через неправильне з'єднання обмотки (в зірку замість трикутника); зменшення напруги мережі більше як на 7,5%; навантаження електродвигуна більше номінального; міжвиткові замикання в обмотці, які виявляються при вимірюванні струму по фазах (при нерівності струмів) або перегріванні-певної частини корпуса; обрив фази обмотки статора при з'єднанні обмотки в трикутник.
Підвищене нагрівання підшипників може бути спричинене відсутністю або надлишком мастила в підшипниках; спрацювання підшипників понад допустимі норми; розбалансуванням ротора.
Іскріння та утворення диму у повітряному зазорі виникає при чіплянні ротора за статор при сильному спрацюванні підшипників та розбалансуванні ротора.
Підвищена вібрація електродвигуна може бумі наслідком послаблення кріплення електродвигуна на фундаменті чи робочій машині; наявностіосьового тиску на підшипник; неспіввісність з валом робочої машини; спрацювання підшипникових вузлів; деформація вала двигуна.
Підвищене нагрівання обмоток може виникати в результаті несправності системи вентиляції; осідання на корпусі значної кількості пилу, який погіршує тепловіддачу; перенавантаження електродвигуна.
Опір ізоляції знижується в основному при її зволоженні, а інколи при забрудненні струмопровідними компонентами.
Підвищене гудіння під час роботи найчастіше виникає при обриві однієї фази або виткових замиканнях в обмотці електродвигуна. Виткові замикання приводять до перегрівання обмотки.
Перевищення номінального струму у заглибних електродвигунах виникає при надмірному спрацюванні підшипникових вузлів, що призводить до чіпляння ротора за статор.
Технічне обслуговування пускозахисної апаратури.
Технічне обслуговування пускозахисних коні акт них апаратів виконують на місці їх встановлення. Найкраще це робиш разом з технічним обслуговуванням електроспоживачів, якими управляють контактні апарати. Перед роботою необхідно зняти з електричних апаратів напругу.
При технічному обслуговуванні автоматичних вимикачів, магнітних пускачів, контакторів, рубильників, універсальних перемикачів, пакетних вимикачів, запобіжників згідно з системою ПЗРЕсг виконують такі операції.
Апарат очищають від пилу і бруду, оглядають, перевіряють надійність його кріплення та проводів, приєднаних до нього, у разі необхідності підтягують послаблені гвинти.
Знімають дугогасильні камери, очищають їх від нагару.
Оглядають контакти та перевіряють щільність їх прилягання, поверхню очищають від нагару ганчіркою, змоченою у розчиннику. Залишки розплавленого металу знімають надфілем.
Перевіряють стан пружин за величиною початкового та кінцевого натиску. При послабленні натиску її регулюють або замінюють новою.
Оглядають внутрішні вузли та деталі, щоб виявити сліди тривалого перегрівання струмоведучих частин апарату і визначають його причину; Найчастіше це трапляється при збільшенні перехідного опору в розбірних електричних з'єднаннях. В цьому випадку з'єднання необхідно розібрати, зачистити окислені деталі і скласти, надійно закрутивши гвинти.
Перевіряють справність сигнальної апаратури в щитах управління.
Після обслуговування на апарати подають напругу і перевіряють їх роботу при оперативному вмиканні і вимиканні.
Для скорочення обсягу робіт при технічному обслуговуванні, його необхідно поєднувати з діагностуванням.
Технічне обслуговування пускозахисних апаратів потрібно виконувати в строки:
Приміщення Періодичність, МІС
Сухі і вологі - 3
Вогкі і запилені - 2
Особливо вогкі з хімічно активним середовищем - 1
Поза приміщенням - 1
Таблиця 4 Трудомісткість технічного обслуговування і поточного ремонту пускозахисних апаратів
| Апарати | Трудомісткість на один апарат , год | |
| ТО | ПР | |
| Магнітні пускачі з номінальною силою струму, А: До 3 До 10 25 50 100 150 | 0,21 0,26 0,28 0,30 0,30 0,35 | 1,36 1,51 1,58 1,81 2,10 2,10 |
| Автоматичні вимикачі триполюсні з номінальною силою струму, А: до 50 100 200 600 | 0,25 0,30 0,35 0,35 | 1,75 2,00 2,50 2,50 |
| Контактори | 0,40 | 2,50 |
| Сигнальна апаратура | 0,05 | - |
| Кнопки управління | 0,02 | - |
| Теплові реле без перевірки настроювання: однополюсні двополюсні триполюсні | 0,18 1,10 1,40 | 0,50 1,65 1,90 |
| Універсальні перемикачі з кількістю секцій: До 4 8 | 0,20 0,30 | 0,70 0,75 |
| Пакетні вимикачі | 0,15 | - |
| Рубильники триполюсні з номінальною силою струму, А: До 100 250 400 600 | 0,20 0,24 0,31 0,36 | 0,80 0,80 1,00 1,20 |
| Запобіжники | 0,07 | 0,20 |
| Затискачі комутаційні (на 10 штук) | 0,03 | - |
Трудомісткість технічного обслуговування і поточного ремонту пускозахисних контактних апаратів наведена в таблиці.
