Навигация
4. ЦИКЛ ШУХАРТА – ДЕМИНГА
Концепция «Шесть сигм» основана на применении цикла Шуберта-Деминга PDCA: Планируй – Делай – Проверяй – Внедряй. Впоследствии в рамках концепции этот цикл трансформировался в цикл MAIC: Измеряй – Анализируй – Улучшай – Управляй. В последнее время наблюдается тенденция к добавлению этого цикла рядом стадий. Наиболее часто встречается вариант DMAIC – в начале цикла добавляется стадия «Определяй» и встречается так же RDMAICSI (где R – Осознай, S – стандартизируй, I – интригуй). Рассмотрим более подробнее цикл DMAIC.
Define –определение.
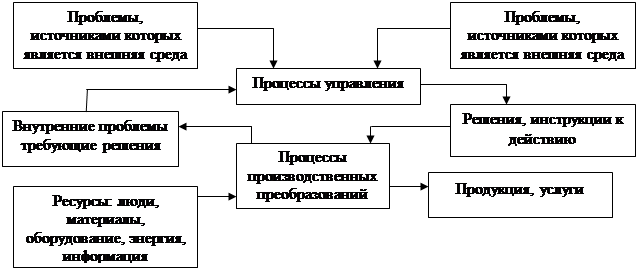
Основные задачи данного этапа - определить кто является потребителем процесса и его требования, какие цели преследует и какие результаты должен принести проект. Для этого этапа используются уже разработанные карты процесса или модели 1-го уровня в нотации IDEF0 на которых можно идентифицировать Поставщиков, Входы, Потребителей и Выходы. Базовые рекомендации для анализа моделей сводится к следующему:
а) простаивающие функции (работы) необходимо ликвидировать или включить в процесс;
б) функции, не ведущие к не ведущие к удовлетворению потребителя также необходимо ликвидировать. Например: исправление неисправностей, которые можно предотвратить, утилизация дефективных продуктов, нерациональные задержки. Ликвидация подразумевает комбинирование нескольких функций (работ) в одну для предотвращения задержек, а также определение и исправление причин, вызывающих необходимость переделок или утилизации.
Все проблемы вариабельности процесса в конечном итоге сводятся к неспособности удовлетворения потребностей потребителей. Для предотвращения данных проблем необходимо идентифицировать характеристики продукта или процесса и способ их измерения. Характеристики Выходов процесса и их важность для потребителя рекомендуется свести в таблицу (таб.2). Выделение характеристик необходимо для концентрации усилий на наиболее важных мероприятиях и для облегчения создания измерительной шкалы, которая будет использоваться при статистическом анализе. Примерами измерительных шкал могут быть отзывы потребителей, геометрические размеры, вкусовые качества.
Таблица 2- Матрица характеристик процесса (пример)
| Выход процесса Тренинговый центр- Семинар | ||||
| Характеристика выхода | Длительность | Стоимость | Качество | |
| Рейтинг характеристики (1-10) | 1 | 5 | 10 | |
| Фактор, влияющий на характеристику и его рейтинг (1-10) | ||||
| Красноречие тренера | 8 | 1 | 2 | |
| Квалификация тренера | 5 | 7 | 10 | |
| Стоимость аренды | 1 | 10 | 1 | |
При создании измерительной шкалы рекомендуется также использование методики Balanced Scorecard (Система Сбалансированных Показателей), проводящей мониторинг эффективности работы компании в нескольких перспективах: Финансы, Потребитель, Процесс, Обучение и рост. Наиболее распространенные показатели методики BSC, реализованные в проектах «6Сигм» представлены в табл. 3.
