Навигация
Панелі гіпсобетонні для перегородок
45137
знаков
8
таблиц
0
изображений
7. Панелі гіпсобетонні для перегородок
(ГОСТ 9574) є крупнорозмірними плитними виробами з бетону на основі гіпсового або гіпсоцементно-пуцоланового в'яжучого з мінеральними й органічними заповнювачами, армованими дерев'яним рейковим каркасом.
Такі панелі використовують для влаштування ненесучих перегородок у будинках різного призначення. Панелі гіпсобетонні, виготовлені на гіпсоце-ментно-пуцоланових в'яжучих, призначені для влаштування санвузлів, санітарно-технічних кабін і вентиляційних комунікацій у житлових будинках.
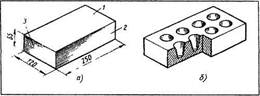
Панелі бувають суцільними (без прорізів - ПГ), із прорізами (ПГП) для дверей та фрамуг і з вирізами (ПГВ) товщиною 40,60,80,100 мм. У них передбачена установка деталей для прихованої електропроводки й прорізів для санітарно-технічних пристроїв.
Умовне позначення панелей повинне містити позначення типу панелі; розміри (довжину й висоту в дм і товщину в см); марку бетону за міцністю на стиск; позначення виду в'яжучого (Г - гіпсове, ГЦ-гіпсоцементно-пуцоланове, ГШ - гіпсовапняне-шлакове, КГВ - композиційне гіпсове); номер ГОСТу або ТУ.
Приклад умовної позначки панелі без прорізів довжиною 5960 мм, висотою 2740 мм, товщиною 80 мм, з бетону марки М50 на гіпсоцементно-пуцо-лановому в'яжучому:
ПГ60.27.8-50ГЦ ГОСТ9574-90. Розміри панелей повинні відповідати робочим кресленням, Основні технічні вимоги до панелей наведені в табл. 1.
Таблиця 1. Технічні вимоги до панелей перегородок
| Показники | Величина показників для панелей | |
| на гіпсовому в'яжучому для перегородок | на гіпсоцементно-пуцо-лановому в'яжучому | |
| Середня щільність, кг/м3 | 1100...1500 | |
| Границя міцності при стиску, МПа, не менше: - в висушеному до постійної маси стані; - в водонасиченому стані | 5,0 не регламентується | 7,0 4,0 |
| Вологість, мас. % не більше | 12 | 14 |
Відпускна міцність бетону на стиск повинна бути не менш 3,5 МПа
(*35,7кгс/см2).
Панелі армують каркасами, які складаються з дерев'яних спарених брусків, що утворюють обв'язки по контуру панелей і прорізів, скріплених дерев'яними рейками. Розташування дерев'яних брусків і рейок у каркасі, а також способи їхнього з'єднання й розміри повинні відповідати зазначеним у робочих кресленнях.
Прокатні гіпсобетонні панелі в залежності від призначення можна випускати різноманітних типорозмірів. Для житлового будівництва частіше застосовуються панелі розміром «на кімнату», висотою до 3 і довжиною до 6 м., товщиною 80 і 100 мм., глухі і з дверними прорізами.
Основа панелі, її осердя- це каркас, виготовлений з дерев’яних брусків і рейок. Перетин брусків 40 х40 мм, рейок -10 х 20 мм. Замість рейок можуть бути використані інші місцеві матеріали.
Каркас заповнюють гіпсобетоном. У склад гіпсобетонної суміші входять
До складу гіпсобетонної суміш і входять: будівельний гіПС (бажано «солоний» свіжого приготування) або гіпсоцементно-пуцоланові в'яжучі суміші, якщо панель призначається для виготовлення санітарних вузлів або приміщень з підвищеною вологістю: пісок і тирса.
Змінюючи співвідношення компонентів суміші, можна отримати гіпсобетон різної об'ємної ваги.
За умовами звукоізоляції і міцності перегородок об'ємна вага гіпсобетону в них коливається близько 1300 кг/м3. Такий гіпсобетон виходить при рівних співвідношеннях за обсягом гіПСу, піску і тирси (1:1:1).
Складають гіпсобетонну суміш у дозувально-змішувальному відділенні формувального цеху . Сирі матеріали, що надходять, завантажують у металеві витратні бункери.
У дозувальному відділенні чотири бункери: два для будівельного гіПСу ємністю близько 18 м3 і по одному для піску і тирси ємністю близько 11м3.
