Аппаратное оформление методов очистки промышленного газа от сероводорода
Насадочные абсорберы
Основная часть
Краткое описание и сравнительная характеристика аппаратов, для принятой схемы очистки коксового газа от сероводорода
Расчет абсорбера для улавливания сероводорода из коксового газа
Определение движущей силы процесса и количества поглотителя
Определение коэффициентов абсорбции и поверхности абсорбции
Навигация
Определение движущей силы процесса и количества поглотителя
Очистка промышленных газов от сероводорода
52701
знак
2
таблицы
0
изображений
3.3 Определение движущей силы процесса и количества поглотителя
Движущая сила процесса абсорбции H2S коксового газа содовым раствором определяется как разность парциальных давлений H2S в коксовом газе и поглотительном растворе на входе в аппарат и выходе из него.
Для определения движущей силы определяются парциальные давления H2S в коксовом газе на входе в скруббер и выходе из него.
Парциальное давление H2S в газе на входе в скруббер
р1вх = Рвх![]() (11)
(11)
где: Рвх – общее давление газа на входе, мм рт.ст.;
а1 – содержание H2S в коксовом газе на входе, г/м3;
МH![]() S– мольная масса H2S, кг/кмоль.
S– мольная масса H2S, кг/кмоль.
МH![]() S = 34 г/моль
S = 34 г/моль
Рвх = 760 + 59,0 = 819 мм рт.ст
р1вх = ![]() = 10,2519 мм рт.ст.
= 10,2519 мм рт.ст.
Парциальное давление H2S на выходе из скруббера:
р2 вых = Рвых ![]() (12)
(12)
Принимаем сопротивление скруббера ![]() Р = 10 мм рт.ст., тогда давление коксового газа на выходе из скруббера
Р = 10 мм рт.ст., тогда давление коксового газа на выходе из скруббера
Рвых = Рвх + ![]() Р (13)
Р (13)
Рвых = 819- 10 = 809 мм рт.ст.
р2 вых = 809 ![]() = 0,5329 мм рт.ст.
= 0,5329 мм рт.ст.
Принимаем в качестве поглотителя H2S содовый раствор 1N концентрации, поступающий на скруббер после регенератора.
Определяем равновесную концентрацию H2S в содовом растворе, поступающем в скруббер:
р2вых = 0,014 С1р3,22 мм рт.ст. (14)
где: С1р – равновесная концентрация H2S в поступающем растворе, соответствующая давлению H2S в коксовом газе, г/ дм3. Тогда:
С1р =  (15)
(15)
С1р =  = 3,0963 г/дм3
= 3,0963 г/дм3
Для обеспечения движущей силы процесса принимаем концентрацию H2S в поступающем растворе С1 = 2,5 г/дм3.
Определяем равновесную концентрацию H2S в содовом растворе, выходящем из скруббера:
С2р =  (16)
(16)
где: р1вх – парциальное давление H2S в коксовом газе на входе в скруббер, мм рт.ст.
С2р =  = 7, 7562 г/дм3
= 7, 7562 г/дм3
Принимаем концентрацию H2S в растворе С2 = 7 г/ дм3.
3.4 Определение необходимого количества поглотителя
Действительное количество поглотителя
Gд = ![]() (17)
(17)
где: GH![]() S – количество поглощенного H2S в граммах;
S – количество поглощенного H2S в граммах;
С1, С2 – содержание H2S в растворе на входе и выходе из скруббера.
Gд = ![]() = 80000 дм3/час = 80 м3/час
= 80000 дм3/час = 80 м3/час
Минимальное количество поглотителя
Gmin = ![]() (18)
(18)
где:C2р – равновесное содержание сероводорода в растворе на выходе из скруббера,г/дм3.
Gmin = ![]() = 68571,428 дм3/час
= 68571,428 дм3/час ![]() 68,5714 м3/час
68,5714 м3/час
3.5 Проверка насадки на смачиваемость и затапливаемость
Для обеспечения удовлетворительной смачиваемости насадки необходимо подавать раствор в количестве, превышающем 2 литра на погонный метр насадки в минуту.