Технічне обслуговування електронагрівних установок
У сільському господарстві для нагрівання води, обігрівання тварин, птиці, парників тощо використовують електроводонагрівники типу ВЗТ-200. ВЗТ-400, ЗПВ-2А, УИС-100, УАП-800-0,1, УАП-800/0.9-МІ, УАП-1600/0.9-М1, ВЗП-600, ЗПЗ-100/0,4, типу ЗВФ, САОС, САЗС, електрокалорифери типу СФОА, інфрачервоні випромінювачі, брудери та ін.
Роботи, які виконують при їх технічному обслуговуванні, залежать від їх призначення і конструкції.
Технічне обслуговування нагрівних установок проводять один раз у три місяці.
Роботи, які виконують при цьому, залежать від їх призначення і .конструкції. Але деякі операції однакові для всіх установок. Це видалення пилу, та бруду з зовнішніх та внутрішніх доступних частин за допомогою стиснутого повітря, сухої ганчірки чи волосяної щітки. Кіптяву, сажу та масляні плями видаляють ганчіркою, змоченою у неетильованому бензині або гасі.
Мегомметром на 500 В вимірюють опір ізоляції між корпусом нагрівної установки чи заземленими її частинами і нагрівними елементами. Він повинен бути не менше 0,5 МОм.
Омметром перевіряють цілість нагрівних елементів установки. Нагрівні елементи з перегорілими спіралями замінюють.
Підтягують ослаблені гвинти і гайки кріплення нагрівних елементів до панелі чи основи
Перевіряють надійність заземлення. Ослаблені контакти І контакти, на поверхні яких є сліди корозії, розбирають, контактні поверхні зачищають наждачним папером, змащують технічним вазеліном і складають.
Підтягують ослаблені контакти у місцях приєднання проводів живлення до нагрівних елементів. Якщо вони потемніли чи окислилися, їх розбирають, зачищають до металевого блиску і складають.
Перевіряють стан проводів живлення. Пошкоджені місця заізольовують.
Виконують технічне обслуговування пускозахисної апаратури та автоматики. Крім цього, при технічному обслуговуванні елементних водонагрівників скляним термометром перевіряють температуру води на виході: в електроводонагрівників типу ВЗТ і УАП вона повинна бути 90±5 °С; ЗПВ — не перевищувати 95°С; ВЗП-600 при використанні в системі автонапування тварин — 22 °С і при використанні води на технологічні потреби — 95 °С.
Таблиця 5 Трудомісткість технічного обслуговування і поточного ремонту електронагрівних установок.
| Нагрівні установки | Трудомісткість, люд-год | |
| ТО | ПР | |
| Електронагрівники: Елементні ємнісні місткістю, л: 200 400 600 800 1600 | 0,35 0,41 0,50 0,57 0,8 | 6,4 7,9 10,5 12,5 19,0 |
| Елементні проточні продуктивність, л/ч: 350 600 | 0,4 0,67 | 3,6 7,5 |
| Електродні потужністю, кВт: 25 60 100 175 250 | 1,36 1,4 1,5 1,7 2,13 | 7,6 9,6 10,8 15,5 19,4 |
| Котли електродні парові потужністю, кВт 160 250 | 2,6 3,4 | 23,25 29,10 |
| Установки електрокалориферні потужністю, кВт: 25 40 60 100 | 0,54 0,76 0,76 0,97 | 5,1 6,5 8,1 10,4 |
Температура нагрітої води на виході електронагрівника може не відповідати технічним умовам при несправній схемі автоматики або одного чи кількох трубчастих нагрівників. Виявлені несправності усувають. Потім електроводонагрівник відключають від мережі на комутаційному апараті кріплять плакат "Не вмикати. Працюють люди".
Перевіряють відсутність витікання воли з резервуара для води і трубопроводів.
