Навигация
Последовательность и принцип набора сканного рисунка с технологией его изготовления: пайкой и монтировкой
39578
знаков
0
таблиц
3
изображения
3. Последовательность и принцип набора сканного рисунка с технологией его изготовления: пайкой и монтировкой
Из приготовленных первичных элементов производят набор рисунка и установку его на клей. Можно различить четыре способа набора скани в зависимости от ее вида (и разновидности):
а) Напайная филигрань (фоновая). В этом случае рисунок переводят на подготовленную (отожженную, отбеленную, промытую и высушенную) заготовку из листового металла (золото, серебро, красная медь), по толщине, размерам и конфигурации соответствующую рисунку и предназначенную для фона.
Набор начинают или с установки главных, наиболее крупных элементов композиции, выполняемых из толстого шнура, или, наоборот, с рамок по контурам рисунка (если они предусмотрены), Если в композиции предусмотрены драгоценные камни, то начинают с определения мест под касты; затем ставят второстепенные элементы рисунка из более тонкой проволоки (скани или глади) и в конце самые тонкие и мелкие детали, заполняющие рисунок. Набор заканчивают установкой зерни (если она предусмотрена).
В прошлом набор скани производили на столярный или вишневый (камедь) клей. Каждую деталь смазывали клеем и устанавливали на соответствующее место; это отнимало много времени. Сейчас в качестве клея применяют нитролак, клей БФ и др. При этом работа значительно упрощена и сводится к следующему: после укладки на место нескольких первичных элементов рисунка (завитков, колечек) на них сверху наносят каплю лака или клея, которая расплывается по рисунку, обволакивая проволоку тонким слоем, быстро высыхает и прочно приклеивает скань к фону.
При наборе плоских фоновых изделий необходимо следить за тем, чтобы детали были плоскими и ложились на фон ровно всеми своими точками, по всей плоскости. Это обеспечивает их надежную пайку с одного раза. Желательно также, чтобы все детали плотно прилегали друг к другу, особенно в тех местах, где они сопрягаются встык, — это обеспечивает наибольшую сохранность рисунка от искажения в процессе пайки и делает места стыков незаметными. Нельзя допускать также отставания от фона и поднятия отдельных элементов или участков скани над общим уровнем, так как при пайке они легко могут сгореть.
При наборе зерни (шариков) целесообразно под каждое зерно класть колечко или канфарить фон, т. е. ударом острого чекана намечать место для каждого зерна. Это облегчает набор и увеличивает его точность и соответствие рисунку, так как в этом случае шарики не катаются по фону, а хорошо фиксируются на своих местах. Кроме того, при наборе зерни по канфарнику или на кольцо значительно возрастает прочность пайки шарообразной зерни за счет увеличения поверхности пайки.
Если же в рисунке колечки не предусмотрены, то можно употреблять зернь, сплавленную на слюде (полушаровидную). В тех случаях, когда зернь расположена как жемчужная обнизь, в одну линию, целесообразно ее набирать между двух тонких параллельных проволок.
б) Объемная фоновая филигрань. Набор скани для этого вида осуществляют на предварительно выдавленные, штампованные (или дифованные от руки) объемные формы — цилиндры, конусы, шаровые поверхности или на еще более сложные формы — цветы, листья, изображения животных и т. п. — чеканные рельефы. Набор на объемную форму или рельеф делать значительно труднее по сравнению с плоскостью, так как элементы рисунка приходится предварительно изгибать по форме, чтобы они плотно прилегали к фону. Поэтому при изготовлении цилиндрических или конусных изделий (имеющих одну кривизну) часто используют набор скани на плоские развертки этих фигур, а после пайки филиграни на фон из такой развертки свертывают цилиндр или конус. Однако такой прием неизбежно ведет к некоторой деформации и искажению рисунка, особенно если его элементы крупны и набраны из толстой или сильно развальцованной скани. Изделия, имеющие двойную кривизну, например шар, этим приемом изготовить нельзя, так как они не имеют плоских разверток.
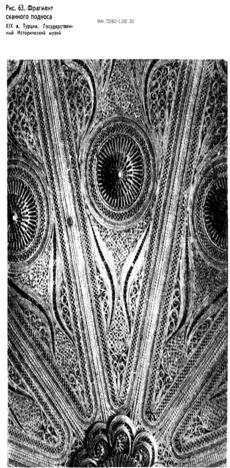
в) Набор плоской ажурной филиграни. Набор этого вида филиграни производят при помощи нитролака на писчую бумагу (раньше так же, как и для фоновой филиграни, применяли столярный клей).Для этого рисунок переводят на бумагу и набор проводят так же, как и на листовой металл. Однако в этом случае плотность набора имеет особенное значение, так как при пайке детали рисунка должны прочно спаяться только между собой из-за отсутствия фона. На рис. 63 показан правильно и очень плотно выполненный набор ажурной скани. Неплотный набор приводит обычно к высыпанию отдельных не спаявшихся элементов, что значительно усложняет работу, так как требует вторичной вставки их на место и вторичной пайки.