Периметр орошения в скруббере, заполненном выбранной ранее насадкой, можно определить:
П = Fобщּf (19)
где: Fобщ – общее сечение аппарата, м2;
f = 87,5 – удельная поверхность насадки, м2/м3
П = 5,09 ּ87,5 = 445,375 м
Линейная плотность орошения
q = ![]() (20)
(20)
q = ![]() = 2,566
= 2,566 ![]() 2,5 дм3/мм;
2,5 дм3/мм;
2,5![]() 2
2
следовательно, смачиваемость насадки удовлетворительная.
Движущая сила процесса абсорбции может быть определена путем нахождения парциального давления H2S над раствором и парциального давления H2S газа при различном его содержании от 1 до 19 г/м3.
Парциальное давление при различных концентрациях определяется:
РH![]() S
S![]() = Роб
= Роб![]() ּаі
ּаі![]() , (21)
, (21)
а концентрация H2S в растворе определяется:
Рр(і) = 0,014 (Сір)3,22 (22)
Равновесное давление газа вычисляется по уравнению (14).
Полученные значения рассчитанных параметров вносятся в таблицу 1.
Таблица 1
| Содержание H2S в газе г/м3 (аі) | Давление коксового газа на входе в скрубер мм рт.ст. (Роб) | Парциальное давление H2S в газе м рт.ст (Рі) | Концентра- ция H2S в рас творе, г/дм3 (Сі) | Равновесное давление H2S с рабо- чим раство-ром (Рр)і | Рі-(Рр)і |
|
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| 1 | 809,10 | 0,533 | 2,5 | 0,268 | 0,265 | 3,773 |
| 2 | 809,65 | 1,067 | 2,75 | 0,364 | 0,703 | 1,422 |
| 3 | 810,20 | 1,601 | 3,0 | 0,481 | 1,12 | 0,892 |
| 4 | 810,75 | 2,136 | 3,25 | 0,623 | 1,513 | 0,661 |
| 5 | 811,30 | 2,672 | 3,5 | 0,790 | 1,882 | 0,531 |
| 6 | 811,85 | 3,209 | 3,75 | 0,987 | 2,222 | 0,450 |
| 7 | 812,40 | 3,746 | 4,0 | 1,215 | 2,531 | 0,395 |
| 8 | 812,95 | 4,285 | 4,25 | 1,477 | 2,808 | 0,356 |
| 9 | 813,50 | 4,823 | 4,50 | 1,776 | 3,047 | 0,328 |
| 10 | 814,05 | 5,363 | 4,75 | 2,114 | 3,249 | 0,308 |
| 11 | 814,60 | 5,903 | 5,0 | 2,493 | 3,41 | 0,293 |
| 12 | 815,15 | 6,444 | 5,25 | 2,917 | 3,527 | 0,283 |
| 13 | 815,70 | 6,986 | 5,50 | 3,389 | 3,597 | 0,278 |
| 14 | 816,25 | 7,528 | 5,75 | 3,910 | 3,618 | 0,276 |
| 15 | 816,80 | 8,072 | 6,0 | 4,485 | 3,587 | 0,279 |
| 16 | 817,35 | 8,616 | 6,25 | 5,115 | 3,501 | 0,286 |
| 17 | 817,90 | 9,160 | 6,50 | 5,803 | 3,357 | 0,298 |
| 18 | 818,45 | 9,706 | 6,75 | 6,554 | 3,152 | 0,317 |
| 19 | 819 | 10,251 | 7,0 | 7,368 | 2,883 | 0,347 |
Шаг определения изменения общего давления коксового газа на входе в скруббер (Роб і):
1) Робщ.к.г.на вх.в скр. – Робщ.к.г.на вых.из скр. = 10 мм рт.ст.
2)![]() - шаг изменения Роб і коксового газа
- шаг изменения Роб і коксового газа
![]() = 0,55 мм рт.ст.