Потім знімають захисну кришку (може бути дві) нагрівного пристрою і перевіряють надійність кріплення контактів кабеля живлення. Ослаблені кріплення підтягують. Контролюють справність кожного трубчастого нагрівника і цілісність їх нагрівних елементів. Після цього захисну кришку встановлюють на місце.
Перевіряють справність заземлення корпуса електроводонагрівника і заміряють перехідний опір контакту заземлення, який повинен бути не більше 0,1 Ом між заземлюючим проводом і найбільш доступною металевою частиною електроводонагрівника. Якщо він більший, контактне з'єднання розбирають і зачищають контактні поверхні (бака і заземлюючого проводу) до металевого блиску. Зачищені місця покривають мастилом і повторно замірюють перехідний опір.
З комутаційного апарата знімають плакат "Не вмикати. Працюють люди" і вмикають електроводонагрівник. Нормальну роботу визначають за температурою води на виході.
Технічне обслуговування електродних електроводонагрівників (водогрійних та парових) проводять на місці їх встановлення без демонтажу та розбирання.
Перш за все термометром ТПГ-СК вимірюють температуру води на виході. Для електроводонагрівників типу ЗПЗ і КЗВ вона повинна бути 90±5 оC. В електроводонагрівниках типу КЗПР спочатку перевіряють робочий тиск насиченої пари, використовуючи при цьому манометр ОБМ1-160. Він повинен становити 0,7—0.6-105 Па (ТУ 34-1312-75).
Якщо температура води і робочий тиск пари відповідають номінальним значенням, то продовжують виконувати технічне обслуговування. При відхиленні параметрів з'ясовують причину несправностей і усувають їх.
Потім електроводонагрівник відключають від мережі, на комутаційному апараті кріплять плакат "Не вмикати. Працюють люди" і продовжують роботу.
Перевіряють відсутність витікання води в-резервуарі й трубопроводі. Обов'язково стежать за надійністю кріплення контактних з'єднань, особливо у силовій електромережі. Ослаблені кріплення підтягують.
Перевіряють опір ізоляції між корпусом електродного котла і контуром заземлення (для електродних котлів, ізольованих від землі в процесі експлуатації), який повинен бути не менше 0.6 МОм.
З метою електробезпеки під час експлуатації електродних електроводонагрівників визначають перехідний опір контакту заземлення (в електродних котлах із заземленим корпусом).
Перехідний опір між затискачем заземлення і найдоступнішою металевою частиною котла, у тому числі і знімного, повинен бути не більше 0,1 Ом. Якщо він більший, з’єднання розбирають, контактні поверхні зачищають наждачною шкуркою до металевого блиску і змащують. Після нього з'єднання складають і повторно виміряють його перехідний опір.
Після закінчення робіт з комутаційного апарата знімають попереджувальний плакат і вмикають електроводонагрівник. Крім цього, регулюють потужність водонагрівника для забезпечення найменшої частоти вмикання та вимикання, прослуховують котел для виявлення нерівномірних шумів та стуків, перевіряють симетричність струму по фазах. Зменшення струму, що споживається водонагрівником, свідчить про відкладання накипу на електродах, а стукіт всередині котла вказує на пробій між електродами. У таких випадках, а також при несиметричності завантаження по фазах понад 15 % котел вимикають, спускають воду і провітрюють, а потім розбирають та оглядають. Спрацьовані деталі замінюють новими. Важливим фактором нормальної роботи електродних водонагрівників є правильна підготовка води.
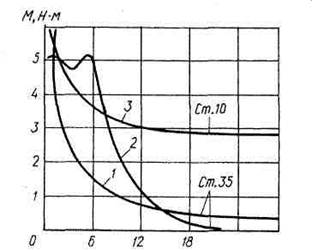
Допускається робота водонагрівників на воді з питомим опором 10—50 Ом-м і температурі на вході та виході, що відрізняється від номінальної. У цьому випадку споживану потужність визначають за формулою:
Р=Рн К1 К1
де Рн — номінальна потужність водонагрівника, кВт; К1, і К2 — коефіцієнти, які враховують відповідно вплив питомого опору води (рис. 1) і середньої температури води у водонагрівнику (рис. 2) на споживану потужні.
В усіх випадках добуток К1 і К2 не повинен перевищувати одиницю.