Не следует брать слишком толстую бумагу, так как при пайке сна сгорает неравномерно и деформирует рисунок. Кроме того, от толстой бумаги образуется много золы, которая затрудняет процесс пайки. Нельзя также применять вместо писчей бумаги кальку или восковку.
г) Набор объемной ажурной филиграни. Набор этого вида филиграни производят на специальные шаблоны из малоуглеродистой стали; лучшим материалом служит черный декапир толщиной 0,5— 0,8 мм или обычное кровельное железо. Шаблоны изготовляют вручную дифовкой или на давильном станке. Они должны быть цельными без паяных швов; по этой причине монтированные шаблоны не годятся, так как в процессе пайки филиграни, которую выполняют на шаблоне, швы могут распаяться и испортить работу.
Набор на стальные шаблоны производят так же, как и при объемной фоновой филиграни, с той лишь разницей, что после пайки ажурная филигрань к шаблону не припаивается и легко с него снимается. Часто ажурные объемные изделия и рельефы изготовляют иначе. Набор производят на плоскость, а затем после пайки из плоской ажурной заготовки дифуют необходимый объем. Плотно набранный и хорошо пропаянный ажур легко дифуется и принимает весьма сложные формы, в том числе и с двойной кривизной. Так, например, ажурный шар можно изготовить из двух кружков-розеток: из каждой дифуют полушар, а затем их спаивают вместе по периметру большого круга.
Для придания большей физической прочности ажурным объемным изделиям с тыльной стороны к полученному рельефу подпаивают специальный каркас из полос различной формы и конфигурации, смотря по рисунку. Большие сложные композиции собирают из деталей, каждую из которых выполняют и спаивают отдельно. Монтировку готовых деталей между собой производят или так же — на припой, или, если детали имеют различную отделку (серебрение, золочение), — после их отделки на специальные клямеры или на винтах.
Пайка филигранных изделий. Изделия, набранные на столярном клее, перед пайкой требуют обязательной обвязки тонкой железной проволокой — биндрой, так как при пайке столярный клей от нагревания вспучивается, кипит и загорается. В этот момент отдельные мелкие детали оказываются ничем не скрепленными между собой и могут рассыпаться. При обвязке фоновой филиграни биндру укладывают так, чтобы каждая деталь хотя бы один раз попала под ее виток и была бы прижата к фону.При пайке ажурной филиграни, набранной на бумагу, ее привязывают к пластине из мягкой листовой стали толщиной 0,5—0,8 мм. (или кровельного железа) несколько большего размера и предварительно натертой мелом, чтобы филигрань не припаялась к пластине.
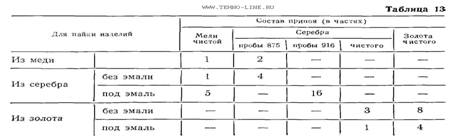
При наборе на нитролак и другие современные клеи обвязку обычно не применяют, так как, например, клей БФ удерживает детали до момента пайки и, сгорая почти мгновенно, не дает изделию рассыпаться. Однако сложные объемные изделия, набранные и на современных клеях, необходимо связывать. В качестве припоев для пайки филиграни применяют специальные припои (табл. 13).
Припой употребляют в виде опилок. Для этого слиток припоя посредством личного напильника превращают в опилки, затем магнитом из измельченного припоя удаляют кусочки железа, которые попадают туда от напильника. Очистку припоя магнитом надо производить обязательно, так как кусочки железа от напильника вместе с припоем, попадая на скань, заплавляются в ней и остаются незаметными до отбеливания готового изделия в слабом растворе серной кислоты. Здесь железо, реагируя с кислотой, образует красно-бурый цвет на скани, трудно удаляемый и затрудняющий дальнейшую отделку изделия.
В качестве флюса при пайке применяют буру. Прокаленную и мелко измельченную буру смешивают с припоем в отношении 1:1 по объему. Подготовленное к пайке изделие смачивают водой (лучше слабым раствором буры) и на мокрую поверхность не очень густо посыпают заготовленную смесь припоя с бурой.
Если припоя взято мало, то могут остаться непропаянные места и изделие будет недостаточно прочным. Избыток припоя не желателен, так как он заливает фактуру шнуров и скани, мелкие детали рисунка и портит внешний вид изделия. Пайку филиграни лучше всего производить широким, мягким, коптящим, восстановительным пламенем керосина. Температура сгорания копоти почти совпадает с температурой плавления припоя (800—850°). Пайка обычно происходит быстро и очень чисто. Применение бензинового пламени дает хорошие результаты, однако, если пламя узкое (режущее) изделие может сгореть.
