Навигация
Описание технологической схемы
33162
знака
14
таблиц
0
изображений
2.2 Описание технологической схемы
Сущность процесса порообразования при получении газосиликата состоит во взаимодействии алюминия с гидроокисью кальция. При этом скорость выделения рабочего газа (водорода) регулируют так, чтобы она соответствовала скорости нарастания вязкости известкового теста и заканчивалась к моменту потери ими своей подвижности. Если схватывание раствора произойдет раньше, чем закончится газообразование, то дальнейшее выделение газа может вызвать разрушение начинающих твердеть пористых изделий.
Основная задача при этом заключается в том, чтобы обеспечить соответствие между скоростью реакции газовыделения и скоростью нарастания вязкости вяжущего теста или раствора. Выделение газа должно заканчиваться к началу затвердения раствора, когда он теряет свою подвижность.
3Са(ОН)2+2Аl+6 Н2О=3СаО* Аl2О3*6 Н2О+3Н2↑
Технологическая схема производства газосиликата
Известь Песок ![]() Алюминиевая пудра
Алюминиевая пудра
Помол
Шаровая мельница
![]()
![]() Вода Получение шлама
Вода Получение шлама
Шламбассейн
![]()
Дозировка шлама
Дозатор
![]()
![]()
![]() Смешивание
Смешивание
Растворомешалка
![]()
Разлив массы
Формы
![]()
Вспучивание массы
Виброплощадка
![]()
Резка на блоки
![]()
Запаривание изделий
Автоклав
![]()
Распалубка изделий
![]()
Склад готовой продукции
Газосилакат изготавливают мокрым способом. При мокром способе производства газосиликата помол песка осуществляется в шаровой мельнице с одновременной подачей в нее воды.
Мокрый помол песка наиболее рационален и экономичен.
Тонкость помола песка зависит от количества загружаемого песка в мельницу и степени наполнения ее камер мелющими телами. Полученный песчаный шлам проходит через сито для отделения неразмытых частиц, нарушаемых структуру газосиликата.
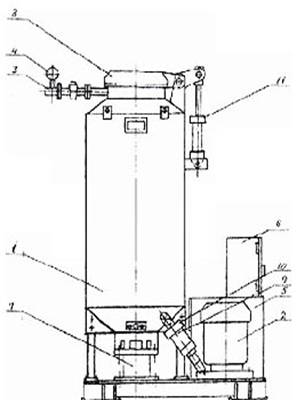
Шлам получают в силосах, расположенных над уровнем земли, которые наполняются им при помощи пневматических установок. Из шаровой мельницы шлам поступает в мерник-дозатор. При наполнении мерника шламом впускное отверстие его автоматически закрывается, сжатый воздух под давлением 6 – 8 атмосфер входит в мерник и выталкивает шлам из мерника в силос.
Силосы опорожняются самотеком, для чего их размещают над дозаторами шлама и бетономешалками.
Шлам дозируют в открытой ванне дозатора, где его подогревают острым паром до температуры 40 – 45 оС.
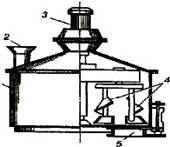
Дозировку песка и извести осуществляют весовыми дозаторами разных систем. Весьма точное отвешивание должно быть при дозировке алюминиевой пудры. Все компоненты газобетонной массы смешиваются в передвижной газорастворомешалке которая может передвигаться при помощи мостового крана, кран балки или тельфера, а также по рельсовому пути. Применение передвижной газорастворомешалки СМ-553 лучше, чем неподвижной, так как в этом случае не нарушается процесс вспучивания газобетонной массы при двойном переливании ее из растворомешалки в разливочный ковш и из него в форму.
Составные части газобетонной массы загружаются в газорастворомешалку в следующей последовательности. Сначала заливается песчаный шлам, потом известь. Смесь перемешивается в течении 5 мин. Затем всыпается в газорастворомешалку точно отмеренное количество алюминиевой пудры в виде водной суспензии, продолжая перемешивания еще в течении 5 мин мешалкой, при этом вибрация и вращение лопастного вала продолжается.
Тщательное перемешивание массы имеет очень большое значение, так как при недостаточном смешивании газосиликат может иметь неодинаковую по величине и неравномерно распределенную пористость, что снижает его прочность и ухудшает теплоизоляционные свойства. Но и слишком долго перемешивать суспензию алюминиевой пудры с раствором нельзя, так как газовыделение может начаться уже в газорастворомешалкеи после заливки в формы газобетонная масса не даст нужного вспучивания.
