Написать инструкцию по определению содержания водорода в сплаве методом первого пузырька
Описать возможные изменения структуры сплава вследствие развития внутрикристаллической ликвации
Предложить теоретически обоснованный метод и технологию модифицирования сплава
Пользуясь справочной литературой, определить оптимальную температуру заливки сплава
Навигация
Пользуясь справочной литературой, определить оптимальную температуру заливки сплава
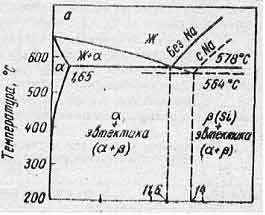
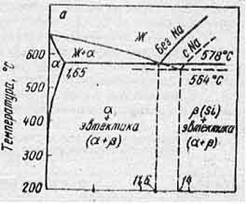
Анализ процесса взаимодействия сплава АЛ11 с газами
25915
знаков
4
таблицы
11
изображений
3.7 Пользуясь справочной литературой, определить оптимальную температуру заливки сплава
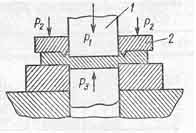
Согласно справочнику оптимальная температура заливки сплава АЛ11 равна 700-750 Со. Но в зависимости от толщины стенок следует подбирать определённую температуру перегрева для обеспечения полного заполнения формы.
3.8 Сформулировать теоретически обоснованные рекомендации, направленные на устранение дефектов типа неполного заполнения формы и вторичных шлаковых включений в случае их появления при серийном изготовлении отливки
Для повышения заполняемости формы металлом следует:
· Увеличить температуру заливки металла, уменьшив его вязкость, но при этом понижается его качество.
· Увеличить скорость течения металла.
Для борьбы со вторичными шлаковыми включениями необходимо чтобы реальная скорость в питателе была меньше максимально допустимой, этого можно достичь путём увеличения сечения питателя и уменьшения сечения стояка также можно скруглить острые углы и исключить ударение потока расплава о стенки при его движении в полость формы.
3.9 Пользуясь справочной литературой оценить жидкотекучесть сплава
Спалв АЛ11 обладает высокой жидкотекучестью его применяют для производства отливок очень сложной конфигурации
4. Анализ процессов питания затвердевающей отливки
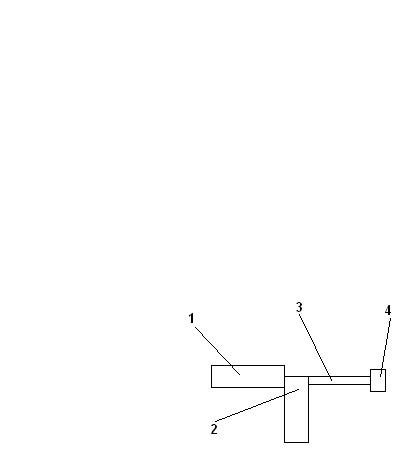
4.1 Оценить вероятность появления в отливке дефектов типа усадочных раковин или усадочной пористости
В целом данная отливка мало склонна к возникновению усадочной пористости т.к она изготавливается из узкоинтервального сплава (∆T=92o)
 В элементе (4) данной отливки велика вероятность возникновения усадочной пористости т.к более тонкая часть (3) затвердевает раньше и перекрывает доступ жидкого металла к массиву (4) .
В элементе (4) данной отливки велика вероятность возникновения усадочной пористости т.к более тонкая часть (3) затвердевает раньше и перекрывает доступ жидкого металла к массиву (4) .
4.2. Представить модель литой детали, как совокупность связанных между собой геометрических элементов и построить соответствующий график, вершины которого интерпретируются как элементы отливки, а рёбра – связь между ними
Граф литой детали:

1 2 3 4
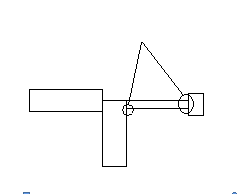
4.3 Учитывая продолжительность затвердевания каждого элемента литой детали на рёбрах графа литой детали расставить стрелки, указывающие последовательность затвердевания элементов. Стрелки должны быть направлены от элементов с большей продолжительностью затвердевания к элементам с меньшей продолжительностью затвердевания. Продолжительность затвердевания смежных элементов оценивать ориентировочно по значениям их приведённых размеров
Ориентированный граф отображающий последовательность затвердевания литой отливки:
![]()
![]()
![]()
![]()
Исходя из значений приведённых размеров определяем последовательность затвердевания элементов отливки:

