Навигация
Технология ремонта холодильных агрегатов бытовых холодильников компрессионного типа
45592
знака
3
таблицы
9
изображений
2.2 Технология ремонта холодильных агрегатов бытовых холодильников компрессионного типа
При ремонте холодильника в зависимости от обнаруженной неисправности возникает необходимость в его частичной или полной разборке. Условия и способы демонтажа отдельных узлов в разных холодильниках могут различаться. Однако во всех случаях разборку следует производить в последовательности, исключающей излишний демонтаж узлов, не препятствующих выполнению работы. Например, в холодильниках с вводом испарителя через дверной проем перед демонтажем холодильного агрегата необходима частичная разборка облицовочных накладок и снятие дверки морозильного отделения. В холодильниках с вводом испарителя через люк в задней стенке шкафа этого делать не требуется.
При полной разборке рекомендуется придерживаться следующего порядка:
· обесточить холодильник, вынув вилку из штепсельной розетки сети;
· извлечь все принадлежности—сосуды, полки, поддон, стекло и др.;
· снять дверь шкафа с навесок;
· демонтировать дверку морозильного отделения и облицовочные накладки,
· демонтировать холодильный агрегат.
Последовательность демонтажа терморегулятора зависит от места его расположения.
Наиболее сложной в ремонте составной частью холодильника является холодильный агрегат. Технологическая схема ремонта холодильного агрегата должна содержать следующие обязательные операции:
· дефектация агрегатов с использованием современных средств и методов диагностирования;
· удаление из системы хладагента и масла;
· распайка стыков;
· промывка и сушка узлов холодильного агрегата с целью удаления из них остатков влаги, масла и загрязнения;
· разделка стыков;
· сушка и вакуумирование агрегата с целью удаления оставшейся в системе влаги и неконденсирующихся газов;
· сборка агрегатов и пайка стыков соединительных патрубков.
· проверка холодильного агрегата на герметичность;
· сушка хладагента и масла, регенерация цеолитовых патронов;
· вакуумирование и заполнение агрегата маслом и хладагентом со строгим дозированием;
· проверка на отсутствие утечки хладагента;
· обкатка холодильного агрегата (проверка инееобразования и потребление мощности) и проверка электрических параметров (сопротивление изоляции, пробой);
· проверка холодильного агрегата на соответствие требованиям нормативно-технической документации (РСТ, ТУ) на отремонтированный агрегат по уровню звука.
2.2.1 Операции по вакуумированию и заправке холодильных агрегатов компрессионного типа
Холодильный агрегат, собранный (спаянный) и проверенный на герметичность в ванне, поступает на участок вакуумирования и заправки.
При заполнении холодильного агрегата последовательно должны быть выполнены следующие операции:
- первичное вакуумирование агрегата до остаточного давления 1,3-2,7 кПа в течение 20-25 мин;
- заполнение агрегата 50-60 г хладона (технологическая доза);
- проверка холодильного агрегата на отсутствие утечки хладона галоидным течеискателем;
- стравливание хладона из системы агрегата;
- вторичное вакуумирование до остаточного давления 1,3-2,7 кПа в течение 20-25 мин;
- заполнение холодильного агрегата маслом ХФ-12-16 и хладоном-12.
Кривые зависимости остаточного давления от длительности вакуумирования показаны на рис. 2.2
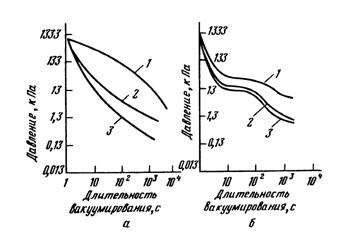
Рис. 2.2 Зависимость остаточного давления от длительности вакуумирования:
а – первичного; б – вторичного; 1 – в конденсаторе; 2 – в агрегате; 3 – в кожухе
Оборудование для вакуумирования и заправки:
1 вакуумный насос
2 галоидный течеискатель
1 заправочная станция
2 заправочный цилиндр
3 манометр
4 Электронное смотровое стекло
5 Механический термометр
6 Термостат
7 Электронные весы и дозаторы
8 Щипцы-проколка
Первичное вакуумирование
Операцию ведут до остаточного давления 10 мм рт.ст., после чего в агрегат вводят 60-80 г хладона для получения воздушно-фреоновой смеси. Как уже указывалось, вакуумирование с промежуточным заполнением агрегата небольшой дозой хладона и последующим вторичным вакуумированием обеспечивает низкое остаточное давление воздуха в агрегате.
Проверка агрегата на герметичность
Наличие в агрегате фреона при отсутствии в нем масла позволяет эффективно проверить герметичность при помощи галоидного течеиспускателя. Проверку ведут в специальной кабине, имеющей приточно-вытяжную вентиляцию. Агрегат желательно предварительно подогреть, что улучшит условия обнаружения течи.
Вторичное вакуумирование
Перед вакуумированием агрегата откачивают воздушно-хладоновую смесь. Для этого используют холодильный компрессор, выпуская хладон в атмосферу либо ресивер. Откачку хладона ведут до остаточного давления примерно 0,1 ати, после чего оставшуюся воздушно-фреоновую смесь вакуумируют до остаточного давления не более 20 ати. Это будет соответствовать наличию в агрегате воздуха с остаточным давлением 0,08-0,1 ати. Такое вакуумирование агрегата не вызывает затруднений и обеспечивается в течении нескольких минут.
Заполнение агрегата маслом и фреоном
Вначале агрегат заполняют маслом, затем после включения мотор-компрессора – хладоном. Количество масла и хладона должно в основном соответствовать нормам, рекомендуемым заводами-изготовителями, однако в каждом отдельном случае они должны корректироваться.
Определение необходимой дозы смазочного масла
В настоящее время при ремонте холодильных агрегатов бытовых холодильников масло заменяют путем слива отработанного и заправки нового, предварительно взвешенного. Однако применение такого метода приводит к значительным потерям хладонового масла.
Рекомендуется дозирование осуществлять в установившемся режиме в соответствии с максимальным противодавлением с предварительной выдержкой агрегата и масла в режиме максимальных эксплуатационных температур и подачей в течение всего времени выдержки на обмотки встроенного электродвигателя стабилизированного напряжения, равного половине номинального. Причем дозирование заканчивают при стабилизации потребляемой мощности в соответствии с требованиями стандарта.
0 комментариев