Навигация
Разработка технологии восстановления изношенных рольгангов. Машины непрерывного литья заготовок. Наплавка
27207
знаков
10
таблиц
6
изображений
Курсовой проект по дисциплине
«Монтаж»
Тема
«Разработка технологии восстановления изношенных рольгангов. Машины непрерывного литья заготовок. Наплавка»
Нормоконтролер
Руководитель проекта
Ахтарьянов Д. В
Разработал студент
гр. ТО-08
Балавнев А. С
2010г.
1. Введение
Ролики МНЛЗ после эксплуатации уменьшаются в диаметре вследствие окисления и механического изнашивания. Кроме того, на их поверхности появляются трещины, вызванные циклическим нагревом, так называемые «трещины разгара».
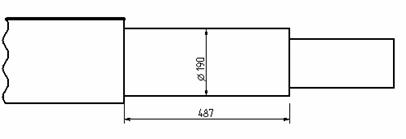
Восстановление роликов наплавкой предполагает проточку изношенных мест для создания чистой (без черноты) поверхности, их наплавку и последующую обточку до рабочего размера.
Известно, что при наплавке в защитных газах имеет место разбрызгивание расплавленного металла и, связанные с ним, частые остановки процесса для очистки сопла горелки от налипших брызг. Настоящая технология наплавки роликов свободна от этого недостатка.
Применение смеси «Аг+СО2 10 %» и тонкой проволоки обеспечивает струйный или мелкокапельный перенос расплавленного электродного металла в сварочную ванну и тем предупреждается разбрызгивание и непроизводительные потери времени.
2. Общая часть
2.1 МНЛЗ
Идея непрерывного литья была выдвинута в середине XIX в. Г. Бессемером, который предлагал разливать жидкую сталь между двумя водоохлаждаемыми валками. Однако не только при том уровне техники, но и в настоящее время реализовать такую идею бесслитковой прокатки невозможно. В 1943 г. С. Юнган разработал подвижный кристаллизатор для разливки заготовок. В Японии освоение МНЛЗ началось в 1955 г.
Начало 1970-х годов характеризуется широким промышленным внедрением машин непрерывной разливки слябовой заготовки. На смену низкоскоростным вертикальным МНЛЗ(УНРС) пришли радиальные и криволинейные машины, имеющие значительно большую скорость разливки.
В настоящее время около 60 % отливаемых непрерывным литьем заготовок разливается на слябовых МНЛЗ.
Различают 3 конструкции МНЛЗ:
- вертикальные;
- с изгибом;
- радиусные.
По количеству ручьёв МНЛЗ разделяют на 1 — 7 ручьевые.
В зависимости от размера слитка МНЛЗ делятся на:
- слябовые;
- блюмовые;
- заготовочные.
УСТРОЙСТВО ГМНЛЗ:
1. Блок металлоприёмник-кристаллизатор (БМК);
2. Зона вторичного охлаждения (ЗВО);
3. Механизм вытягивания заготовок (МВЗ);
4. Устройство порезки заготовок;
5. Промежуточный рольганг;
6. Приводной рольганг;
7. Механизм уборки заготовок;
8. Редуктор с серводвигателем;
 9. Слиток.
9. Слиток.
Для разделения непрерывно-литой заготовки на мерные длины в настоящее время применяют устройства газовой резки и ножницы.
Устройства газовой резки по сравнению с ножницами обладают такими преимуществами как:
- простота конструкции;
- компактность расположения оборудования;
- простота обслуживания.
Наряду с этим имеются и некоторые недостатки:
- снижение выхода годного;
- меньшая скорость резания;
- необходимость в устройствах газоочистки.
Для пуска процесса непрерывного литья, перед открытием шибера на пром-ковше, на радиусный участок ручья заводится «затравка», таким образом в районе кристаллизатора образуется своего рода карман. После наполнения этой полости металлом начинается вытягивание «затравки». На конце радиусного участка расположен механизм отделения затравки. После отделения она отводится рольгангом и цепными транспортёрами
2.2 Рольганги
В настоящее время рольганг, конвейер, автоматические транспортные линии стали неотъемлемой частью большинства производственных процессов. Рольганг, который переводится с немецкого как «роликовый конвейер», является механизмом для транспортировки тарного груза или массовых штучных грузов с помощью роликов, размещенных на опорной станине на небольшом расстоянии друг от друга.
Рольганги чаще всего применяются в качестве напольных машин для перемещения ящиков, досок, грузов на специальных поддонах, коробок, листовых материалов, а также насыпных грузов в мешочной и прочей таре. Грузы транспортируются благодаря вращению роликов.
Рольганги могут использоваться не только при складских и погрузочно-разгрузочных работах, но и для обеспечения движения груза по цеху в процессе производства.
Элементы рольгангов могут применяться как составные части перегрузочных и погрузочных механизмов и в прочих комплексных производственных цепях.
Непрерывные широкополосные станы горячей прокатки являются сложными техническими агрегатами непрерывного действия, большой единичной производительности, работающими в условиях интенсивного нагружения и неблагоприятной окружающей среды. Производительность станов горячей прокатки зависит от технического состояния всех его технологических агрегатов, в том числе рольгангов.