Газосиликатную массу разливают в формы через два отверстия в нижней части мешалки при помощи гибких рукавов. Формы представляют собой металлические ящики с разъемными стенками, скрепляемых клиньями.
К подготовленным формам подают растворомешалку и заливают массой формы на 2/3 или ¾ высоты, учитывая увеличение объема массы при газовыделении.
Заливаемая в формы масса должна иметь такую вязкость, чтобы до начала схватывания вяжущего вещества твердые, жидкие и газообразные компоненты ее не разделялись и масса не расслаивалась.
Затем производят вибрирование массы. В результате чего резко ускоряется процесс вспучивания газосиликата и повышается качество газосиликатных изделий.
Газосиликатная масса в обычных производственных условиях вспучивается в пределах от 15 до 50 мин; процесс вибровспучивания рпродолжается всего лишь от 1 до 3 мин.
Параметры вибрирования изменяются в зависимости от объемного веса газосиликатных изделий.
Вибровспучивание газосиликатной массы по сравнению с обычном способом вспучивания газосиликата имеет технико-экономические преимущества:
1. структурная прочность массы после прекращения вибрирования нарастает очень быстро благодаря меньшему В/Т;
2. время выдерживания изделий до автоклавной обработки значительно сокращается в следствии их большей прочности;
3. продолжительность запаривания изделий в автоклавах тоже уменьшиться, так как изделия при загрузке в автоклавы сохраняют еще температуру около 60-70оС и обладают большей начальной прочностью;
4. качество газосиликатных изделий, получаемых с применением вибровспучивания, улучшается:
4.1 изделия получаются с более мелкой и равномерно распределенной пористостью;
4.2усадочные деформации уменьшаются благодаря меньшему В/Т;
4.3 вибровспученый газосиликат более морозостоек, чем обычный;
Сырьевые материалы и технологическое оборудование при этом не меняется по сравнению с обычным способом производства газосиликата, кроме дополнительной установки виброплощадок.
Изделия выдерживаются в формах до автоклавной обработки не более 1часа в отапливаемом помещении, либо в камере микроклимата, после чего срезают горбушку и разрезают на изделия нужных размеров.
Горбушку срезают машинами типа К-386/3, в настоящее время на заводах ячеистого бетона применяют резательную технологию, обеспечивающую высокую точность размеров, прямолинейность граней и отсутствие масляных пятен на поверхности. Благодаря резательной технологии повышается степень заполнения автоклава, снижается металлоемкость производства, резко уменьшается количество ручных операций.
Затем идет тепловлажностная обработка изделий. Для запаривания изделий в автоклавах используют влажный насыщенный водяной пар, быстро конденсирующийся и создающий водную среду в порах материала. При поступлении из котельной сухого насыщенного пара его увлажняют при помощи специальных увлажнителей. Перегретый пар для автоклавной обработки не применяется. Давление пара в изотермический период запаривания обычно составляет от 9 до 13 атмосфер (175-190оС). необходимость подъема давления до 9 атмосфер объясняется тем, что интенсивность растворения SiO2 в растворе Са(ОН)2 начинается при температуре 170-175 оС.
Расход пара на 1 м3газобетона колеблется от 225 до 300 кг.
В целях наиболее экономического использования пара автоклавы работают с перепуском пара из одного автоклава в другой: в только что загруженный изделиями автоклав сначала подают отработанный пар из другого автоклава, в котором изотермический период запаривания уже окончился, лишь после выравнивания давления в обоих автоклавах начинается выпуск в первый автоклав свежего пара из котельной. Перепуск обработанного пара из одного автоклава в другой осуществляется постепенным открыванием парового вентиля.
Процесс тепловлажностной обработки по характеру происходящих при этом физико-химических явлений может разделится на три стадии.
Первая стадия начинается с момента впуска пара в автоклав и продолжается до тех пор, пока температура обрабатываемых изделий не будет равна температуре пара. Эта стадия характеризуется преимущественно физическими явлениями. Впускаемый в автоклав пар начинается охлаждаться и конденсироваться от соприкосновения с холодными изделиями и внутренней поверхностью автоклава. Вначале конденсирующийся пар осаждается на внешних поверхностях изделий, а затем по мере повышения давления проникает в капилляры и поры изделий, конденсируясь в которых, также создает водную среду.