Таблица 3 – Перспективы и показатели процесса в методике Balanced Scorecard
| Финансы Каковы финансовые задачи процесса? • Затраты на изделие • Activity Based Costing • Стоимость низкого качества • Прибыль от соблюдения | Клиент Какие нужды клиента в этом процессе • Удовлетворенность клиента • Своевременное выполнение • Качество продукта на выходе • Дополнительные преимущества продукта, напр. Безопасность. |
| Процесс Какие процессы (в данном случае имеются в виду процессы 2-го и др. уровней модели) способствуют удовлетворению потребностей клиента? • Уровень сигма, количество отклонений • Объем производства • Качество поставок • Время цикла | Обучение и рост Насколько квалифицированным и инновативным должен быть персонал? • Степень использования методики 6 Сигм • Качество обучения • Количество обученного (переученного) персонала |
Measure- Измерение
На этом этапе последовательности необходимо определить Дефект процесса и вызывающие его причины путем измерения тех факторов, которые оказывают наибольшее влияние на выбранные Характеристики. Для выбора данных факторов целесообразно использовать диаграмму Парето, на которой можно идентифицировать те 20% факторов, которые генерируют 80% проблем. Второй статистический инструмент, используемый на данном этапе - это Контрольные диаграммы. Они позволяют оценить стабильность, следовательно предсказуемость процесса. Это обуславливается тем, что нестабильные (непредсказуемые) процессы необходимо стабилизировать перед тем, как начинать улучшение. Существуют 2 источника нестабильности процесса: рядовые (существующие постоянно) и особенные (возникающие внезапно). Контрольная диаграмма и позволяет выявить особенные источники. Механизм очень простой: определяем среднее значение, затем верхний и нижний контрольные пределы (обычно 3 Сигма от среднего). Точки вне этих пределов и будут особенными источниками нестабильности. Существует несколько типов контрольных диаграмм, в зависимости от типа данных и назначения (таб.4). Осуществить процесс построения контрольной диаграммы можно в Excel.
Таблица 4- Типы контрольных диаграмм
| Диаграмма | Тип выборки | Тип данных | Назначение |
| Р | Изменяемый размер выборки | Пропорция (относительное количество дефектов | Анализ стабильности процесса путем подсчета количества дефектов |
| nP | Размер выборки постоянный, 20-50 | Пропорция | Анализ стабильности процесса путем подсчета количества дефектов |
| с | Размер выборки постоянный, легко подсчитать количество дефектов | Численный, очень большой размер выборки | Анализ стабильности при более чем одном дефекте на изделие |
| u | Изменяемый | Численный | Анализ стабильности при более чем одном дефекте на изделие |
| XmR | Размер -1 | Время, длина, вес, деньги | Анализ стабильности при только одном измерении, результаты которого значительно различаются |
| XbarR | Размер 2-10 | Время | Оценка времени цикла |
Во многих случаях (производство, технология) необходимо также выяснить, способен ли данный процесс удовлетворить потребности клиента. В численном выражении данная способность выражается как 0 дефектов. Стремясь к качеству «6 Сигм», мы можем принять верхним контрольным пределом 3.4, а нижним - соответственно 0 дефектов на миллион. Процесс считается «способным», если график находится между контрольными пределами. Автоматизация данного анализа (Capability analysis) осуществляется в Excel и др. Далее путем опроса группы клиентов и работников компании в течение 3 месяцев. Перечень вопросов, ответов и процентные соотношения представлены в таблице 5:
| № | Вопрос | Ответ | % от общего кол-ва |
| 1 | Причина участия в семинаре | Общее ознакомление Получение навыков Повышение уровня Другое | 22 45 20 13 2 |
| 2 | Оправдал ли семинар ваши ожидания (1- нет совершенно, 5- да точно ) | 1 2 3 4 5 | 2 7 45 35 11 |
| 3 | Квалификация тренера (1-плохая, 5- отличная) | 1 2 3 4 5 | 4 12 28 30 26 |
| 4 | Качество поданного материала (1-плохое, 5-отличное) | 1 2 3 4 5 | 8 36 30 20 6 |
| 5 | Эффективность использования времени (1-плохая, 5- отличная) | 1 2 3 4 5 | 13 33 34 16 4 |
| 6 | Как можно улучшить семинар? | Более качественный материал Более эффективное использование времени Повышение квалификации тренера | 47 35 18 |
