Лабораторная работа №1
Тема: изготовление одежды из натуральной кожи
Цель работы: изучить технологию изготовления одежды из натуральной кожи, на примере женского пиджака
Содержание: 1. техническое описание модели
2. технологическая карта
3.описание основных узлов
Выполнение работы.
Техническое описание модели.
Пиджак с центральной бортовой застежкой на три обметанные петли и три пуговицы.
Полочка с вертикальными рельефами из плечевых швов. Карманы прорезные с клапанами.
Спинка со средним швом и вертикальными рельефами из плечевых швов.
Рукава втачные двухшовные.
Воротник отложной с лацканами.
По клапанам, воротнику, лацканам, бортам, низ рукава и низ изделия проложена отделочная строчка.
Подкладка притачная по низу, отрезная по линии талии.
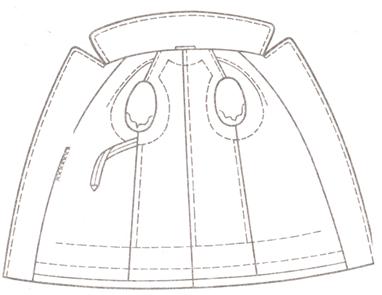
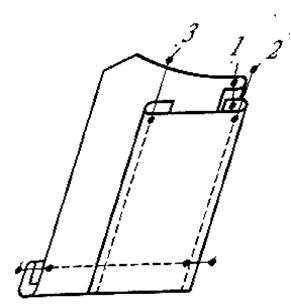
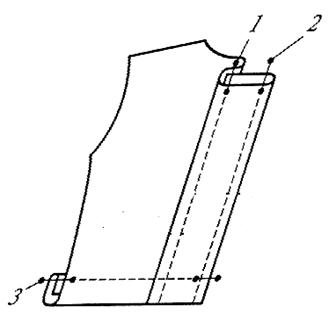
Эскиз женской куртки на рисунке 1
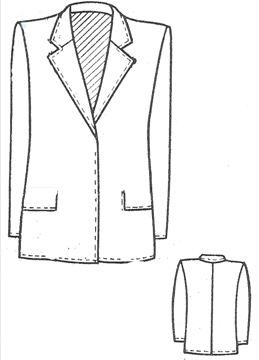
Рисунок 1 Эскиз женского кожаного пиджака
Особенности обработки основных узлов женского кожаного жакета.
Обработка рельефов, соединение составных частей основных деталей выполнено стачным швом, закрепление припусков в развернутом положении стало возможным за счет нанесенного слоя клея.
Обработка клапана. Обработка клапана выполнена с двумя закрытыми срезами. При обработки клапана припуски на обработку клапана и подкладки составляют 10мм по всем четырем сторонам. Деталь подкладки клапана дублируется прокладкой. С изнаночной стороны детали клапана и по нижней и боковым сторонам, отступив от линии края в готовом виде 2 мм, прокладывают кромку лейкопластыря шириной 5-10 мм. Припуски боковых и нижней сторон на клапане и его прокладке промазывают клеем и заколачивают на изнаночную сторону деталей.
Делается разметка кармана. По периметру входа в карман приклеивают тканую кромку шириной 10мм. Разрезают вход в карман. На изнаночную сторону припусков наносят слой клея и заколачивают их на тканую кромку. На лицевую сторону заколоченных припусков приклеивают двухстороннюю ленту "трансфер". Обтачка перегибается по ширине на 2/3 изнанкой внутрь, на 1/3 ширины обтачки наносят слой клея и ее заколачивают. Части подкладки кармана притачивают настрочным швом с открытым срезом шириной 10 мм к продублированному подзору и нижнему краю обтачки. Снимают защитную пленку с ленты "трансфер", совмещают верхний край прорези кармана с намеченной на лицевой стороне клапана линией, нижний край – с намеченной на обтачке линией и приклеивают. Отогнув клапан, прокладывают строчку по нижнему краю кармана. Затем подложив с изнаночной стороны детали подзор с подкладкой кармана, прокладывают строчку параллельно боковым и верхнему краю кармана. Строчка прокладывается на расстоянии 1-3 мм от заколоченных краев входа в карман. Стачивают подкладку кармана швом шириной 10-15 мм с одновременным закреплением углов кармана с изнаночной стороны рядом со строчкой, проложенной по лицевой стороне детали.
Обработка подбортов. В изделии с отрезными подбортами борта обработаны обтачным швом. При обтачивании бортов одновременно обтачивают уступы лацканов и притачивают подборта к низу деталей переда по линии подгиба низа. Швы в углах лацканов и бортов подрезают, оставляя припуск 1,5 – 2 мм. В концах уступов делают надсечки.