Вода растворяет окись кальция и другие растворимые соединения, входящие в состав изделий, и образует их растворы.
Следовательно, образование растворов в порах и капиллярах изделий будет в свою очередь способствовать конденсации водяного пара и дальнейшему увлажнению изделий. Наконец, капиллярные свойства материала являются одной из причин конденсации водяного пара в порах изделий. Таким образом, первая стадия тепловлажностной обработки в автоклавах заключается в основном в создании в порах материала и на его поверхности водной среды, необходимой для дальнейших физико-химических процессов, приводящих к образованию нужных форм гидросиликата кальция.
Вторая стадия начинается при достижении в автоклаве 175-190оС, чему способствует давление пара приблизительно 9-13 атмосфер. К началу этого периода поры материала заполнены уже водным раствором гидроокиси кальция, который начинает взаимодействовать с кремнеземом.
Растворимость SiO2 повышает с увеличением содержания в растворе гидроксильных ионов ОН- - от диссоциации Са(ОН)2, что в свою очередь зависит от температуры: с возрастанием температуры растворимость Са(ОН)2 увеличивается. В начале взаимодействия кремнезема с известью ионы ОН гидратируют молекулы SiO2 и образуют SiO2* Н2О. Гидратированные молекулы SiO2 вступают в соединение с ионами Са и образуют силикаты кальция, находящиеся в коллоидальном состоянии. Первоначально эти новообразования возникают на поверхности отдельных песчинок. По мере роста коллоидных оболочек вокруг зерен кварца эти оболочки образуют сплошную массу сросшихся между собой песчинок, окаймленных гелем гидросиликата кальция.
В дальнейшем коллоидный характер гидросиликата кальция переходит в кристаллические. Мелкие кристаллы, образующиеся в различных местах коллоидной массы, представляют собой многочисленные центры кристаллизации. Под влиянием температуры и при наличии водной среды они быстро разрастаются и создают своеобразную мелкокристаллическую структуру материала.
Таким образом, во второй стадии тепловлажностной обработки в водной среде при повышенной температуре происходит образование гидростликата кальция вначале в коллоидном состоянии, которое затем постепенно переходит в кристаллическое.
Третья стадия процесса тепловлажностной обработки протекает после прекращения подачи пара в автоклав; она характеризуется постепенным снижением давления в автоклаве. В результате снижения давления воды, заполняющая поры изделий, интенсивно испаряется, раствор становится насыщенным и происходит осаждение гидросиликата кальция, увеличивающего прочность сцепления отдельных песчинок. Продолжающееся обезвоживание способствует дегидратации соединений, составляющих массу материала. Наибольшее значение имеет дегидратация геля SiO2.
Таким образом, в последней стадии запаривания к основному фактору образования прочности материала – перекристаллизация гидросиликата кальция – добавляется фактор прочности от дегидратации геля кремнезема.
Похожие работы
... работников, на снижение потерь рабочего времени и, как следствие, на повышение производительности труда. Мероприятиями должно предусматриваться обеспечение работников, непосредственно связанных с производством пенобетона, специальными одеждой, обувью и другими средствами индивидуальной защиты, а именно: халат, респиратор, резиновые перчатки, а также обеспечение надлежащего лечебно- ...

... получают путём пропитки кровельного картона каменноугольными или сланцевыми дегтёвыми материалами и последующей посыпки его одной или двух сторон минеральным порошком. Используют его при устройстве кровель. ЛЕКЦИЯ №13 Древесные строительные материалы и изделия. Общие сведения. Благодаря хорошим строительным свойствам древесина давно нашла широкое применение в строительстве. Она имеет ...
... к качественным строительным материалам. Теплопроводность опилкобетона лишь немного выше, чем у такого лидера среди стеновых материалов, как пористый бетон. Механические характеристики опилкобетонных блоков Высокое содержание в опилкобетоне фибровидных частиц придает блокам из этого материала очень хорошие механические свойства, которые проявляются при испытании на растяжение и изгиб. По ...
... системы с использованием передовых отечественных технологий и эффективных отечественных стройматериалов. Сегодня для достижения этих целей практически во всех развитых странах в жилищном строительстве используют каркасные системы. Проведенные научно-исследовательские и проектные работы позволили впервые разработать эффективную систему многоэтажных домов с несущим каркасом в сборном, сборно- ...
0 комментариев