Відповідно до особливостей матеріалу: схильністю до злежування, сипучістю і кутом природного нахилу - вибирають форму бункеру.
Для усунення зависання будівельного гіПСу в бункерах на їх бічної стінки встановлені електровібратори.
Дозують компоненти гіпсобетонною суміші за допомогою стрічкових живильників, змонтованих під горловинами бункерів.
Подача матеріалу на стрічки живильників регулюється шиберами або засувками, за допомогою яких можна змінювати ширину вихідний щілини в горловині бункерів.
Так як будівельний гіПС має більшу тонкість помелу і плинність, ніж пісок і тирса, то на додаток до стрічкового живильники в горловині бункерів для будівельного гіПСу вмонтовані барабанні живильники. Ці живильники призначені не тільки для дозування в'яжучого і видачі його на стрічковий живильник, але і для створення надійного затвору, що запобігає витіканню порошку з бункера.
Для одержання високоякісних виробів з гіпсобетону потрібне ретельне змішування всіх його компонентів.
Для цього у виробництві перегородкових панелей застосовуюється двоступеневе змішування матеріалів.
Перше (сухе) змішування здійснюється в приймальному лотку, друге (з водою) - у гіпсобетономішалці безперервної дії.
Вода замішування разом з сповільнювачем схоплювання надходить в гіпсобетономішалку із спеціального вододозуючого пристрою.
Виготовлення армуючого каркасу.
Армуючий каркас для панелей являє собою грати, виготовлені з дерев'яних брусків і рейок, а в разі необхідності і зі спеціальних закладних частин (чорнових коробок для дверних або віконних прорізів). Число армуючих рейок, їх розташування і частоту визначають, виходячи з вимог на міцність панелей при їх виготовленні, перевезення і монтажу на будівництві. Для кожного виду панелей розробляють свій каркас.
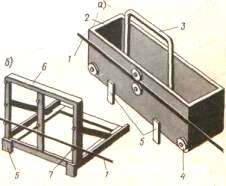
Каркаси збирають на спеціальних столах-шаблонах.
Каркас складається з пояса або обв'язки, рейок, що армують площину панелі, підйомних петель, а для панелей з прорізами - з чорнових коробок для дверей і вікон.
Перетин рейок 10х20 мм, брусків - 40x40 мм. Рейки укладаються через 30 см. Вертикальні рейки внизу каркасу закріплюються між двома брусками обв'язки, а вгорі охоплюються обв'язкою з двох брусків трикутного перерізу. Нижній пояс є несучим. До нього кріпляться підйомні петлі.
Підйомні петлі виготовляють з дроту-катанки діаметром 6 мм. Їх закріплюють цвяхами між брусками нижнього поясу і пропускають між брусками верхнього. Кінці петель загинають і приварюють точковим зварюванням, щоб вони не розігнулися під навантаженням. До кожної петлі приварені дві скоби, які запобігають її вигин.
Кількість петель залежить від довжини панелі. Перегородки від 4 до 6 м мають чотири петлі: завдовжки від 3 до 4 л - три петлі і довжиною до 3 л - дві петлі.
Розташування петель в глухий панелі прийнято наступне.
Перша петля закріплюється на відстані 0,5 м від краю панелі, а наступна - через 1,0 л від першої. Таке ж розташування мають петлі і з іншого краю панелі.
Крім поясів і петель, до торців каркаса при складанні прибивають дві рейки розміром 10х20 мм кожна, які сприймають ударні навантаження при монтажі перегородки.
Чорнову дверну коробку виготовляють з брусків перетином 40х40 мм. Між брусками закріплені рейки розміром 10x20 мм, що слугують для кращого закріплення коробки в панелі.
Для збереження правильності розмірів коробку розшивають по діагоналі рейками.
Коробку кріплять цвяхами до нижнього поясу каркаса, а при збірці з'єднують з верхнім поясом додатковими рейками. При виготовленні панелей із дверними прорізами необхідно мати на увазі, що вони повинні бути розташовані не менш ніж на 600 мм від краю панелі, інакше можлива поява тріщин при перевезенні перегородок.
В даний час виготовляють панелі і з іншим розташуванням дверних коробок.
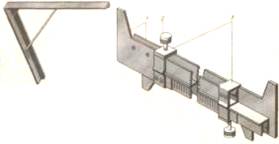
Формування гіпсобетонних панелей. Агрегат для формування гіпсобетонних панелей складається з ряду механізмів, що виконують різні функції.