Обработка обтачных петель заключается в использовании клеевого способа, обтачки предварительно промазывают клеем с изнаночной стороны и заколачивают, перегнув по ширине пополам. Прорезают отверстие для петли, оставляя припуски на швы и надсекая материал в концах прямоугольника. Припуски на швы заколачивают, нанеся слой клея. Обтачки совмещают встык, располагают его строго по центру выреза и по краям выреза на расстоянии 1-2 мм прокладывают строчку обрабатываю борта, прокладывают с лицевой стороны вторую строчку по периметру прямоугольника, а затем прорезают подборт через петлю на лицевой стороне детали и немного расширяют разрез.
Соединение воротника с горловиной. Нижний воротник втачивают в горловину припуски на шов по обе стороны от строчки и закрепляют с помощью клея. Срезы подбортов по линиям раскрепов и подкладки по горловине подгибают и настрачивают одновременно на верхний воротник и шов втачивания нижнего воротника, вкладывая предварительно обработанную вешалку.
Части рукавов обрабатывают стачным швом, низ рукавов обрабатывают швом в подгибку с открытым срезом. Подкладка соединяется с припуском на обработку низа рукава до стачивания локтевых срезов или после обработки швов рукава. Подкладка по низу рукава притачана к припуску швом шириной 7-10мм.
При соединении с изделием подкладки, подкладку притачивают к внутренним срезам подбортов, затем к припуску на подгиб низа. к припуску на подгиб низа подкладку притачивают с образованием напуска в углах подбортов, продолжая при этом строчку обтачивания углов бортов. Ширина шва 7-10мм.
Вывод
В ходе выполнения лабораторной работы на примере женского жакета, изучили технологию изготовления одежды из натуральной кожи.
Лабораторная работа №2
Тема: сравнительная характеристика прорезных карманов
Цель работы: сравнить способы обработки прорезных карманов
Выполнение работы.
Прорезные карманы могут быть с клапанами и одной обтачкой, с клапанами и двумя обтачками, без клапанов (в рамку), с застежкой молнией, с листочками;
Обработка прорезных карманов.
1-Обработка отделочных деталей (клапана, листочки)
2-Обработка подкладки кармана
3-Сборка кармана.
1. Обработка отделочных деталей (клапана, листочки). В изделиях из натуральной кожи клапаны с подкладкой из основного материала могут обрабатываться накладным швом с одним или двумя открытыми срезами. При обработки клапанов без подкладки их стачивают в нижних углах, вывертывают и по краям прокладывают отделочную строчку по модели.
Клапаны могут обрабатываться с применением клеевых материалов для соединения деталей или закрепления краев.
При обработке клапана обтачным швом в кант подкладка клапана дублируется прокладочным материалом. Детали клапана и подкладки складывают лицевыми сторонами внутрь, уравнивая срезы и обрабатывают швом шириной 5-7 мм. Припуск шва обтачивания со стороны подкладки клапана подрезают до 2-3 мм. Промазывают клеем шов обтачивания со стороны подрезанного припуска и вывертывают деталь на лицевую сторону, выправляя край детали с образованием канта. Шов обтачивания клапана заколачивают, прокладывая отделочную строчку, если это предусмотрено техническими условиями на модель.
При обработке клапана накладным швом с двумя закрытыми срезами припуски на обработку клапана и его подкладки составляют 10-15 мм по всем четырем сторонам. Деталь подкладки клапана дублируется подкладкой. С изнаночной стороны детали клапана по нижней и боковым сторонам, отступив от линии края в готовом виде 1-2 мм, прокладывают кромку типа лейкопластыря (шириной 5-10мм). Припуски боковых и нижней сторон на клапане и его подкладке промазывают клеем и заколачивают на изнаночную сторону деталей. Детали клапана и подкладки должны получиться одного размера без учета величины канта. По припускам одной из деталей прокладывают ленту "трансферт", сняв защитную пленку с ленты. Детали склеивают между собой, совмещая сгибы заколоченных краев.
При обработки клапана с одним закрытым срезом деталь клапана дублируют прокладкой. Припуски боковых и нижней сторон клапана "трансферт" приклеивают на 2-3 мм от заколоченных краев клапана. Приклеивают подкладку к клапану, сняв защитную пленку с ленты. Заколачивают шов и прокладывают строчку на расстоянии 1-2 мм от края клапана. Припуски подкладки клапана подрезают как можно ближе к строчке соединения деталей.
При обработки клапана с кантом, выкраивают кант шириной около 25 мм необходимой длины, промазывают клеем, заколачивают, перегнув по ширине пополам изнаночной стороной внутрь. Заколачивают со слоем клея припуски нижней и боковых сторон на продублированной детали клапана на изнаночную сторону. Прокладывают ленту по краю клапана, приклеивают кант. Прокладывают ленту на припуск канта. Сняв защитную пленку с ленты, соединяют детали клапана и подкладки. Прокладывают строчку по лицевой стороне клапана 1-2 мм от заколоченного края клапана. Припуск подкладки клапана подрезают как можно ближе к строчке соединения деталей.
