Навигация
Технологічний аналіз конструкції деталі
54539
знаков
11
таблиц
11
изображений
1.1.3 Технологічний аналіз конструкції деталі.
Деталь - важіль має Г-образну геометричну форму. Тому заготовку можна легко отримати методом штамповки у відкритих штампах на кривошипних гарячештамповочних пресах (КГШП). З точки зору механічної обробки важіль виконана не дуже вдало. Для фрезерування пазу 2 одночасно з поверхнею з параметром шорсткості Ra3,2 необхідний спеціальний інструмент. Крім того, для фрезерування пазу типу "ластівки хвіст" також необхідно спеціальний інструмент. До того ж це досить тривалі процеси. Малопродуктивним є також процес довбання зубців.
Інші поверхні не визивають труднощів. Допуски, посадки, шорсткість поверхонь та технічні вимоги призначені обґрунтовано і не є завищеними.
Виходячи з вищезгаданого можна вважати деталь достатньо технологічною.
1.2 Вибір базДля забезпечення правильного та незмінного положення при обробці деталі обирається ряд баз, тобто поверхонь, які визначають її положення відносно вибраної системи координат. Базування необхідно на всі стадіях створення виробу.
При обробці важеля на першій операції базою є необроблені зовнішні поверхні. У подальшій обробці базою будуть оброблені зовнішні поверхні. А при довбанні зубців - отвір Ø20Н9 від якого вони прив’язані.
1.3 Визначення типу виробництваДля подальшої розробки технологічного процесу механічної обробки важливо визначити тип виробництва. Орієнтовно це можна зробити згідно таблиці 1.3.
Таблиця 1.3.
| Маса деталі, кг | Тип виробництва | ||||
| одиничне | мілко- серійне | середньо-серійне | крупно- серійне | масове | |
| менш 1-го | <10 | 10-2000 | 1500-100000 | 100000-200000 | >200000 |
| 1-2,5 | <10 | 10-1000 | 1000-50000 | 50000-100000 | >100000 |
| 2,5-5 | <10 | 10-500 | 500-35000 | 35000-75000 | >75000 |
| 5-10 | <10 | 10-300 | 300-25000 | 25000-50000 | >50000 |
Розрахуємо масу заготовки, розбивши її на прості фігури згідно рис.1.1 Зважаючи на те, що навіть після спрощення деталь має складну форму на виді зверху, розрахунок площі проводимо за допомогою комп’ютера:
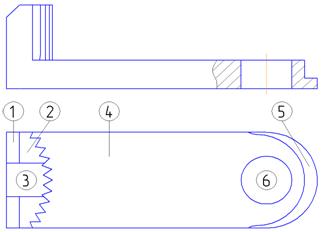
Рис.1.1
S1 = 65 мм2; S2 = 104,6 мм2; S3 = 221,7 мм2; S4 = 3608,7 мм2; S5 = 224,6 мм2; S6 = 314,2мм2.
Об’єм частин і деталі в цілому:
V1-3 = (2S1 + 2S2 + S3) ∙ H2 = (2 ∙ 65 + 2 ∙ 104,6 + 221,7) ∙ 35 = 19631,5 мм3
V1 = ![]() =
= ![]() = 162,5 мм3
= 162,5 мм3
V3 = S3 ∙ Н3 = 221,7 ∙ 6 = 1330 мм3
V4 = S4 ∙ Н4 = 3608,7 ∙ 12 = 43304,4 мм3
V5 = S5 ∙ Н5 = 224,6 ∙ 4,5 = 1010,7 мм3
V6 = S6 ∙ Н6 = 314,2 ∙ 12 = 3770,4 мм3
Vд = V1-3 - 2V1 - V3 + V4 + V5 - V6 = 19631,5 - 2∙162,5 - 1330 + 43304,4 + 1010,7 - 3770,4 = 58521 мм3 = 58,5 см3
Маса деталі: Gд = Vд ∙ γ = 58,5 ∙ 0,00785 = 0,46 кг
Згідно цієї таблиці при масі деталі 0,46 кг і річному випуску N = 5000шт., тип виробництва - середньосерійний.
2. Технологічний розділ 2.1 Вибір виду заготовки і обґрунтування методу її одержання 2.1.1 Вибір заготовки та її обгрунтування
Вибір виду заготовки грає велику роль у технологічному процесі механічної обробки деталі. Чим ближче за формою і розмірами вихідна заготовка до готової деталі тим менше часу необхідно для її обробки, менше йде матеріалу, і, отже, нижче собівартість виробу. Враховуючи вид виробництва (середньосерійний) і матеріал заготовки (сталь 20Х) можна запропонувати два варіанти отримання заготовок:
Похожие работы

... риски; - способи управління ризиком; - оцінка вартості і економії при прийнятті певних способів управління ризиком; - рекомендації по ухваленню рішень. Отже класифікаційні суспільства грають важливу роль в забезпеченні безпеки судноплавства проводячи найважливішу роботу по систематизації і аналізу аварійності з метою впровадження на практиці сучасних рішень, отриманих на основі цих досліджень. ...


... предметів туалету й ін. Томпак – сплав міді з цинком (10-12%). Застосовують для виготовлення ювелірної галантереї, стопок і інших побутових предметів. Існує кілька класифікацій ювелірних каменів. У торгівлі і промисловості ювелірні камені класифікують по їхній відносній цінності на дорогоцінні, напівкоштовні і виробні. Дорогоцінні і напівкоштовні камені звичайно прозорі, вироблені – непрозорі ...
... ія акціонерів (або загальні збори), спостережна рада, правління компанії. 2. Матеріально - технічна база будівельного комплексу Матеріально -технічна база будівництва являє собою систему підприємств виробничої бази будівництва, промисловості будівельних матеріалів, організацій постачання і комплектування, а також інших підприємств промисловості і транспорту, обслуговуючих будівництво, у тому ...
... ів дає можливість підвищити оперативність прийняття управлінських рішень. Проблема нормування матеріальних витрат та праці полягає у визначенні норм витрат за їх основними видами, місцями виникнення або за іншими класифікаційними ознаками таким чином, щоб вони орієнтували підприємство на перспективу, досягнення конкурентоспроможності в ринковому середовищі, тобто норми і нормативи по всіх видах ...
0 комментариев