Навигация
9. Сварка
Теперь наступает один из важных и ответственных этапов - сваривание заготовок из профиля, в результате чего получается полуфабрикат будущего пластикового окна. Технологически это выглядит так: изделия устанавливаются к шаблонам и фиксируются пневмоприжимом. Затем происходит расплавление торцов заготовок, после заданного времени данная операция прерывается, и заготовки в местах расплавления прижимаются друг к другу. Изделие некоторое время остывает, шов твердеет. Сварка производится на предназначенных для этой цели автоматах с числом сварочных головок от 1 до 4 - х.. Для стандартных конструкций используется двухголовочная сварка, а для нестандартных конструкции со сложной конфигурацией - одноголовочная усорезная сварка.
10. Зачистка углов
Следующий этап по изготовлению пластикового окна - это фрезерование углов после сваривания. Данное действие необходимо для зачистки углов, т. к. на сварных швах остаются наплывы, которые в дальнейшем помешают нормальному функционированию окна. Для удаления наплыва сварного шва с внешней, внутренней, лицевой и наружной сторон сварной конструкции используется многофункциональный станок.
11. Установка фурнитуры
Отфрезерованное изделие, представляющее собой скелет окна, теперь готово к установке фурнитуры. От правильности монтажа последней зависит качество функционирования пластикового окна при эксплуатации. На этом этапе производится соединение готовых рам и створок в соответствии с конструкцией конкретного оконного блока. До остекления необходимо установить всю фурнитуру и убедиться в её исправной работе.
12. Остекление
Неотъемлемым этапом в производстве металлопластиковых окон является установка стеклопакетов. Эта операция очень специфична, в силу хрупкости материала, из которого изготовлен стеклопакет, поэтому ее выполняют на специально установленном и выставленном в двух плоскостях стенде. Операторы при помощи пластиковых прокладок распирают стеклопакет в створке и раме пластикового окна для придания максимальной жесткости пластиковой конструкции. Так же производится дополнительная регулировка фурнитуры на изделии для более плотного прижима по периметру створки.
Остекление производится в горизонтальном или вертикальном положении. Стеклопакеты укладываются в соответствующие оконные блоки и выравниваются при помощи клиньев. Штапики, предварительно нарезанные на специальной пиле, устанавливаются в пазы для штапиков.
13. Проверка
На стенде для остекления и контроля демонстрируется окно в рабочем режиме, проверяется прямоугольность конструкций, отсутствие повреждений и работоспособность фурнитуры. Производится упаковка и готовое окно поступает на склад готовой продукции для вывоза на объект к заказчику.
Оборудование для конструкционного производства:
· отрезной станок 1-но или 2-х головый;
· станок для отрезки армирующего профиля, дисковая или ленточная (резка армирующего профиля);
· ручная (настольная) маятниковая усорезная пила (с диаметром диска 270-355мм.);
· фрезерно-копировальный станок (фрезерование отверстия под замок основного запора и сверления отверстий под ручку);
· фрезерный станок (фрезерование водоотводных каналов);
· фрезерный станок (фрезерование торцов импоста);
· фрезерный станок (зачистка сварного шва углов коробки и створки);
· сварочный станок;
· пневмоножницы / гильотина (для отрезки фурнитуры);
· штапикорезный станок либо (резка штапика);
· пневмошуруповерт стационарный для закрепления армирующего профиля;
· стенд для остекления (установка стеклопакетов);
· сборочные столы;
Пневматика:
· компрессор;
· конденсатосборник либо осушитель;
· ресивер; 0
· пневмомагистраль (рабочее давление от 8 атм.);
· Спиральные пневмошланги с быстросъемными соединителями;
Пневмоинструмент (либо эл. инструмент):
· пневмодрель (либо эл.дрель);
· пневмошуруповерт (либо эл. шуруповерт);
· бормашинка;
· пневмопистолет и др.;
Прочее оборудование:
· опорные станины, рольганги, роликовые опоры.