При соединении деталей из материалов различной толщины всегда необходимо соблюдать следующие правила: изгибается материал, толщина которого меньше; если материалы не могут подвергаться влажно-тепловой обработке, то швы соединения настрачиваются.
Обработка карманов с использованием клеевых материалов. По периметру входа в карман приклеивают тканую кромку шириной 10мм. Разрезают вход в карман. На изнаночную сторону припусков наносят слой клея и заколачивают их на тканую кромку. На лицевую сторону заколоченных припусков приклеивают двухстороннюю ленту "трансфер". Обтачка перегибается о ширине 2/3 изнанкой внутрь, на 1/3 ширины обтачки наносят слой клея и ее заколачивают. Части подкладки кармана притачивают настрочным швом с открытым срезом (шириной 10мм) к продублированному подзору и нижнему краю обтачки. Снимают защитную пленку с ленты, совмещают верхний край прорези кармана с намеченной на лицевой стороне клапана линией, нижний край – с намеченной на обтачке линией и приклеивают. Отогнув клапан, прокладывают строчку по нижнему краю кармана. Затем, подложив с изнаночной стороны детали подзор с подкладкой кармана, прокладывают строчку параллельно боковым и верхнему краю кармана. Строчка прокладывается на расстоянии 1-3 мм от заколоченных краев входа в карман. Стачивают подкладку кармана швом шириной 10-15 мм с одновременным закреплением углов кармана с изнаночной стороны рядом со строчкой, проложенной по лицевой стороне детали.
Прорезные карманы в рамку в изделиях из натуральных кожевенных материалов часто обрабатывают с застежкой молнией. Тесьму – молнию накладывают при выполнении отделочной строчки по краям рамки, или соединяют с обтачкой клеевым способом.
Накладные карманы обрабатывают без долевиков со стороны изнанки переда, на подкладке или без нее, с прокладками или без них. В изделиях из толстых кож малой растяжимости верхний край кармана может быть обработан за счет цельновыкроенного припуска, настрачиваемого на изнаночную сторону кармана без подгибки среза; обтачки, притачиваемой со стороны изнанки кармана; отделочной полоски, настрачиваемой по верхнему срезу кармана с лицевой стороны ; полоски из основного или отделочного материала, которая окантовывает верхний срез кармана .
Сравнительный анализ обработки прорезных карманов.
Рассмотрим на примере прорезного кармана с клапаном и двумя обтачками.
Обработка прорезного кармана ниточным способом
Обработка прорезного кармана клеевым способом для изделий из кожи, при такой обработке детали обтачек заколачивают вдоль посередине, заколачивают со слоем клея. Части подкладки кармана притачивают настрочными швами с открытым срезом к нижней обтачке и продублированному подзору.
Вывод
В ходе выполнения лабораторной работы рассмотрели основные способы обработки прорезных карманов.
Лабораторная работа № 3
Тема: представить эскизный ряд моделей застежек.
Цель: рассмотреть основные способы обработки различных типов застежек в одежде из натуральной кожи.
Выполнение работы.
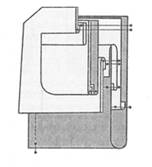
В одежде из натуральных кожевенных материалов используются различные виды застежек: на петли разных видов и пуговицы, тесьму-молнию, кнопки и т.д. одним из наиболее распространенным видом для пальто, пиджаков, жакетов является обработка застежки подбортами. Отрезные подборта в куртках, пиджаках могут состоять из трех частей, а в пальто из четырех частей с расположением швов в поперечном или в косом направлении. Швы должны быть расположены вверху ниже первой бортовой петли, внизу – на расстоянии не менее 6 см от линии низа изделия. Минимальное расстояние между швами стачивания частей подбортов и петлями равно 2,5 см. допускается совпадение шва подборта с прорезью обтачной петли. Обработка обтачных петель заключается в притачивании к деталям переда и закреплении обтачек, в прокладывании строчки по контуру петли с захватом подборта и в разрезании подборта на участке петли. Перед притачиванием обтачки предварительно промазывают клеем с изнаночной стороны и заколачивают, перегнув по ширине пополам. Прорезают отверстие для петли, оставляя припуски на швы и надсекая материал в концах прямоугольника. Припуски на швы заколачивают, нанеся слой клея. Обтачки совмещают встык, располагают его строго по центру выреза и по краям выреза на расстоянии 1-2 мм прокладывают строчку. Обрабатывают борта, прокладывают с лицевой стороны вторую строчку по периметру прямоугольника, а затем прорезают подборт через петлю на лицевой детали и немного расширяют разрез.

