Министерство образования и науки Российской Федерации
Волжский институт строительства и технологий
(филиал)
Волгоградского государственного архитектурно-строительного университета
Факультет МТ
Кафедра ТОМП
Курсовая работа
по дисциплине: «Технология производства»
«Циркониевый электрокорунд, его получение, свойства, применение»
Выполнила: ст.гр. ПМКМП-2-07
Тарасова Я.А.
Проверил: к.т.н., доцент
Орлова Т.Н
Волжский 2010
Содержание
Введение
Циркониевый электрокорунд
Свойства циркониевого электрокорунда
Микроструктура циркониевого электрокорунда
Фазовые равновесия в электрокорунде системы А12О3-ZrO2
Заключение
Список литературы
Введение
В курсовой работе будет рассмотрен технологический процесс плавки циркониевого электрокорунда, особенности его структуры, физических и химических свойств, а также их изменение от скорости охлаждения расплава и др. Данная работа опирается на опыты проводимые во ВНИИАШе под руководством В.В. Карлина, и с участием И.П. Васильева Г.М. Зарецкой и др.
Циркониевый электрокорунд
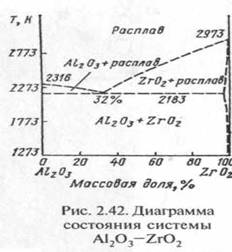
Циркониевый электрокорунд будем рассматривать как продукт кристаллизации двойной системы. В этой системе, по данным Г. Вартерберга, при массовой доле ZrO2, равной примерно 40 %, появляется эвтектика с температурой плавления 2193 К. Р.Ф. Геллер определил наличие эвтектического сплава при массовой доле в нем ZrO7, равной 55 %, с температурой плавления 2158 К. Поданным японских исследователей температура плавления эвтектики составляет 2163 К. А.С. Бережной, исследуя систему А17О3—ZrO^, построил расчетную диаграмму состояния (рис. 2.42), согласно которой массовая доля ZrO2 в эвтектическом сплаве составляет 32 %, а температура его плавления 2183 К.
Характерной чертой системы А12О3—ZrO2, содержащей 20—25 % ZrO7, является присущая корунду высокая твердость в сочетании с повышенной вязкостью разрушения. При этом наиболее эффективное повышение вязкости разрушения достигается при использовании в композиции тетрагональной формы ZrO2, стабилизируемой введением в материал 2—3 % (по массе) оксида иттрия Y2O3. Стабилизация кубической формы диоксида циркония более высокими концентрациями (5-6 % Y2O3 по массе), напротив, приводит не к повышению, а к снижению вязкости разрушения материала. Моноклинная форма ZrO2 в циркониевом электрокорунде также повышает прочность и вязкость разрушения корунда, но в меньшей степени, чем тетрагональная форма. Это обстоятельство чрезвычайно важно учитывать при получении циркониевого электрокорунда, применяемого для силового шлифования, где роль прочности, ударной вязкости и трещиностойкости абразивного зерна для его эксплуатационных характеристик существенно возрастает. В зависимости от условий кристаллизации существенно изменяются свойства циркониевого корунда (табл. 1). Изменение прочностных показателей зерен циркониевого электрокорунда связано с дефектами его микроструктуры, определяемой наличием микротрещин между корундом и баделеитом, обусловленных различием коэффициентов термического расширения этих минералов и возможными модификационными переходами диоксида циркония. С уменьшением размеров кристаллов циркониевого электрокорунда возрастает их сопротивляемость разрушению. Например, уменьшение кристаллов, образующих эвтектические участки со 150 до 30 мкм, увеличивает сопротивление разрушению зерен крупностью 125 мкм более чем в два раза.