· сборочные столы, вспомогательные столы, транспортные тележки.
· стеллажи для хранения профиля, фурнитуры, расходных материалов.
Производство оконных и дверных блоков состоит из следующих производственных этапов:
| технологические операции | используемое оборудование |
| 1). Резка армирующего профиля | А) Пилы для резки армирования. Б) Наждачный станок для снятия заусенцев с армирующего профиля после распила. |
| 2). Резка основного профиля | Отрезные станки одноголовые либо двухголовые (маятниковые, с горизонтальной или вертикальной подачей диска). |
| 3). Фрезерование водоотводных отверстий (коробка, створка, импост - в горизонтальных деталях) | А) Фрезерный станок. |
| 4). Армирование металлом | А) Станок для крепления армирования. Б) Вручную. |
| 5). Фрезерование европаза створки под основной запор и сверление отверстий под ручку | А) Копировально-фрезерный станок. Б) С помощью специальных приспособлений. В) Вручную. |
| 6). Фрезерование торцов импостов импоста/ Сборка импоста (установка механических соединителей) | Фрезерный станок для торцевания импоста |
| 7). Сварка профилей коробки и створки | Сварочный станок (кол-во голов от 1 до 8) |
| 8). Зачистка угла | А) зачистной станок Б) Устройство для удаления шва + ручное приспособление для зачистки угла В) Вручную |
| 9). Установка импоста и подставочного профиля | Вручную на сборочном столе |
| 10). Зачистка пазов под уплотнения | А) Зачистной станок (если позволяют возможности станка) Б) Вручную |
| 11). Укладка уплотнительной резины | Вручную на сборочном столе |
| 12). Установка фурнитуры | А) Специальный автоматический либо полу автоматический стол Б) Вручную на сборочном столе |
| 13). Резка штапика и установка стеклопакета | Резка штапика: А) Штапикорезный станок Б) Вручную на настольной маятниковой пиле с направляющими |
Особенности выполнения отдельных этапов
На каждом производстве должен быть организован входной контроль качества.
Профиль должен соответствовать требованиям ГОСТ30673-99.
Фурнитура должна соответствовать требованиям ГОСТ30777-2001.
Уплотнительная резина должна соответствовать требованиям ГОСТ30778-2001.
Хранение запасов комплектующих должно осуществляться внутри помещения.
Профиль должен храниться вне зоны действия отопительных приборов и прямых солнечных лучей, до поступления в работу должен быть выдержан не менее суток при температуре 17 - 20 градусов тепла. Температура в цеху должна быть не ниже 17 градусов тепла. Работа с профилем при температуре, ниже указанной, может создать сложности на разных этапах технологического цикла.
1) Резка армирующего профиля.
Армирующий профиль нарезается под углом 90°.
2) Резка
Профили коробки (рама) и створки нарезаются с двух сторон под углом 45°, согласно бланка заказа.
резка по длине осуществляется с учетом запаса на сварку 5- 6 мм (припуск на сварку является параметром, зависящим от настройки сварочного станка, и может находиться в пределах от 2,5 до 3 мм на сторону).
