Навигация
Глинистые материалы - обеспечивают пластичность влажной массы, необходимую для формовки заготовок плитки
86768
знаков
0
таблиц
0
изображений
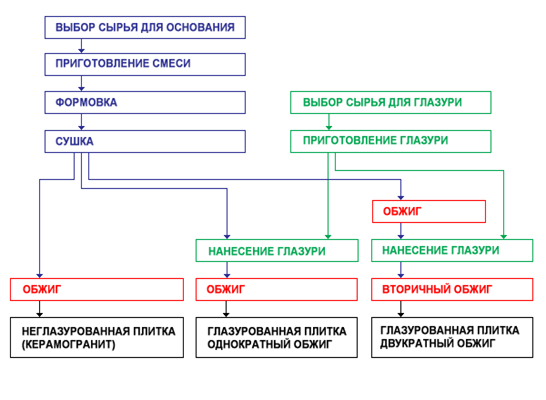
1. Глинистые материалы - обеспечивают пластичность влажной массы, необходимую для формовки заготовок плитки.
2. Кварцевое сырье (в основном кварцевый песок) - выполняет структурную функцию, или, иными словами, образует "скелет" керамического изделия. Это необходимо для того, чтобы ограничить и контролировать изменение размеров изделия, неизбежное при сушке и обжиге.
3. Фельдшпатовые и/или карбонатные материалы – благодаря содержащимся в них полевым шпатам (алюмосиликаты натрия, калия, кальция и т. д.) или карбонатам (в частности, кальция) при обжиге помогают добиться нужной вязкости, которая обеспечивает стекловидную и плотную структуру готового изделия.
Приготовление смеси: Приготовление смеси состоит из нескольких операций, обеспечивающих получение однородного материала, нужную зернистость и содержание воды, необходимое для последующей формовки. На этом этапе производства получают порошок с содержанием воды 4-7% для формовки прессованием или массу с содержанием воды 15-20% для производства экструдированной плитки.
В любом случае этап приготовления смеси состоит из трех операций:
· измельчение,
· смешивание-гомогенизация,
· увлажнение.
При приготовлении порошка для прессования могут использоваться две технологии: сухое измельчение сырья с последующим доведением уровня влажности до нужных значений с помощью увлажнителей и влажная технология, при которой сырье измельчается в воде, после чего шликер (жидкая глина) сушится методом распыления. Выбор той или иной технологии зависит от типа массы и от характеристик самого изделия.
Формовка: Более 95% испанской плитки производится методом прессования. При прессовании порошкообразная масса с содержанием влаги 4-7% сдавливается в двух направлениях, как правило под давлением порядка 200-400 кг/см2. Происходит перемещение и частичная деформация гранул, благодаря чему даже необожженная плитка приобретает соответствующую плотность и прочность. Другие виды изделий (обожженные изделия, клинкер) производятся преимущественно методом экструдирования. В этом случае исходная масса содержит влагу от 15 до 20% в зависимости от типа изделия. Полоса, выходящая из экструдера, режется на соответствующие размеры.
Сушка: Сушка имеет важное значение, так как на этом этапе из изделия удаляется вода, необходимая для формовки. Условия сушки играют большую роль для обеспечения целостности изделия, поэтому процесс тщательно контролируется во избежание образования деформаций, растрескиваний и прочих дефектов. На сегодняшний день в производстве керамической плитки наиболее распространены сушильные установки с сушкой горячим воздухом. Такая установка обеспечивает диффузию влаги, то есть ее выход на поверхность изделия и ее дальнейшее испарение и удаление. Быстрое действие установки обеспечивается хорошим теплообменом, качественной вентиляцией и относительно высокой температурой воздуха, при которых производится осушение.
Глазури и глазурование: Плитка бывает глазурованная и неглазурованная. У глазурованной плитки верхний, относительно тонкий слой имеет стекловидную структуру, то есть поверхность плитки отличается от ее основания и создает определенный визуальный эффект (цвет, глянец, орнамент и т. д.), а также ряд механических свойств (твердость, водонепроницаемость и т. д.), которые не может обеспечить основание плитки. Неглазурованная плитка имеет однородную структуру по всей толщине. Глазурь представляет собой смесь различных минералов и соединений (каолин, фритты, песок, различные окислы, красящие пигменты), наносимую на поверхность изделия и расплавляемую. При последующем охлаждении расплавленная масса затвердевает, образуя стекло. Приготовление глазури заключается в дозировании различных материалов и их измельчении в воде. При этом получается готовая к применению взвесь с содержанием воды 40-50%. Глазурь может наноситься или на обожженную поверхность (при двойном обжиге), или на высушенную поверхность - при одинарном обжиге. Для нанесения глазури применяется различное оборудование (конусные или фильерные автоматы, ковшовые или трубчатые дозаторы, дисковые распылители, аэрографы).