Робота водонагрівника на воді з питомим спором нижче 10 Ом.м не допускається через збільшення щільності струму на електродах, швидкого їх спрацювання, інтенсивного відкладання накипу і можливості утворення вибухонебезпечного газу. Коли питомий опір води при 20°С більший 50 Ом.м. споживана потужність його зменшується. Якщо при номінальній температурі води на вході та виході потужність водонагрівника не досягає номінального значення або перевищує її, то для виведення на номінальний режим необхідно відповідно підготувати воду. Треба враховувати, що споживана водонаггивником потужність не завжди правильно характеризує питомий опір води. Так, споживана потужність може бути менше номінально у двох випадках — при малому питомому опорі води і наявності накипу на електродах або при великому опорі води і чистих електродах.
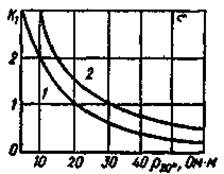
Рис. 1. Залежність коефіцієнта К1, від питомого електричного опору води при температурі 20 оС для водонагрівників: 1 — ЭПЗ-100И2; 2 — ЭПЗ-100/0,4
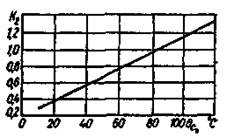
Рис. 11.2. Залежність коефіцієнта K2 від середньої температури води у водонагрівниках.
Замість кальцинованої соди у воду можна добавляти кухонну сіль, але вона збільшує відкладання накипу на електродах.
Треба мати на увазі, що при оцінці відповідності води джерела водопостачання водонагрівннку даного типу має значення не стільки p20 вихідної води (джерела), скільки питомий електричний опір ргоуст, який встановлюється в кінці початкоїшго періоду роботи після осаду із води накипу. Досліди свідчать, що вже через 10 год. роботи водонагрівника електричний опір води зростає приблизно у два рази.
Електродні водонагрівники працюють, як правило, в автоматичному режимі без постійного обслуговуючого персоналу. Періодичний огляд і технічне обслуговування повинен виконувати електромонтер з кваліфікаційною групою не нижче четвертого розряду.
Технічне обслуговування електрокалориферів виконують на місці їх встановлення без демонтажу і розбирання електромонтер з кваліфікаційною групою з електробезпеки не нижче п'ятої.
Крім операцій, загальних при технічному обслуговуванні нагрівних установок, термометром вимірюють температуру повітря на виході електрокалорифера і в приміщенні, яке обігрівається. Вона повинна бути відповідно 50 °С (ТУ 16-532-051—76) і відповідати заданому значенню. Потім електрокалорифер відключають від мережі і на комутаційному апараті кріплять плакат "Не вмикати. Працюють люди". Демонтують бічні кришки електрокалорифера і перевіряють надійність кріплення контактів і цілісність нагрівних елементів трубчастих електронагрівників. Ослаблені кріплення підтягують, а несправні трубчасті нагрівники замінюють, контролюють наявність заземлення і вимірюють перехідний опір контактного заземлення. Якщо він перевищує 0,1 Ом, то з'єднання розбирають, поверхню зачищають до металевого блиску, змащують і затягують. Бічні кришки електрокалорифера встановлюють на місце.
Після завершення технічного обслуговування знімають з комутаційного апарата попереджувальний плакат і виконують пробний пуск електрокалорифера.
Технічне обслуговування освітлювальних і опромінювальних установок.
Рівень освітленості на робочих поверхнях в процесі експлуатації освітлювальних установок значно знижується. Основними причинами зниження освітленості є: старіння джерел освітлення І вихід їх з ладу; запиленість І забрудненість світильників; старіння світильників, тобто погіршення їх світлотехнічних властивостей, які не можна усунути шляхом очищення; погіршення відбивних властивостей поверхонь (стін і стелі) приміщень.
Вплив цих факторів на рівень освітленості і ефективність освітлення будуть неоднаковими для освітлювальних установок з лампами розжарювання, люмінесцентними лампами і дуговими ртутними лампами високого тиску.
Тому правильне обслуговування освітлювальних установок забезпечує їх безперебійну роботу І підтримує необхідну освітленість у приміщеннях. .
Згідно з системою ТО при технічному обслуговуванні освітлювальних установок з лампами розжарювання спочатку вимірюють освітленість в контрольних точках. Світильник очищають від пилу і бруду, перевіряють його роботоздатність, замінюють перегорілі лампи. Перевіряють відповідність ламп типу світильника. Замінюють захисне скло, яке мав тріщини або зломи. Знімають корпус патрона і перевіряють стан його частин. Зачищають окислені або підгорілі контакти І складають патрон. Підтягують ослаблені затискачі. Перевіряють стан Ізоляції проводів на вводі в світильник, а також надійність приєднання нульового провода до затискача на корпусі світильника.