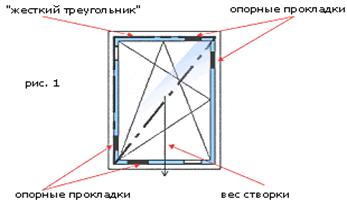
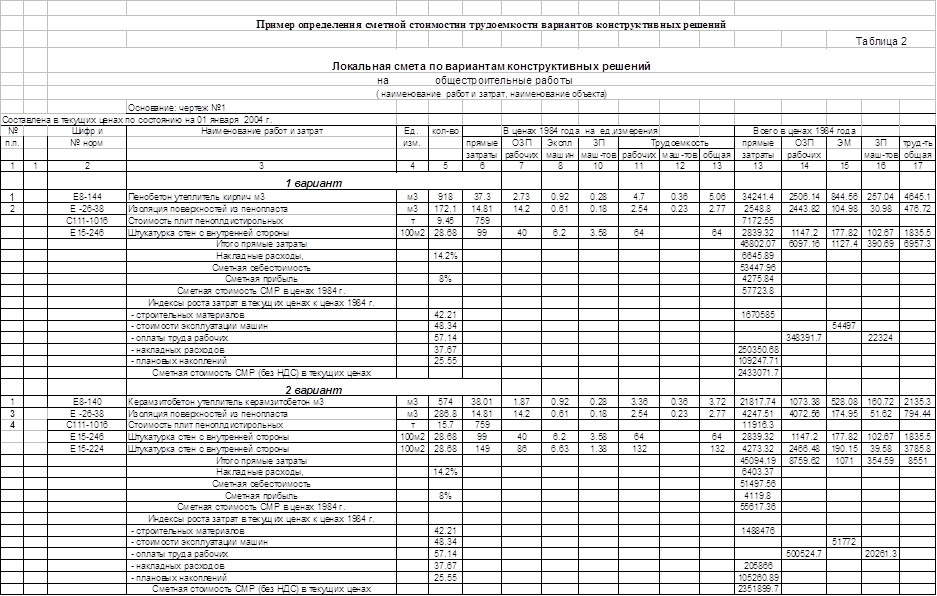
Качество выпускаемых изделий закладывается на участке заготовки, при резке особое внимание уделять положению профиля на рабочем столе пилы. Базовые поверхности профиля должны быть плотно прижаты прижимами к поверхности рабочего стола пилы и к вертикальному упору рабочего стола пилы. Давление прижимов не должно превышать 6 кгс / см 2, чтобы исключить деформацию профиля, приводящую к нарушению плоскости реза профиля. Векторы приложения прижимных сил должны пересекаться максимально близко к центру опорной части профилей (см. рис. 1). На горизонтальных прижимах рекомендуется использовать специальные насадки.
Импост нарезается под углом 90°, резка по длине осуществляется в соответствии с технической документацией с учетом запаса на выступы с каждой стороны, от 0 до 6 мм на сторону (в зависимости от используемой профильной системы).
3) Фрезерование водоотводных отверстий
На коробке и створке выполняется двумя способами:
На станке фрезой диам. 5 мм, длина пазов 25 мм;
4) Армирование ПВХ-профиля металлом.
Осуществляется установка необходимого по длине армирующего профиля в заготовки, согласно маркировке на профиле.
Операция выполняется на специальном станке или вручную, с помощью ручной дрели. Закрепление производится саморезами с бурголовкой 3,9 х 16 (3,9 х 19) мм.
Заключительный этап операции - продувка заготовок профилей сжатым воздухом
После армирования профиль коробки (рамы) идёт непосредственно на сварку, а профиль створки - на следующую операцию по фрезерованию европаза створки под основной запор и сверление отверстий под ручку.
5) Фрезерование европаза створки под основной запор и сверление отверстий под ручку
Должно выполняться на специальном копировально-фрезерном станке. Допускается выполнение этой операции вручную (с помощью специальных приспособлений и насадок на ручной инструмент).
6) Фрезерование торцов импоста
Производится на специальном станке при помощи фасонных фрез (фрезы, цулаги и т. д. предоставляются поставщиком профиля бесплатно, как правило, на ответственное хранение). Особое внимание при этом следует уделять настройке фрезы по высоте и глубине фрезерования. При правильной настройке станка мехсоединитель садится на своё место без зазоров по контактирующим поверхностям.
Сборка импоста / установка механических соединителей производится в соответствии с технической документацией поставщика. Перед установкой в раму на торцы импоста по контуру наносится силиконовый герметик.
7) Сварка профилей коробки и створки
Производится на 1 - но, 2 - х или 4 – х головочном сварочном станке, наиболее производительным является станок с четырьмя сварочными головками, т. к. процесс сварки изделия происходит за один цикл. На двухголовочном станке сварка происходит за два цикла, а на одноголовочном соответственно за четыре цикла) (в зависимости от модели число голов может достигать 8 -ми,6-ти и 8 – ми головочные станки позволяют вваривать импост, исключая тем самым операцию по установке импоста).