Таблица 1
Некоторые свойства зерен циркониевого электрокорунда в зависимости от скорости охлаждения расплава (по данным ВНИИАШа)
| Скорость охлаждения, ◦С/мин | Прочность единичного зерна № 125, Н/зерно | Прочность совокупности зерен, % | Насыпная масса, кг/м3 | Износостойкость, мин/мм |
| 8 16 60 170 2000 | 163 197 249 287 351 | 66,0 79,3 83,1 87,0 87,0 | 1910 1930 1990 1970 2030 | 412 470 535 614 1200 |
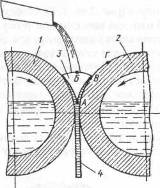
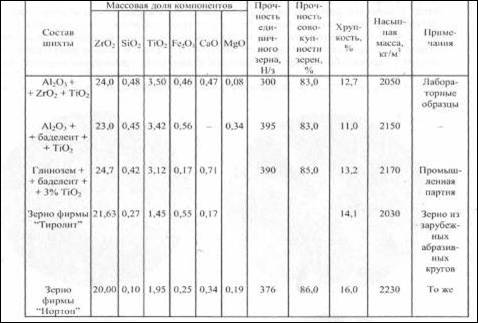
Размер кристаллов циркониевого электрокорунда зависит от условий охлаждения расплава. Так, по данным ВНИИАШа, с увеличением скорости охлаждения расплава от 12—20 до 1000— 2000 °С/мин размер первичных кристаллов уменьшается с 300—400 до 30—10 мкм и растет число участков эвтектического строения. Скорость охлаждения расплава можно изменять, разливая его в металлическую изложницу, аналогичную изложнице такой же емкости, но с металлическими шарами, ускоряющими охлаждение расплава, и на валках-кристаллизаторах. В последнем случае расплав из печи поступает в зону формирования ленты, образуемую усилием прижима двух охлаждаемых валков (рис. 2.43), вращающихся навстречу друг другу. На поверхности каждого из вращающихся валков / и 2 образуются твердые "корочки" расплава, которые, встречаясь в точке А (см. рис. 1), сливаются (свариваются) в одну общую "корочку" — твердую полосу циркониевого электрокорунда. Температура расплава в печи при этом составляет 2323— 2373 К, в струе — 2173—2253 К, а в зоне формирования полосы 4 в клине расплава 3 между валками — 2123—2163 К. Оптимальная скорость формирования электрокорундовой полосы в этих условиях составляет 0,17 м/с, а ее толщина— 2,5— 3,5 мм. Выход крупного шлифзерна (размер частиц 2—1 мм) из такой полосы составляет 65,3 %, а насыпная масса его изменяется в пределах 2010—1920 кг/м3. Сравнительная характеристика химического состава и некоторых свойств зерен циркониевого электрокорунда отечественного производства, полученного из различных шихтовых материалов и охлажденного в валках-кристаллизаторах, по сравнению с зарубежными аналогами приведена в табл. 2.
Анализ данных табл. 2. показывает, что используя различного состава шихты, можно получать материалы с высокими физико-механическими свойствами. При этом зарубежные аналоги, несмотря на более низкое содержание в них ZiO2, отличаются более высокими значениями насыпной массы, что, по-видимому, можно объяснить различием в технологии получения зерна. Особенность зарубежной технологии заключается в том, что кристаллизация циркониевого электрокорунда осуществляется в формах с добавлением в них в ходе слива расплава металлических шаров или кусков циркониевого электрокорунда предыдущих плавок, ускоряющих процесс охлаждения расплава. После этого измельчение материала производится в шаровых или стержневых мельницах, обеспечивающих более изометричную форму зерна и более высокую его насыпную массу по сравнению с зерном, полученным из материала, закристаллизованного в валках.
Недостатком способа кристаллизации циркониевого электрокорунда в валках-кристаллизаторах является малая их удельная производительность и низкая стойкость.
Таблица 2
Сравнительная характеристика зерна циркониевого электрокорунда, полученного из различных шихтовых материалов в валках-кристаллизаторах.
Технологический процесс промышленной плавки циркониевого электрокорунда аналогичен плавке белого и легированного электрокорунда способом "на выпуск" и производится в таких же электрических трехфазных дуговых печах. При этом в качестве глиноземсодержащего сырья используют шлифматериалы белого и нормального электрокорундов, взятых, как правило, из избыточных номеров зернистостей, находящих ограниченное применение в производстве абразивного инструмента. В качестве второго компонента применяют диоксид циркония, содержащий порядка 98 % ZrO2 или циркониевый концентрат. Для получения мелкокристаллической структуры циркониевого корунда в России и за рубежом выпуск расплава корунда производят в изложницу, 50 % объема которой заполняется стальными шарами, или применяют специальные изложницы, обеспечивающие охлаждение расплава в виде пластин толщиной 20-50 мм; применяют также охлаждение в валках-кристаллизаторах, о чем было изложено выше.