Світильники з газорозрядними лампами також очищають від пилу і бруду. Потім перевіряють його роботоздатність, замінюють перегорілі лампи, перевіряють стан розсіювачів. Знімають І розбирають патрони ламп і стартерів, зачищають окислені і підгорілі контакти, а потім складають патрони.
Перевіряють надійність кріплення до корпуса світильника пускорегулювального апарата (ПРА), конденсаторів, патронів, клемних колодок. Перевіряють стан ізоляції проводів на вводі в світильник, а також надійність приєднання нульового проводу до затискача на корпусі світильника. Підтягують ослаблені затискачі.
Технічне обслуговування опромінювальних установок здійснюють аналогічно. Пил та бруд а установках видаляють щіткою і вологою ганчіркою. Сильно забруднені місця витирають ганчіркою, змоченою у 5%-ному розчині каустичної соди. Перевіряють наявність і стан ущільнювальних прокладок світильників. Прокладки, що втратили еластичність, замінюють. Замірюють перехідний опір між будь-якою металевою частиною установки і магістральною шиною заземлення. Вій не повинен перевищувати 0,1 Ом.
Таблиця 6. Періодичність технічного обслуговування і поточного ремонту освітлювального і опромінювального обладнання
| Обладнання | Періодичність, міс | |
| ТО | ПР | |
| Світильники для приміщень: сухих і вологих вогких і особливо вогких з хімічно активним середовищем | 6 3 3 | 24 24 12 |
| Опромінювані тепличні | 6 | 12 |
Таблиця 7. Трудомісткість технічного обслуговування і поточного ремонту освітлювального і опромінювального обладнання
| Обладнання | Періодичність, міс | |
| ТО | ПР | |
| Світильники для сухих і вологих приміщень з лампами: розжарювання газорозрядними | 0,1 0,13 | 0,25 0,3 |
| Світильники і опромінювачі для приміщень вогких і особливо вогких з хімічно активним середовищем з лампами: розжарювання газорозрядними | 0,15 0,2 | 0,4 0,5 |
| Опромшювачі тепличні з газороз-рядними лампами високого тиску | 0,5 | 1 |
Періодичність проведення технічного обслуговування і ремонту освітлювального і опромінювального обладнання наведені в табл. 11.6 і 11.7.
Технічне обслуговування електропроводки
Електропроводку оглядають і виявляють її обриви, провисання тощо. Волосяною щіткою очищають від пилу та бруду проводи і кабелі, а також зовнішні поверхні труб і відгалужувальні коробки. У вогких та особливо вогких приміщеннях застосовують обтирний матеріал.
Оглядають заземлені проводи і їх з'єднання з металевими оболонками кабелів, трубами, перевіряють наявність з'єднання із заземлюючою конструкцією. Роз'ємні з'єднання розбирають, контакти зачищають до металевого блиску, затягують. Пошкоджені нероз’ємні з'єднання проварюють або пропаюють.
Мегомметром на 1000 В вимірюють опір ізоляції між струмоведучими проводами і проводами та заземленими елементами конструкцій електропроводки. її опір при температурі 20 °С повинен бути не менше 0,5 МОм. У іншому випадку проводку а низьким опором замінюють. Пошкоджені ділянки обмотують бавовняною ізоляційною стрічкою, а у вогких і дуже вогких приміщеннях застосовують полівінілхлоридну стрічку ПВХ.
Для перевірки електричних з'єднань, відкривають кришки відгалужувальних коробок. У разі наявності всередині коробки, на контактах і проводах вологи або пилу, перевіряють стан ущільнень кришки коробки і вводів у неї. Ущільнення, що втратили пружність 1 не забезпечують герметичність коробок, замінюють. Оглядають клеми і проводи, що приєднані до них. З'єднання з слідами окислення або оплавлення розбирають, зачищають, змащують технічним вазеліном і складають. Гвинти та гайки з зірваною різьбою замінюють. Оглядають з'єднання, які виконані методом скручування, зварювання, паяння чи спресовування. У з'єднаннях з обгорілою та пошкодженою ізоляцією її знімають, усувають причину поганого контакту, зачищають та пропаюють (опресовують тощо) і знову обмотують Ізоляційною стрічкою. У вогких І особливо вогких приміщеннях пошкоджені місця покривають спеціальним лаком, а потім обмотують трьома-чотирма шарами поліхлорвінілової липкої ізоляційної стрічки.