В прошлом необходимую температуру получали посредством специальной медной трубки — февки, через которую вдували воздух в пламя керосиновой лампы. Непрерывное дутье требовало большого навыка и, кроме того, было очень изнурительно. В настоящее время дутье осуществляется от компрессора или при индивидуальном пользовании — от мехов с ножным приводом. Применять ювелирные припои, содержащие цинк, для пайки филиграни нельзя, так как при повторных пайках цинк растворяет тонкие детали узора, а на более толстых проволоках остаются глубокие раковины, которые трудно исправить. Испорченные детали приходится вырезать, а на их место набирать и впаивать новые. Кроме того, ювелирные припои, содержащие цинк, требуют тщательной предварительной очистки поверхности изделий, подлежащих пайке. В сканном деле такая подготовка невозможна, так как при наборе скани применяют различные клеи, которыми удерживаются между собой мелкие проволочные детали сканных изделий, поступающих в пайку. В процессе пайки сгорают клей и бумага, на которой осуществлен набор ажурной скани; в результате образуется зола, которая неизбежно попадает в швы, подлежащие пайке, и загрязняет их. Сканные припои "не боятся грязи" и хорошо "бегут" и "играют" при наличии достаточного количества флюса — буры. После пайки изделие проверяют и, если окажутся непропаянные участки (по причине недостаточно плотного набора), их исправляют и пропаивают еще раз. После этого изделие отбеливают в горячем пятипроцентном растворе серной кислоты. Отбеливание проводят очень тщательно, до полного удаления мало заметных стекловидных следов флюса (буры). Бура сильно мешает последующей гальванической отделке изделий (серебрению и золочению), так как золото и серебро не осаждаются на те места, где остаются пленки буры, и они ясно выступают своим розоватым цветом на золотом или серебряном фоне предмета. Филигранные изделия могут быть репродуцированы посредством литья и гальванопластики (см. соответствующие разделы). Попытки повторять филигрань при помощи штампов также дали более или менее удовлетворительные результаты. Однако все эти приемы позволяют повторить только фоновую, глухую напайную филигрань. Попытки воспроизвести ажурную филигрань посредством специально изготовленного штампа, хотя и дали некоторый результат, но получается рисунок, очень далекий от оригинала; кроме того, экономически это нерентабельно ввиду высокой стоимости и непрочности таких просечных многопуансонных штампов. Иногда сученую скань заменяют нарезной проволокой или ее слегка насекают на готовом изделии.
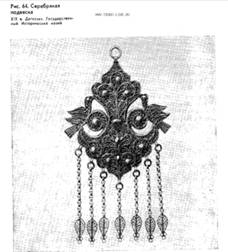
На рис. 64 изображена сканая серебряная подвеска, при изготовлении которой применен этот способ. Толстая вальцованная проволока, использованная для контура и основных линий орнамента, первоначально была гладкой, а после пайки изделия на ней сделаны насечки. Мелкий рисунок выполнен из сученой скани.
В последнее время широко распространилась скань из мельхиоровой проволоки. Однако для учебных целей работа с этим материалом нецелесообразна, так как проволока из красной меди во многом превосходит мельхиоровую и по пластичности (легче набирается скань), и она значительно проще в пайке.
Список литературы
1. Сайт : www.remesla.ru
2. Простаков С.В.- Ювелирное дело.- М.,2004
3. Бреполь Э.- Теория и практика ювелирного дела.- М.,1982
4. Гутов Л.А. – Литье по выплавляемым моделям сплавов золота и серебра.- Л.,1982
5. Комягин Ю.П. – Учебник ювелира- монтировщика. – Л.,1986
6. Манко Г. –Пайка и припои. М.,-1968
7. Митчелл Р.С. – Название минералов.-М.,1982
Похожие работы
... которая вскоре стала наиболее популярной разновидностью этого искусства. В конце XVII и начале XVIII веков наблюдается бурное развитие металлургической и металлообрабатывающей промышленности. Мастера художественной обработки металла группируются при крупных заводах на Урале - в Нижнем Тагиле, Кушве, Касли, Кусе и при других чугунолитейных заводах, где занимаются выпуском художественного литья. ...
... органах власти в 1990 году по инициативе ряда предприятий была создана Ассоциация «Народные художественные промыслы России». Глава 2. Размещение художественных промыслов на территории РФ § 1. Предприятия художественных промыслов и их размещение на территории РФ Говоря о предприятиях, занимающихся производством изделий народных художественных промыслов, невольно касаешься их исторически ...
... в бывшем Патpиаpшем двоpце. Колокольня Ивана Великого и звонница. В центре Кремля на Соборной площади возвышается одно и з мечательнейших сооружений XVI века - колокольня Ивана Великого. Она объединяет в величественный архитектурный ансамбль все древние храмы Московского Кремля. Колокольня считается чудом архитектурного искусства XVI века. История возникновения колокольни уходит в ...
... орнамента, включая в него как древние элементы, так и современную символику. 4. Народные промыслы Дона «Народные ремесла и промыслы Дона» - это подлинная материальная летопись истории народа. Культура Дона самобытна и многообразна. Дон – это и донские казаки, и многонациональный край, в котором проживают представители 104 национальностей. Этим во многом обусловлено своеобразие культуры Дона. ...
0 комментариев