Найважливішими з них є прокатний стан, обгінні рольганг і перекидач.
Прокатний, стан надає гіпсобетонній масі форми готової панелі. Принцип його дії заснований на тому, що гіпсобетонна маса, рівномірно розподілена між гумовими стрічками двох транспортерів, що рухаються в одному напрямку, (нижнього, що несе рейковий каркас, і верхнього, що ущільнює і згладжує масу), проходить через щілину між прокатними ( що калібрують) валками. Ці валки пресують панель і надають їй остаточні розміри по товщині.
Після тужавіння панель набуває необхідної міцність для зняття її зі стану, та сушіння в тунельних сушарках.
Прокатний стан складається з трьох секцій: приймальні, калібрувальної і приводний.
Всі операції по формуванню панелей: укладання каркасів, заповнення їх гіпсобетоном, прокатка під валками і остаточне схоплювання, відбуваються на стрічці нижнього транспортера, що проходить через всі три секції стану.
Рейкові каркаси укладають на стрічку впритул один до одного. Між суміжними каркасами закладаються спеціальні дерев'яні розділові планки (адаптери), які повертають до приймальні секцію після того, як відформована панель сходить з прокатного стану.
Процес формування закінчують прокатом і калібруванням панелей між верхнім і нижнім блоками калібрувальних валків машини.
Для забезпечення високої механічної міцності панелей при їх формуванні необхідно дотримуватися одне основне правило: свіжевідформована панель повинна проходити через калібруючі барабани та валки до початку схоплювання гіпсової маси. Інакше можуть бути порушені зв'язки між утвореними кристалічними зростками гіПСу, що різко знизить міцність виробів.
Час до початку і кінця тужавлення будівельного гіПСу регулюють сповільнювачами схоплювання.
Для нормальної роботи формувального агрегату необхідно, щоб початок схоплювання гіпсобетону наставав не раніше ніж через 5-6 хв., а кінець - не пізніше ніж через 15-17 хв. від моменту замішування маси в гіпсобетономішалці.
Свіжевідформована затверділа панель потрапляє з прокатного стану на обгноний рольганг. Він складається з металевої рами, на якій змонтовані три ряди обертових роликів, які несуть три транспортерні стрічки.
Обгінний рольганг призначений для роз'єднання панелей, а також для їх передачі на відкритих пристроїв.
Сушать панелі у вертикальному положенні.
Для переміщення панелей з горизонтального у вертикальне положення застосовують механізм-перекидач, або поворотний стіл.
Знімає відформовані панелі з поворотного столу і завантажує їх в сушильні касетні вагонетки електричний тельфер (підйомник)
Завантажені панелями касетні вагонетки передають на сушку в тунельні сушарки з допомогою передавального візка-штовхача
Висушені панелі розвантажуються з касетних вагонеток баштовими або мостовими кранами.
Готові вироби відразу ж відправляють автопанелевозами на будівельні майданчики або встановлюють у вертикальному положенні для зберігання в спеціальному касетному складі.
Технологічний процес виробництва гіпсобетонних панелей вертикальним методом формування складається з тих же основних операцій, що і при прокатному: підготовки формувальної маси і рейкових каркасів, формування і сушіння виробів. Відмінність полягає в застосовуваному обладнанні та організації виробництва.
Похожие работы
... ів водяних парів в середині і ззовні приміщення DPп=50 Па. Визначити коефіцієнт паропроникності стіни загальною площею S=30 м2 і товщиною d=51 см, через яку за t=24 год. проходить mп=54 г пари. Коефіцієнт паропроникності знаходимо за формулою: . 1.3. Теплофізичні властивості 20. Кубічний зразок кам’яного матеріалу з розміром а=10 см має у повітряно–сухому стані масу m=2,2 кг. Визначити ...
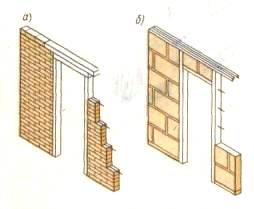

... два ряди, шаблон прибирають, після чого встановлюють і закріплюють враспор між перекриттями кутові шаблони. Кладку ведуть з перев'язкою швів на розчинах марки не нижче 10. Стійкість перегородок забезпечується укладанням арматури в горизонтальні шви і вертикальними штрабами, залишеними в місцях примикання до капітальних стін. Перегородки завтовшки в чверть цеглини викладають за шаблоном з і ...
0 комментариев