Свойства циркониевого электрокорунда
При формировании микроструктуры фаз циркониевого электрокорунда, как и других электроплавленых оксидных материалов, важное значение имеют скорость разливки сплава и последующие условия охлаждения. Так, непрерывнолитые заготовки, полученные на валках-кристаллизаторах, имеют улучшенную микроструктуру и обеспечивают более высокое качество абразивного зерна (изделий). В опытах расплав циркониевого электрокорунда на основе технического глинозема и нормального электрокорунда разливали со скоростью формирования слитка-ленты 0,16 м/с. Ввиду хрупкости слиток, попадая в приемный короб, разламывался на куски различных размеров. Раздельное охлаждение кусков на воздухе позволяло иметь более высокую скорость снижения температуры по сравнению с охлаждением кусков в стопке в коробе. Исследования показали, что минералогический (фазовый) состав и разрушаемость фракции < 1600 и < 1250 мкм шлифзерна циркониевого электрокорунда зависят от применяемого в шихте глинозем содержащего материала (технического глинозема или нормального электрокорунда), количества фазы ZrO2T и условий охлаждения слитка-ленты. Разрушаемость шлифзерна X определяли по выражению, % Х = (1—G/P) 100, где G — масса остатка шлифзерна после испытания и рассева на сите с размером стороны ячейки 1000 мкм; Р — масса исходной навески шлифзерна (100 г).
Таблица 3
Химический и фазовый состав циркониевого электрокорунда и разрушаемость шлифзерна.
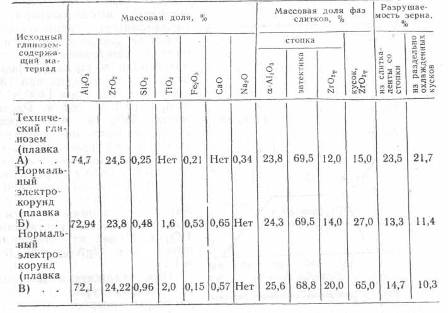
В табл.3 приведены данные, характеризующие изменение фазового состава циркониевого электрокорунда, полученного на основе технического глинозема (плавка А), нормального электрокорунда без присадки алюминия (плавка Б) и с присадкой алюминия (плавка В). Количество а-А12О3 и эвтектики относятся к случаю охлаждения кусков слитка-ленты каждой плавки в стопке, а количество фазы ZrO2T для обоих случаев — для охлаждения в стопке и в виде отдельных кусков на воздухе. К сожалению, авторы не привели полный фазовый состав сплавов с указанием количества сопутствующих фаз, как-то: Na2O-11А12О3 (для плавки А), СаО-6А12О3, анортита, титановых минералов и др. (для плавок Б и В).
Из данных табл.3 следует, что присадка 0,3% Al в расплав (плавка В) повышает количество фазы ZrO2T с 14% (плавка Б, без присадки А1) до 20% в слитках, охлажденные в стопке. Авторы связывают это только с присадкой алюминия
По-видимому, следует учитывать также и тот факт, что в плавке В более высокая концентрация оксидов титана (2,0 против 1,4% в плавке Б) в пересчете на TiO2, что приводит также к большему выходу стабилизированной фазы ZrO2T. С этим, очевидно, связано и большее количество фазы ZrO2T в плавке Б (14,9%) в сравнении с плавкой А (12,0%) на основе технического глинозема, в которой оксиды титана отсутствовали. Это подтверждается данными табл. 9.1, в которой приведены связь количества ZrO2T от добавок ТiO2, поэтому большее количество фазы ZrO2T в сплаве плавки В (2,0 % TiO2) в сравнении со сплавами плавок Б (1,6% TiO2) и А (ТiO2 отсутствует), очевидно, связано не только с присадками в расплав алюминия, но и наибольшим для данной серии плавок содержанием оксидов титана. В связи с этим при выборе оптимального содержания стабилизирующей добавки необходимо учитывать концентрации других оксидов, присутствующих в расплаве циркониевого электрокорунда. Предметом дальнейших исследований должно быть установление функциональной связи количества ZrO2T в слитках от полного химического состава электрокорунда, поскольку разрушаемость, хрупкость зерна тем ниже, чем выше (в изученных пределах) содержание тригональной модификации диоксида циркония (фазы ZrO2T).