Современные прокатные станы характеризуются поточным технологическим процессом обработки металла, поэтому длина рольгангов весьма значительна, а масса их иногда достигает 20-30 от массы механического оборудования всего прокатного стана.
20-30 от массы механического оборудования всего прокатного стана.
Для поддержания оборудования в работоспособном состоянии на металлургических предприятиях применяют системы технического обслуживания и ремонтов машин и агрегатов, призванные обеспечить безотказную работу в межремонтный период. Неотъемлемой частью системы поддержания оборудования в работоспособном состоянии являются системы технического диагностирования.
Непрерывный во времени контроль текущего состояния оборудования прокатных станов и своевременная замена вышедших из строя узлов позволяет поддерживать на требуемом уровне качество проката и снизить вероятность возникновения аварий. Кроме этого применение систем технического диагностирования оборудования прокатных станов позволяет заблаговременно подготовиться к плановым ремонтным работам, исключить из перечня ремонтных работ визуальный и метрологический контроль состояния оборудования и за счёт сокращения времени ремонтных работ увеличить коэффициент использования агрегата и производительность прокатного стана.
В последнее время значительно возрос интерес к проблемам надёжности машин, аппаратов и приборов в различных отраслях промышленности.
Возникновение проблемы надёжности обусловлено постоянным усложнением технических устройств, повышением производительности оборудования, ростом мощности приводных двигателей. Проблема обеспечения высокой надёжности становится решающим условием дальнейшего технического прогресса в любой отрасли промышленности.
Актуальной является проблема повышения надёжности оборудования для металлургической промышленности.
Основные простои блюмингов возникают из-за низкой надёжности рабочих рольгангов.
Рабочие рольганги блюмингов относятся к тяжелонагруженным машинам повторно – кратковременного режима работы. Они установлены в потоке блюминга, поэтому любые их отказы приводят к простоям цеха.
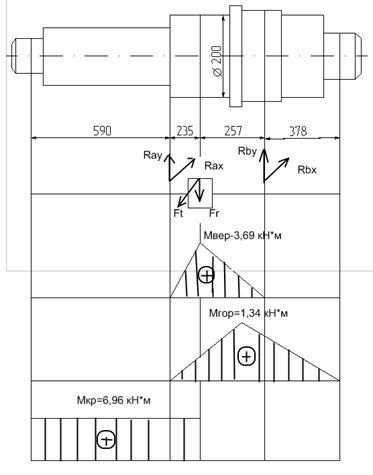
Определение и анализ показателей эксплуатационной надёжности основных элементов рабочего рольганга обжимного стана на основании статистических данных о его эксплуатации; выполнение экспериментальных исследований по определению прогибов ролика рабочего рольганга при взаимодействии слитка с роликом во время прокатки и разработка методики проведения таких исследований; определение фиктивной силы удара при взаимодействии слитка с роликом – всё это, в общем, позволяет повысить эффективность от его эксплуатации в условиях производства.
Отказы узлов и деталей рабочих рольгангов регистрировали в журнале отказов. Сведения, накопленные в этом журнале позволили получить:
1) длительность исправной работы до отказа;
2) причины появления отказа (износ, поломка и др.);
3) данные о длительности ремонта, расходе запасных частей» количестве ремонтников.
Ремонт сборных роликов МНЛЗ с дефектовкой, ремонтом, заменой комплектующих и деталей, входящих в сборку. Передача роликов и возврат из ремонта происходят как в сборном виде, так и отдельно по комплектующим и деталям, входящим в сборку.
После получения ролика в ремонт происходит его разборка и оценка комплектующих на предмет их дальнейшей работоспособности. В зависимости от состояния детали подвергающейся ремонту либо замене на вновь изготовленные. В случае необходимости и для гарантированного обеспечения работоспособности ролика комплектующие (подшипники, манжеты, кольца и т.д.) подвергаются замене.
Производительность и эффективность применения МНЛЗ определяются, в первую очередь, стойкостью их частей, количеством и сложностью ремонтов.
В отечественной металлургии новые ролики, как правило, запускают в работу без защитных покрытий. Для восстановленной наплавки роликов МНЛЗ традиционно применяются сплошные и порошковые проволоки 12Х13, 20Х17 в сочетании с флюсами АН20С и АН26П, обеспечивающие хромистый наплавленный металл с ферритно-мартенситной структурой. Процесс наплавки характеризуется затруднительным отделением шлаковой корки.
МНЛЗ традиционно применяются сплошные и порошковые проволоки 12Х13, 20Х17 в сочетании с флюсами АН20С и АН26П, обеспечивающие хромистый наплавленный металл с ферритно-мартенситной структурой. Процесс наплавки характеризуется затруднительным отделением шлаковой корки.
Похожие работы
... и машин при выполнении ими заданных функций, так и техническое обслуживание. 2. Специальная часть 2.1 Назначение устройства, кинематика и принцип действия гильотинных ножниц с нижним резом Конструкция ножниц Гильотинные ножницы с нижним резом усилием 6 МН. Ножницы имеют нижний нож длиной 3000 мм и верхний наклонный нож с наклоном 1: 10 (5° 42'); максимальная толщина разрезаемого листа 50 ...
0 комментариев