Рис.3.1 обработка обтачных петель клеевым способом.
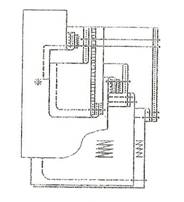
Обработка обтачных петель может выполнена швом в кант. На рисунке 3.2 представлена обработка обтачных петель одной обтачкой, на рисунке 3.3 двумя обтачками
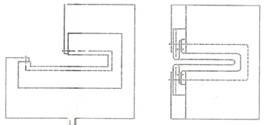
Рисунок 3.2 обработка обтачных петель одной обтачкой.
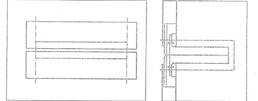
Рисунок 3.3 обработка обтачных петель швом в кант двумя обтачками.
Навесные петли из основного материала применяются для изделий из тонкой кожи. Вырезают несколько полосок кожи шириной 20-25 мм и длиной, равной диаметру пуговицы плюс 20 мм. Полоски складывают вдоль и прострачивают, предварительно соединив их с прокладкой из флизелина. Готовые полоски свертывают петельками так, чтобы сторона со швом оказалась внутри петли. На лицевой стороне детали намечают положение петель и вклеивают их кончики, а затем обрабатывают край борта.

Рисунок 3.4 обработка навесной петли, соединение ее с основной деталью, обработка борта.
Застежка на тесьму молнию используется в куртках, жилетах пиджаках. При обработки краев застежки обтачным швом расстегнутую молнию притачивают к краям деталей переда. Подборта накладывают лицевой стороной детали переда и обтачивают борта. Швы расправляют, прокладывают отделочную строчку. Тесьма – молния может вкладываться непосредственно при обтачивании бортов. При обработке края борта накладным швом с одним закрытым или двумя открытыми срезами тесьма – молния вкладывается между деталью переда подбортом, далее прокладываются отделочные строчки. Строчка прокладывается на 1-2 мм от строчки притачивания тесьмы – молнии в сторону, противоположную краю застежки.

Рисунок. 3.5 застежка на тесьму – молнию при обработке бортов: а- обтачным швом в кант, б – накладным швом с одним закрытым срезом, в- накладным швом с двумя открытыми срезами, г- клеевым способом.
Сравнительный анализ обработки застежки, рассмотрим на примере обтачных петель.
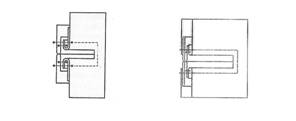
Рисунок 3.6 обработка обтачных петель швом в кант двумя обтачками, А- ниточный способ, б- с использованием клеевых материалов
Вывод
В ходе выполнения лабораторной работы изучили способы обработки застежки в изделиях из натуральной кожи.
Похожие работы
... нового прочтения. К тому же они выполнены на разнообразных, часто необычных тканях. 3. ПОДГОТОВИТЕЛЬНО-РАСКРОЙНЫЕ РАБОТЫ Подготовительно-раскройное производство в условиях изготовления одежды по индивидуальным заказам представляет собой комплекс работ, осуществляемых предприятием для выполнения заказов населения. Разработка и внедрение осуществляется с помощью конструкторско-технологической ...
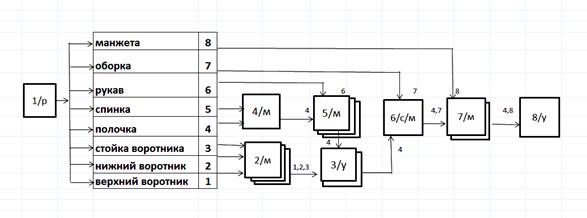
... оборудование, время уточняется. Технологическая последовательность может быть представлена в табличном или графическом виде, в виде графа процесса. Таблица 2.9 Технологическая последовательность изготовления блузки женской из поплина №№ п/п наименование неделимых операций специальность разряд затраты времени по моделям оборудование, приспособления, инструменты 1 2 3 4 5 8 ...
... рельефа под строчку прокладывают шнур. Стачные швы в кант используют при изготовлении форменной одежды, для отделки спортивной одежды. Клеевые способы соединения. В технологии швейных изделий эти способы основаны на применении клеевых веществ. Клеевые соединения с применением термопластичных клеевых материалов применяются на утюжильном или прессовом оборудовании. Клеевые соединения выполняют ...
... платья, блузы Металлические 400 и более Стойкие Брюки, ведомственная одежда В соответствии с проведенным анализом ассортимента и свойств основного и вспомогательного материалов для изготовления летнего платья для девочки дошкольного возраста были выбраны необходимые основной, прокладочный, скрепляющий материал и фурнитура, образцы которых приведены в приложении 6. 5. Определение единичных ...
0 комментариев