1 2 3 4
Рис№1 (Ориентированный граф отображающий последовательность затвердевания литой отливки)
4.4 Проанализировать ориентированный граф литой детали с целью обнаружения элементов литой детали, в которых наиболее вероятно образование усадочных раковин или пористости. Основным признаком таких элементов (тепловых узлов) является полное отсутствие на ориентированном графе литой детали стрелок, входящих в соответствующую вершину
Основным признаком таких элементов является полное отсутствие на ориентированном графе литой детали стрелок, входящих в соответствующую вершину.
На рис№1 тепловым узлам литой детали соответствуют вершина №2 т.к. в неё не входит ни одной стрелки.
4.5 Дополнить граф литой детали элементами системы питания отливок к которым относятся: прибыли, питатели; технологические напуски, холодильники и утепляющие вставки. Условные обозначения приведены в таблице №2
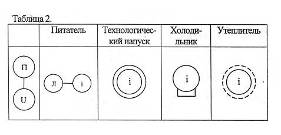
Граф системы питания отливки:


П 1 2 3 4
4.6 Оценить эффективность работы системы питания анализируемой отливки. Формальным признаком эффективности системы питания является отсутствие в графе системы питания вершин, в которые не входит хотя бы одна стрелка. Это не относится к вершинам, соответствующим прибылям и питателям
Формальным признаком эффективности системы питания является отсутствие в графе системы питания вершин, в которые не входит хотя бы одна стрелка. Это утверждение не относится к вершинам, соответствующим прибылям и питателям.
Данная система питания является достаточно эффективной т.к. т.к. на тепловой узел №2 произведена установка холодильника, на элемент №1 устанавливаем утеплитель(путём утолщения слоя краски наносимого на внутреннюю полость кокиля)
4.7 Оценить экономичность прибылей, применяемых в системе питания отливки по значениям коэффициента запаса
![]()
k- коэффициент запаса прибыли
Vi, Vn- объём i-го элемента отливки питающей его прибыли
a- усадка сплава при кристаллизации
а=4,2%
Vi=386,4 см3
Vn=120 см3
k=![]()
k=![]() коэффициент запаса прибыли которая питает отливку:
коэффициент запаса прибыли которая питает отливку:
4.8 Предложить свой вариант системы питания отливки и построить соответствующий граф
Граф данной отливки соответствует ранее предложенному варианту.
Отличием данной отливки является наличие второго питателя, что уменьшает скорость расплава в них в следствии чего исключается замешивание в расплав вторичных шлаковых включений.

5. Анализ процессов силового взаимодействия отливки с формой
5.1 Написать формулу, позволяющую рассчитать размеры модели оснастки с учётом линейной усадки сплава
![]() ,
,
εлит =1,3% – линейная усадка;
lмод – размер модельной оснастки;
lотл =196(мм) – размер отливки.
![]()
![]()
![]()
5.2 Сформулировать теоретически обоснованные мероприятия, направленные на уменьшение уровня усадочных, термических и фазовых напряжений в отливке
Чтобы предотвратить образование усадочных и термических напряжений, необходимо провести следующие мероприятия:
1. Исключить неравномерное распределение температуры в охлаждающейся отливке. В данной отливке есть элементы, которые затвердевают раньше, чем другие части отливки. Также имеются упорные места (фланцы) которые препятствуют свободной линейной усадке перемычки (3) в результате чего в ней образуются усадочные напряжения, что может привести к образованию горячих и холодных трещин.
2. Исключить или снизить тормозящее действие неподатливой формы (путём установки проставок из податливых материалов). В данном случае литьё производится в неподатливую форму – кокиль.
5.3 Пользуясь справочной литературой оценить предрасположенность сплава к образованию горячих трещин
Сплав АЛ11 имеет малую склонность к горячим трещинам. Горячеломкость сплава АЛ11 – толщина кольца 5 мм.
Например: горячеломкость сплава АЛ19 – толщина кольца 32.5 мм
Горячеломкость сплава АЛ7- толщина кольца 35мм
5.4 На эскизе отливки указать участки, в которых наиболее вероятно образование горячих трещин
трещины
Склонность к трещинообразованию будет проявляться на выделенных участках, вследствие возникновения затрудненной усадки в этих местах.
5.5 Сформулировать теоретически обоснованные мероприятия, направленные на борьбу с образованием в отливке горячих и холодных трещин
Для уменьшения вероятности возникновения холодных трещин следует провести ряд мероприятий.
1) Изменить состав сплава в рамках допустимых значений компонентов сплава.
2) Уменьшить содержание примесей в расплаве.
Все эти мероприятия проводятся во время приготовления сплава перед заливкой.
Также возможно применение специальных вставок из податливых материалов (песчано-стержневая смесь)
Похожие работы
... стенки предмета самонесущие (сами себя несут). Но часто стенки только закрывают внутреннее содержание это должно быть ощутимо извне, так как влияет на трактовку поверхности предмета. индивидуальное оригинальное художественное изделие Внешний вид изделия может говорить о его тонкости или жесткости, о том, что это не монолитный предмет, а оболочка, в которую заключено что-либо, или просто полезное ...
0 комментариев