| 7 | Планируете ли вы использовать наши услуги в будущем ? | Да Нет Возможно | 62 20 18 |
Собранных в результате опроса данных на первый взгляд вполне достаточно для анализа и принятия решений, но для этого необходимо убедиться в их адекватности. Это значит, что если опрашиваемые демонстрировали согласованность в оценке характеристики, то существует вероятность того, что результаты опроса являются пригодными для дальнейшего анализа. Используем атрибутивный анализ системы измерения (Gage R&R) пакета Minitab, результатом которого является то, что в 65% опрошенных были последовательны в своей оценке, а следовательно эти данные можно использовать. Самые важные факторы для руководства - это лояльность существующих клиентов, их желание покупать другие услуги (например консалтинговые) и привлечение новых потребителей. Поэтому проводим анализ ответов «Нет» на вопрос № 7. Техническая сложность анализа заключается в том, что проводится несколько экспериментов (здесь 20) с различными размерами фокус-групп и распределением ответов. Соответственно, имеет смысл провести анализ пропорционального распределения ответа «Нет» на протяжении опроса, что и было реализовано в Минитаб, контрольная диаграмма тип Р. Для менеджера этот график несет информацию о применимости результатов эксперимента для улучшения процесса (график находится в пределах красных линий- каждая по 3 Сигма от центра, следовательно процесс стабильный).
Analyze –Анализ
Этот этап требует анализа результатов деятельности путем утверждения критериев оценки и исследования причин дефектов. Могут проводиться по модели FMEA (Failure Mode and Effects Analysis)- анализ дефекта и его причины, применяется при исследовании технологических аспектов процесса и другие виды исследований, например, построение причинно-следственной диаграммы (диаграмма Ишикава).
Improve – Совершенствование
При решении вопросов технологии или производства необходимо использовать методику проектирования экспериментов (DOE - design of experiments в Minitab и Excel). Суть данного статистического инструмента заключается в определении оптимального соотношения факторов для достижения наивысшего качества. Например: поиск такого соотношения реактивов, температуры и длительности процесса, при котором чистота продукта будет наибольшей.
Control – Контроль
Этот этап - завершающий в последовательности DMAIC, и на нем разрабатывается план контроля за улучшением процесса путем повторения статистических исследований и определения эффективности проведенных мероприятий.
Похожие работы
... прошлое, на выяснение времени ошибок и просчетов, а контроллинг – это управление будущим для обеспечения длительного функционирования предприятия и его структурных единиц. 1. Описание концепции «Шесть сигм» Как улучшить качество продукции и организацию производства? Как увеличить эффективность управления предприятием? Как повысить качество научных исследований? Как оптимизировать деятельность ...
... они удовлетворили как Ваши потребности, так и потребности клиента. 1. Улучшение качества: · разработайте процесс, который может произвести данный продукт; · оптимизируйте данный процесс. 1. Управление качеством: · проверьте, что процесс с имеющимися операционными требованиями может произвести данный продукт; · передайте процесс на выполнение. В 1951 году Дуглас ...
... опасения, удастся ли и в последующих периодах сохранить данную положительную динамику при отсутствии должного внимания маркетинговому подходу в управлении предприятием. Анализ результатов использования основных групп методов управления предприятием на ООО «Бизнес Фудз» представляет собой сложную задачу. Предприятию необходимо разрабатывать новые и совершенствовать существующие методы управления ...
... Хорошо известна и другая стратегия производителей товаров высшего качества – дифференциация за счет отличий в дизайне. [12, с. 56] Таким образом можно сделать вывод, что разработка систем управления качеством товаров крайне важный аспект маркетинга любого современного предприятия. 2. Исследование разработки систем управления качеством товаров на примере ТОО «Тулпар» 2.1 Характеристика ...
0 комментариев