Микроструктура циркониевого электрокорунда
Микроструктура циркониевого электрокорунда в существенной мере зависит от условий охлаждения расплава. Первичные кристаллы корунда, как правило, имеют вытянутую форму в направлении теплоотвода, а диоксид циркония в виде баделеита обрамляет кристаллы корунда или образует эвтектические участки. В качестве примера на рис. 3 показаны микроструктуры циркониевого электрокорунда, полученного при различных скоростях охлаждения, а на рис. 5 — полученного в слитках различной толщины (разная степень охлаждения по зонам слитка) поданным ВНИИАШа. Для всех видов представленных слитков характерно скелетное строение первичных кристаллов корунда, сцементированных корунд-баделеитовой эвтектикой (см. рис. 5, а— в) или баделеитом (см. рис. 5, г). Вытянутая в одном направлении форма первичных кристаллов, характерная для краевых зон слитков (рис. 2.46, я, б), особенно четко выражена в слитках малой толшины^(60 и 25 мм); для всех слитков четко выражено увеличение размеров кристаллов от периферии слитка к его центру (см. рис. 6).
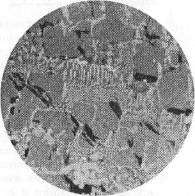
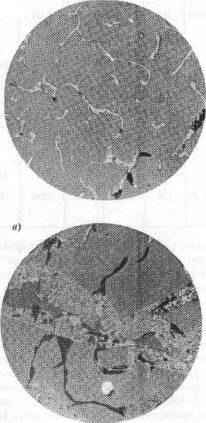
Рис. 3. Микроструктура циркониевого электрокорунда (массовая доля ZrO2 составляет 20—25 %) при различных скоростях охлаждения (х250):
а— 12-20 °С/ммн; б— 80-130 °С/мин; • — 1000 "С/мин;
г— циркониевый электрокорунд фирмы "Нортон" (х500)
Максимальное содержание эвтектики характерно для слитка толщиной 100 мм. В слитках толщиной 60 и 25 мм в их наружных зонах "эвтектика" отсутствует, а на стыках корундовых кристаллов кристаллизуется практически только баделеит. Наружные зоны слитков содержат значительное количество округлой формы пор, число которых возрастает по мере роста толщины слитка. Вокруг этих пор обычно наблюдается кристаллизация "эвтектики". При введении в ходе плавки циркониевого электрокорунда добавки SiO9 в готовом продукте наблюдается стекло, содержание которого растет по мере
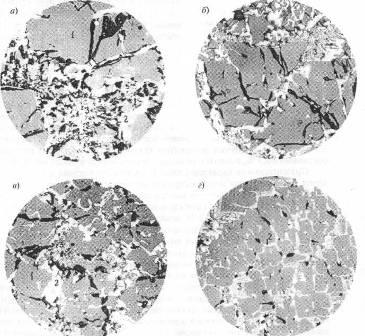
Рис. 5. Микроструктура центральных зон слитков циркониевого электрокорунда различной толщины по данным В.В. Карлина с сотрудниками:
а — 200 мм (скорость охлаждения 10 С/мин); 6- 100 мм (20 С/мин); в — 60 мм (60 С/мин); г— 25 мм (170 °С/мнн); /-— корунд; 2— баделеит, 3— корундбаделеитовая "эвтектика*1 (свет отраженный х200)

Рис. 6. Микроструктура циркониевого электрокорунда
в слитках толщиной 25 мм (свет отраженный; х200) {а— краевая зона; б— центр) и 60 мм (в— краевая зона; г— центр):
Фазовые равновесия в электрокорунде системы А12О3 —ZrO2
Электроплавленый продукт состава 70 % А12О3—30 % ZrO2 является исходным материалом для получения абразивного инструмента. Силовое обдирочное шлифование этим абразивом ведется при высоких скоростях резания (от 60 до 80 м/с) и больших радиальных усилиях прижатия абразивного круга к обрабатываемой поверхности (5—10 кН), что обеспечивает производительность сошлифования до 250 кг стали/ч и 400 кг чугуна/ч. Абразивный круг (шлифзерно) подвергается высоким термическим нагрузкам. Температура в зоне резания достигает температур плавления обрабатываемых стальных и чугунных деталей. Изготовление абразивных кругов также связано с их обжигом при высоких температурах, поэтому необходимо учитывать полиморфные превращения оксида циркония и других фаз, которые могут оказывать влияние на качество абразивного инструмента.