8) Зачистка сварных швов
Коробки и створки производится вручную или на зачистном станке с помощью фасонных фрез и ножей. При зачистке углов зачистными автоматами необходимо обращать внимание на лицевые поверхности профиля, чтобы не происходило их повреждение фрезами. Зачистной станок зачищает одновременно один угол. После окончания зачистных работ и контроля качества зачистки, изделия устанавливаются на специальные стойки промежуточного хранения.
9) Установки импостов и подставочного профиля.
После сварки и зачистки углов в раму и створку устанавливаются импосты согласно технической документации поставщика профильной системы, при помощи специальных кондукторов (предоставляются поставщиком профиля). После установки импоста к нижней части рамы крепится подставочный профиль.
10) Зачистка пазов под уплотнения.
Облой внутренней части угла и паза для уплотнителя удаляется автоматически, при наличии у зачистного станка соответствующих опций, или вручную с помощью специального ножа и пневмобура.
11)Установка уплотнительной резины.
Уплотнение в створочной конструкции производится единым куском уплотнительной резины. Установка уплотнения в паз начинается с середины верхних горизонтальных частей створок и коробок.
Укладка уплотнительной резины производится как вручную, так и с помощью специального закаточного ролика. Уплотнительная резина заводится в приемный паз таким образом, чтобы не происходило ее растяжения. Стыкуется уплотнитель при помощи специального клея.
12) Установка фурнитуры.
В общем виде операция по установке фурнитуры выглядит следующим образом:
Поворотная створка:
в зависимости от ширины створки устанавливаются:
А) верхняя и нижняя петля и основной запор (узкая створка).
Б) либо верхняя и нижняя петли, угловые переключатели, основной запор и средние запоры сверху и снизу створки, а также среднеразъемная петля.
На коробку устанавливаются верхняя и нижняя петли и ответные планки.
Поворотно-откидная створка:
Устанавливается нижняя петля на створку, угловые переключатели и основной запор, далее, в зависимости от ширины створки:
А) ножницы и средний запор на створку (узкая створка до 650 мм.),
Б) нижний средний запор, ножницы и средний запор на створку (свыше 650 мм.).
На коробку устанавливаются верхняя и нижняя петли, поворотно-откидная ответная планка и ответные планки по периметру.
Фурнитура крепится саморезами 4 х 25 мм и 4 х 40 (петли).
При ширине створки до 650 мм устанавливается один комплект подпятников снизу со стороны ручки, при ширине свыше 650 мм устанавливаются два комплекта подпятников - со стороны ручки и петли. Установка подпятников предотвращает провисание створки.
Далее створка навешивается на раму и собранное изделие направляется на стенд остекления.
13) Резка штапика и установка стеклопакета
Операция резки штапика выполняется стандартно при помощи измерительной штанги.
Операция установки стеклопакета
Стеклопакет устанавливают согласно конструкторской документации системы.
Необходимо учитывать следующие особенности установки стеклопакета в створку:
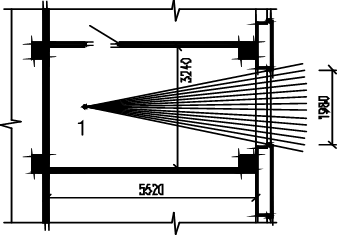
А) Прокладки под стеклопакет на несущие фальцевые вкладыши установить плотно, в натяг, чтобы створка со стеклопакетом образовывала жесткий треугольник (рис.1). Для этой цели используют специальную пластмассовую лопаточку. Если этого не выполнить, створка провиснет в первые же дни.
Б) Даже если используются регулируемые петли, провисание створки устранять в цехе вышеуказанным способом. Запас регулировки петель оставить на монтаж.