Крім цього, перевіряють відповідність площі поперечного перерізу проводки фактичному струмовому навантаженню, а також стан маркування.
4. Захист електрообладнання від корозії
Корозія металів буває атмосферною та контактною. Перша виникає при з'єднанні двох або кількох металів з різними електричними потенціалами при наявності вологи в місці контактування. Усувають II ізолюванням місця контактування (для запобігання потраплянню вологи на контактну пару) та правильним вибором матеріалів для деталей контактування.
Широко застосовують мідь та алюміній. Але з'єднувати їх між собою не можна, тому що виникне активна контактна корозія. З'єднують мідь з алюмінієм лише через стальні або мідні, покриті нікелем, оловом або хромом шайби. Неінтенсивна контактна корозія спостерігається у з'єднаннях міді з бронзою, латунню, нікелем, оловом, сріблом. Алюміній можна з'єднувати із сплавами алюмінію, нікелем, оловом, сталлю, хромом, шиком.
Для захисту металів від атмосферної корозії використовують лакофарбові покриття, металізацію, фосфатування, оксидування та електрохімічне анодування.
Лакофарбові покриття застосовують для захисту конструкційних елементів електрообладнання від атмосферної корозії. Для обладнання, яке працює в умовах помірного клімату, використовують емалі ВЛ-725, МЛ-25, ХВЗ, ЗП-74г, ГФ-95, лаки К-44, К-48 та ін. Перед їх нанесенням поверхню очищають від бруду, іржі, знежирюють. '. При металізації на підготовлену поверхню наносять тонкий шар (до 200 мкм) стійкого проти корозії металу (алюміній, кадмій, хром, мідь, цинк тощо) шляхом гарячого напилення або гальванічного осаджування.
Для захисту стальних конструкцій застосовують електрохімічне та хімічне оксидування сталі. Операцію проводять у кислому середовищі при підвищеній температурі. В результаті утворюється окисна плівка товщиною до 10 мкм.
Кольорові метали, мідь та алюміній захищають за допомогою електрохімічного анодування. Найкраще анодувати алюміній в розчині сірчаної кислоти концентрацією 180—200 г/л. При цьому можна одержати покриття товщиною до 200 мкм.
Використана література
1. Б. Ю. Липкин "Электроснабжение промишлених предприятий и установок" -М.: Колос, 1990 - 560с.
2. Жилін А.П., Лєус І.С., Косцов І.А., "Технічне обслуговування машин тваринницьких ферм і комплексів ", Москва „Колос", 1978 р., 304 с
3. Бельских В.И. Диагностирование и обслуживание сельскохозяйственой техники. – М.: Колос, 1980. -575 с.
Похожие работы
... ів, з підвищеним ковзанням, багатошвидкісні на дві, три, чотири частоти обертання. 2. МЕХАНІЧНА ЧАСТИНА 2.1 Технічне обслуговування електродвигунів змінного струму Згідно з системою планово-запобіжного ремонту і технічного обслуговування електрообладнання технічна експлуатація електродвигунів передбачає: а) виробниче технічне обслуговування; б) міжремонтне технічне обслуговування; ...

... в КР, а пробіг до капітального ремонту приймаємо як міжремонтний цикл. 2.1.1 Прийняті коефіцієнти коректування нормативів Періодичність і трудомісткість технічного обслуговування і поточного ремонту рухомого складу корегуємо згідно ВНТП – СГіП – 46.16.96 з допомогою коефіцієнтів в залежності від таких умов: категорії умов експлуатації – к1; модифікації рухомого складу та організації його ...
... зберігатися робоча рідина для системи рульового керування, охолоджувальна і промивна рідини та інші матеріали, які використовуються під час технічного обслуговування. 10. Транспортування машин Машини мають транспортуватися відповідно до вимог, зазначених в інструкції з експлуатації та в ДБН В.2.8-3-95. Для керування роботами з транспортування в кожній організації призначається особа з числа ...
... втрати. З урахуванням особливостей й специфіки сільськогосподарського виробництва на зрошуваних землях мною і розробляється даний дипломний проект, напрямлений на проектування насосної станції зрошення, ефективне використання зрошуваних земель і експлуатацію зрошувальної системи. 1 Аналіз технологій виробничих процесів 1.1 Аналіз стану питання і постановка задачі Виробнича діяльність В. ...
0 комментариев