Новыми исследованиями установлено, что стабилизируется не моноклинная модификация (бадделеит), а тетрагональная структура ZC (или ZrO2K). Наибольший эффект повышения качества
циркониевого электрокорунда достигается при стабилизации тригональной модификации (ZrO2T). Имеются два главных направления стабилизации ZrO2T в сплавах А12О3 — ZrO2: легирование расплавов некоторыми тугоплавкими оксидами и создание высокой степени нестехиометричности ZrO2 по кислороду (ZrO2-x). Выбору оптимального состава электрокорунда, легированного ZrO2, предшествовал большой период исследовательских и опытно-промышленных разработок по определению требований к химическому составу исходных компонентов шихты, технологическим параметрам плавки в дуговых печах и скорости разливки (кристаллизации) и охлаждения. В последние годы производимый циркониевый электрокорунд, облагороженный также некоторыми оксидами, содержит 70% А12О3 и 30% ZrO2.
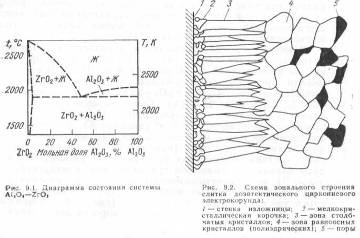
Диаграмма состояния системы А12О3 — ZrO2 относится к простым эвтектическим (рис. 9.1). Координаты эвтектической точки точно не установлены и по данным различных авторов колеблются в пределах 32—55% ZrO2 и 1983—2193 К.
А12О3 — ZrO2 сплав состава 75% А12О3 —25% ZrO2 должен иметь в структуре 36,2% первичных кристаллов а-А12О3 и 63,8 % эвтектики. Однако промышленные слитки кристаллизуются в неравновесных условиях с различной скоростью. Поэтому соотношение структурных фаз может существенно различаться, что, естественно, влияет на свойства циркониевого электрокорунда.
Также в опытах сравнивали процессы формирования структуры образцов сплава доэвтектического (75% Al2O3 + 25%ZrO2) и заэвтектического (37,1% А12О3 + 62,9% ZrO2). Скорость охлаждения изменяли, разливая расплав из электродуговой печи в металлическую изложницу вместимостью 0,25 м3, в изложницу такой же вместимостью с металлическими шарами и на валках-кристаллизаторах. В слитках доэвтектического состава, полученных при скоростях охлаждения по всем трем вариантам, выявлены три характерные макроструктурные зоны: 1) мелкокристаллической корочки; 2) столбчатых кристаллов; 3) равноосных полиэдрических кристаллов. В макроструктуре слитков выявляются поры (рис. 9.2). Толщина и микроструктура корочки не зависят от скорости охлаждения. Условия разливки оказывают большое влияние на формирование зон столбчатых и равноосных кристаллов. Выявлено принципиальное различие структур закристаллизованных с различной скоростью доэвтектического и заэвггектического расплавов. В образцах доэвтектического сплава большие скорости не подавляют кристаллизацию первичных кристаллов А12О3 и образование квазиэвтектической структуры. В заэвтектическом сплаве (62,9% А12О3) в зоне мелкокристаллической корочки первичные кристаллы полностью отсутствуют. Существенно отличаются и формы роста кристаллов а-А12О3, ZrO2 и эвтектики. Для первичных кристаллов а-А12О3 характерны граненные, а для ZrO2 — округлые формы роста. Ведущей фазой при кристаллизации эвтектики А12О3 — ZrO2 является А12О3. Колонки эвтектики дублируют строение и внешнюю форму кристаллов корунда. В доэвтектическом сплаве, размеры первичных кристаллов а-А12О3 и эвтектических колоний в сплаве соизмеримы между собой и минимальны. Это обстоятельство обеспечивает получение из этих сплавов шлифовального зерна с наименьшей разрушаемостью.