В) Не следует изготавливать створки размером, превышающим допустимых в документации норм. В процессе распирания створки стеклопакетом профиль будет заметно деформирован, а полоска заливки стеклопакета окажется неравномерно видна.
Г) В отличие от стеклопакета одинарное стекло не обладает жесткостью в осевом направлении и в процессе распора может лопнуть.
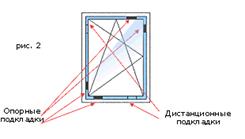
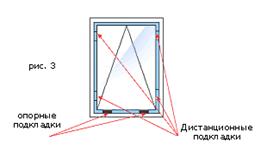
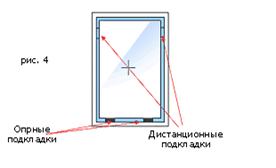
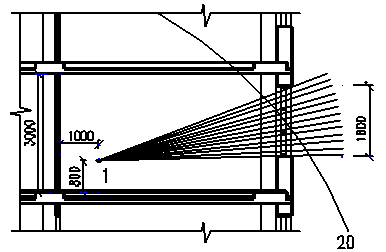
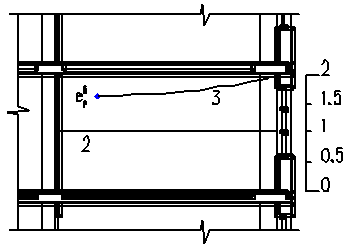
Типовые схемы установки несущих основных подкладок (фальцевых вкладышей)
Поворотное (поворотно-откидное) окно (рис. 2).
Откидное (фрамужное) окно (рис. 3)
Глухое остекление окна (рис.4)
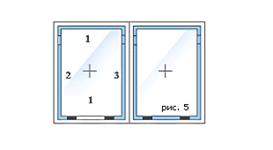
Очередность установки штапика в раму с импостом показана на рис. № 5.
После установки штапиков в обязательном порядке необходимо "осадить" капроновым молотком части створки. Все операции по регулировке створок производят в вертикальном положении на стенде, на объекте - после монтажа изделия в проеме.
После окончательной регулировки створок и проведения общего контроля качества изготовления контролером ОТК окно готово к установке.
Похожие работы
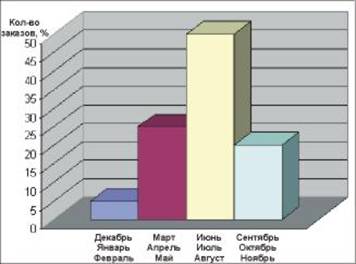
... в минимальных количествах, которые к тому же спрятаны глубоко в конструкцию двери и выделения формальдегида практически устранены. 7. Оценка спроса на рынке окон и дверей Санкт Петербурга Большую часть доходов производители пластмассовых окон получают от крупных объектов. Заказчиками в этом случае выступают строительные компании. В больших объемах окна закупают и некоторые мощные ...
... металлопластиковые ограждающие строительные конструкции, используя прогрессивную и экологически чистую технологию, специально заказанную за рубежом. В рамках инновационного проекта ООО «Финанс-проект» планируется организовать производство выпуска металлопластиковых ограждающих конструкций. Из приведенных в работе расчетов основных показателей деятельности предприятия видно, что в данных условиях ...
... на 20% в ценах 1984 года с умножением на коэффициент индексации по состоянию на 3 квартал 2005 г. (54р. 12к.): , 4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ СТРОИТЕЛЬСТВА При разработке проекта организации строительства в соответствии со СНиП 3.01.01-85 предусматривается обеспечение объекта всеми видами материально-технических ресурсов в строгом соответствии с технологической последовательностью ...
... 3714 221 56 7212 Всего сметной заработной платы 3770 Таблица №41 Локальная смета №3 на электромонтажные работы жилого дома Сметная себестоимость: 4,1 тыс.руб. Нормативная трудоемкость: 3,5 тыс, чел-ч. составлена в ценах 1984 г. Сметная ...
0 комментариев