= 0,55 мм рт.ст.
Концентрацию H2S в растворе высчитываем с помощью шага:
![]() =
=![]() г/дм3
г/дм3
Движущая сила абсорбции для аппарата может быть определена как:
– средняя арифметическая
![]() Рср =
Рср = ![]() (23)
(23)
где: (Р-Рр)нач – движущая сила в начале аппарата;
(Р-Рр)кон – движущая сила в конце аппарата
– средняя логарифмическая
![]() Рлог =
Рлог =  (24)
(24)
– интегральная
![]() Ринт =
Ринт =  (23)
(23)
Тогда движущая сила составляет:
![]() Рср =
Рср = ![]() = 1,574 мм рт.ст.
= 1,574 мм рт.ст.
![]() Рлог =
Рлог =  = 1,320 мм рт.ст.
= 1,320 мм рт.ст.
![]() Ринт =
Ринт =  = 1,56119 мм рт.ст.
= 1,56119 мм рт.ст.
Принимаем движущую силу среднюю Р = 1,574 мм рт.ст.
Похожие работы
... свидетельствуют о стремлении подобрать наиболее рациональную композицию реактивов. В УХИНе в последние годы исследовали и подготовили к внедрению в промышленность новые и усовершенствованные способы очистки коксового газа от сероводорода. Однако трудно рассчитывать на повсеместную замену существующих сероочисток принципиально новыми технологиями. Поэтому на заводах, имеющих цехи вакуум- ...
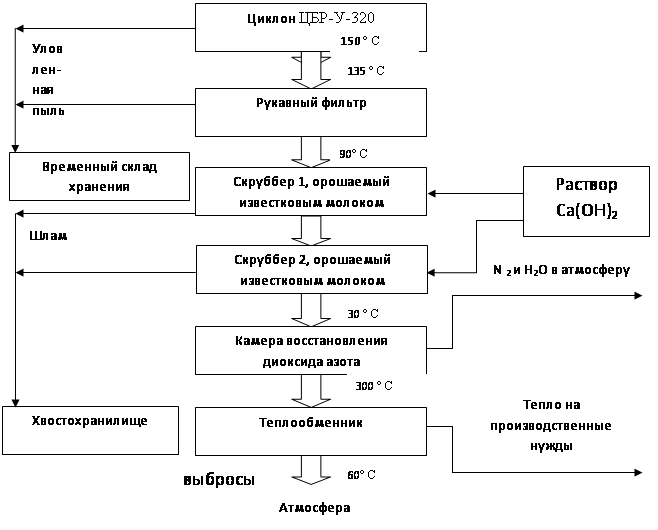

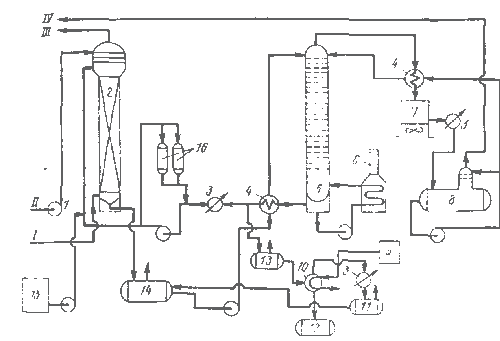
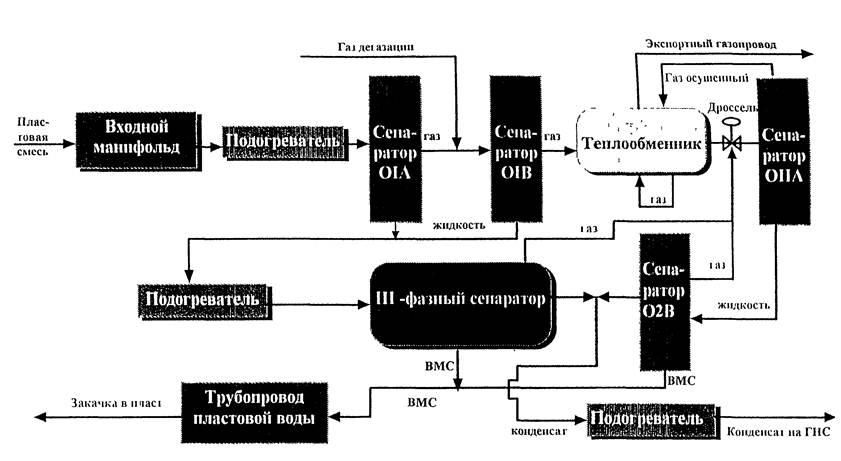
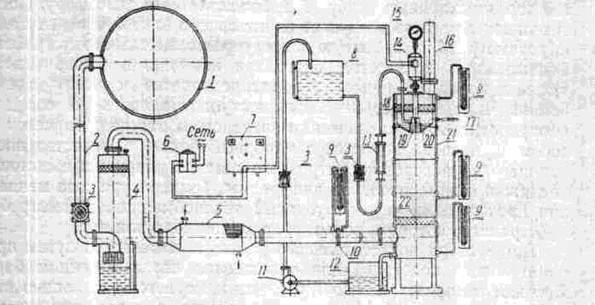
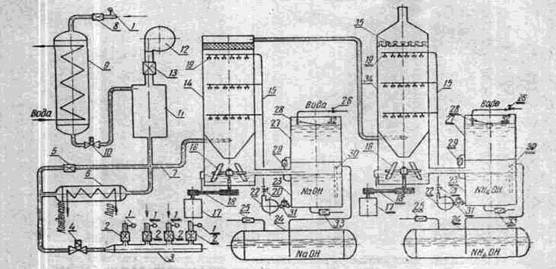