ФАЗОВЫЕ РАВНОВЕСИЯ В ЭЛЕКТРОКОРУНДЕ СИСТЕМЫ А12О3 — ZrO2 — TiO2

В системе ZrO2 — TiO2 (рис. 9.3) образуется одно соединение ZrO2-TiO2 с широким интервалом гомогенности. Имеются области твердого раствора TiO2 в ZrO2 и твердого раствора ZrO2 в TiO2. Расворимость TiO2 в ZrO2 определяли методом высокотемпературного твердофазного взаимодействия. Порошки исходных веществ готовили с осаждением из раствора, прессовали в стальной форме и отжигали на воздухе при 1300 °С в течение 792 ч, при 1400 °С 360 ч и при 1500сС 288 ч. Растворимость TiO2 в тетрагональном ZrO2T, определения рентгенофазовым и дифференциальным термическим анализом, составила 13,8±3% при 1300 °С, 14,9±0,2% при 1400 °С и 16,1 ±0,2% при 1500 °С. При охлаждении до комнатной температуры эти твердые растворы превращаются в мета-стабильные моноклинные твердые растворы без изменения состава.
Исследовано влияние титансодержащих (и для сравнения оксида кальция) добавок в расплав 70% А12О3 + 30% ZrO2 на минеральный состав и температурные интервалы полиморфного превращения ZrO2 в сплавах. Проведены три серии плавок. В первой TiO2 вводили в шихту, состоящую из А12О3 и ZrO2, затем ее сплавляли в дуговой печи. Во второй TiO2 присаживали в расплав перед выпуском из печи и в третьей в расплав перед выпуском вводили не TiO2, а металлический титан Плавки всех трех вариантов разливали на валках-кристаллизаторах. Расплавы (70% А12Оз — 30% ZrO2) с 4% СаО сливали в изложницу вместимостью 0,5 м3. Установлено, что количество ZrO2T и температурные интервалы обратимого превращения ZrO2T->-—ZrO2M зависят от условий легирования расплава титансодержащими добавками и последующих режимов термической обработки образцов циркониевого электрокорунда. Массовая доля ZrO2T в случае присадки TiO2 в шихту составило 20%. Если TiO2 вводили перед выпуском, содержание ZrO2T увеличилось до 55%. В образце сплава с присадкой TiO2 в шихту, массовая доля непревра-тившейся фазы ZrO2T после термообработки (1300 °С, 15 мин) составила 20%, т. е. осталась на уровне исходного его содержания. В случае ввода TiO2 в расплав перед выпуском массовая доля ZrO2T достигла 55%, а после термообработки уменьшилась до 30%. Отжиг образца с вводом металлического титана перед выпуском (по режиму 1300 °С, т = 2 ч) приводил к полному завершению протекания превращения ZrO2T-^ZrO2M. В сплаве, стабилизированном СаО, содержались минеральные фазы: корунд а-А12О3, гексаалюминат кальция СаО-6А12О3 и оксид циркония двух модификаций в соотношении 80% ZrO2M и 20% ZrO2T. Кубическая модификация ZrO2K отсутствовала. Превращение ZrO2M-^ZrO2T в образце Д происходило при 900 ~С. Таким образом, установлено, что ввод титансодержащих добавок в расплав эдектрокорунда состава 70% А12О3 + 30% ZrO2 стабилизирует фазу ZrO2T и повышает ее устойчивость при изменении температурных условий. Механизм стабилизации ZrO2T трактуется по-разному. В монографии А. П. Гаршина и др. указывается, что стабилизация ZrO2T возможна благодаря образованию твердого раствора TiO2 в ZrO2T К. Е. Скуббаро, анализируя физические свойства нестехиометрических неорганических материалов, указывает, что в соответствии с причинами, вызывающими образование соединений переменного состава, нестехиометрические соединения можно разделить на две большие группы. К первой отнесены соединения, образованные вследствие существования одного из элементов в нескольких валентных состояниях, ко второй — соединения, образованные вследствие изоморфного замещения одного элемента атомами другого с отличающейся валентностью. Причем при изоморфном замещении возможно отсутствие атомов в узлах решетки и отсутствие катионов в узлах решетки, например. В этой связи встречающаяся в литературе запись стабилизированных модификаций оксида циркония без указания отсутствия дефектности аниона подлежит уточнению. Б.Я. Сухаревский и А.М. Гавриш показали, что выигрыш в работе образования зародыша новой фазы при полиморфном превращении возможен только в случае неравновесной концентрации вакансий в образце. В случае закаленной ZrO2 наблюдается как заметное снижение температуры перехода, так и вырождение изотермической полноты превращения. Высокую дефектность ZrO2 по кислороду можно достичь не только восстановлением оксида циркония титаном, но и алюминием или другими металлами, имеющими высокое химическое сродство к кислороду и оксиды которых не образуют с А12О3 соединений (структурных фаз), снижающих абразивные свойства зерна (изделий) циркониевого электрокорунда.
Заключение.
Циркониевый электрокорунд обладает большой износостойкостью и динамической прочностью, применяется для изготовления силовых обдирочных кругов (зачистка заготовок металла - устранение поверхностных дефектов перед прокаткой), в качестве материала для дробеструйных машин и галтовочных барабанов, в качестве добавки при производстве шлифовальных и обдирочных кругов из нормального электрокорунда марки 13А,14А различных типоразмеров и отрезных дисков - для повышения износостойкости и производительности. Шлифзерно циркониевого электрокорунда с содержанием ZrO2 30-40% менее прочное на износ и хрупкое, но за счет выкрашивания мелких частиц сохраняет 'колючую' поверхность и оставляет меньше прижогов на рельсах. Комплексное применение шлифзерна ZrO2(20-25%) и ZrO2(35-40%) позволяет решить проблему увеличения ресурса круга и исключения прижогов. Применяется при производстве фрикционных материалов для различных тормозных систем, позволяет получить хорошее трение без износа диска, производство шлифовальной шкурки для лепестковых торцевых кругов и др. Аспирационная пыль используется как добавка в жаростойкие краски, во фрикционные материалы.
Список литературы
1. Абразивные материалы и инструменты. Технология производства. Гришин, Федотов.
Похожие работы
... на глубину шлифования. В том случае, когда высота шлифовального круга больше ширины шлифуемой заготовки, поперечная подача отсутствует. 3.Оборудование и инструменты. 3.1.Классификация шлифовальных станков. Металлорежущие станки, предназначенные для обработки заготовок абразивными инструментами, составляют группу – шлифовальные станки. Шлифовальные станки обеспечивают шестой и седьмой ...
... контрольного приспособления в значительной степени зависит от принятого метода измерения, от степени совершенства конструкции приспособления и от точности изготовления его элементов. В технологическом процессе изготовления вала вторичного коробки передач автомобиля ГАЗ 53 применяется специальное контрольное приспособление. Приспособление является прибором напольного типа, т.к. само является ...
... 795 материал, содержащий 95—99 % А12О3; Подгруппа высокоглиноземистый 799 материал, содержащий свыше 99 % А1203./1/ Электроизоляционные керамические материалы по назначению классифицируются согласно табл. 2 (см. приложения)./16/ Если поры керамики сообщаются между собой и поверхностью изделия, то она называется «пористой», т. е. имеющей ...
... результаты. В этом случае целесообразно использовать керамику марки ВЗ. Минералокерамику марок ВОК-60, ВОК-63 используются при фрезеровании закаленной стали и высокопрочных чугунов. Новым инструментальным материалом, созданным на основе нитрида кремния, является силинит-Р. Он используется при чистовом точении сталей, чугуна, алюминиевых сплавов. АБРАЗИВНЫЕ МАТЕРИАЛЫ Большое место в ...
0 комментариев