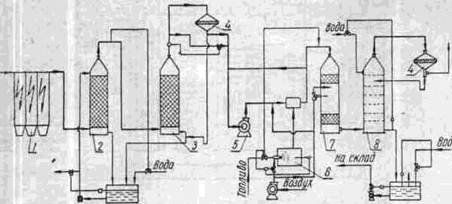
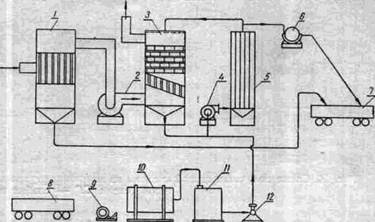
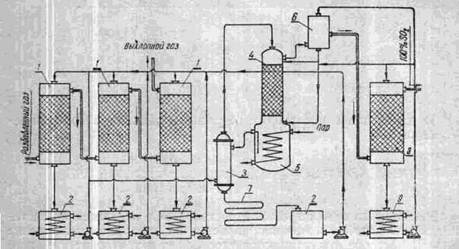
... газов согласно выше описанным положениям и с учетом типа выбранного газоочистного оборудования. Рис.1.Принципиальная технологическая схема очистки промышленных газов 4. Описание механизмов очистки газов пылегазоулавливающих установок принятых в схеме В данном разделе будут описаны основные принципы очистки выбранных методов и механизмы очистки газов ...

... от кислых газов (м3/с) Концентрированные кислые газы, полученные при регенерации метанола, общим потоком подаются на установку переработки кислых газов с получением товарной серы. Из практики известно, что в промышленных условиях при очистке природного газа от кислых газов метанолом с последующим выделением кислых газов при регенерации, получают концентрированный кислый газ, содержащий 58% Н2S ...
... скоростью даже при незначительном содержании озона в газе. Основная трудность окисления и поглощения окислов азота по этому способу состоит в сложности получения больших количеств озона. ОЧИСТКА ГАЗОВ ОТ ДВУОКИСИ СЕРЫ Среди газообразных веществ, загрязняющих атмосферный воздух, одно из главных мест занимает сернистый ангидрид (двуокись серы). В обычных условиях это бесцветный газ с резким ...
0 комментариев