Обжиг: Процедура обжига придаёт плитке необходимые механические характеристики, а также свойства химической инертности. Приобретение таких характеристик - результат химических реакций и физических изменений, происходящих в плитке и в глазури (если плитка глазурованная). Обжиг производится в печах непрерывного действия, которые представляют собой туннель, по которому плитка перемещается на специальных транспортерах, сначала подвергаясь предварительному нагреву, а затем нагреваясь до температуры обжига, которая в зависимости от типа изделия может достигать от 900 до 1250°С и более. После пребывания на участке обжига в течение 40-70 минут плитка перемещается далее по туннелю, постепенно охлаждаясь до температуры, которая обеспечивает ее безопасную выгрузку из печи. Во время обжига происходят различные реакции, от результата которых зависят характеристики изделия. После охлаждения керамическая плитка приобретает высокую механическую прочность.
Сортировка: Обжиг – последний этап технологического цикла изготовления кафельной плитки. На выходе из печи мы получаем готовое изделие.
Прежде чем поступить на участок упаковки и далее на склад, плитка тщательно сортируется с целью:
· отбраковать изделия с дефектами;
· отделить кафель первого сорта от плиток более низких сортов;
· сгруппировать плитки каждого сорта в торговые партии соответственно размерности ("калибру") и цветности ("тону").
Как выбрать керамическую плитку: технические, эксплуатационные и эстетические характеристики
Выбор керамической плитки: Керамическая плитка - это натуральный, красивый и прочный отделочный материал, практичность которого говорит сама за себя. Несмотря на то, что это один из самых старых строительных материалов, он до сих пор продолжает совершенствоваться и не выходит из моды, находя широкое применение при облицовке любых типов поверхности. На сегодняшний день выбор кафеля огромен: отечественные и зарубежные производители предлагают плитку различных типов, расцветок и размеров. Плитку следует выбирать в соответствии с ее назначением и функциями – как эстетическими, так и техническими. Основное правило при оценке технических характеристик и свойств кафеля заключается в том, что он должен противостоять разнообразным механическим, термическим и химическим воздействиям, которым могут подвергаться покрываемые поверхности при определенных обстоятельствах. Существуют различные системы технических стандартов для керамической плитки, но наиболее авторитетными стали нормы UNI EN, разработанные Европейской комиссией стандартизации (СЕN) в Италии. Эти нормы действуют во всех странах Европы и принявших их неевропейских странах, при этом допускается производство керамических изделий, не удовлетворяющих их требованиям. Остановить свой выбор лучше на продукции, имеющей знак качества UNI. Стандарты UNI разработаны на основе двух параметров: водопоглощение и метод формовки. Водопоглощение – это характеристика плитки, определяющая степень ее пористости. От этого параметра в большой степени зависят другие технические характеристики плитки. Основных же способов формовки керамической плитки существует два. Более распространенный – прессование: порошкообразная масса сдавливается в двух направлениях, при этом изделию придается высокая плотность и прочность. Второй способ – экструдирование(или экструзия): исходная сырьевая масса "протягивается" через специальный "мундштук”, а затем получившаяся лента нарезается на плитки нужной длины. Одна из важнейших технических характеристик керамической плитки - ее износостойкость, или истираемость. Этот параметр особенно важен при выборе плитки для укладки на пол. Следует выбирать кафель такого класса износостойкости, который будет соответствовать назначению помещений и плотности движения в них. Всего выделяется 5 таких классов: PEI I, II, III, IV и V. Плитка класса I применяется в жилых помещениях, где нет интенсивного движения и не используется уличная обувь (например, в спальнях, ванных комнатах). Плитка второго класса предназначена для участков движения небольшой плотности, однако не подходит для кухонь, прихожих, лестниц и балконов. Плиткой класса III отделывают полы в жилых помещениях, не имеющих непосредственного доступа с улицы, с движением средней интенсивности (кухня, прихожая). Кафель IV класса используется и для общественных зданий: ею выстилают полы в магазинах, барах, ресторанах и т.п. И, наконец, плитка V класса износостойкости пригодна для помещений с любой интенсивностью движения. При выборе керамической плитки необходимо учитывать и ее эксплуатационные характеристики, то есть технические характеристики кафеля в зависимости от его назначения и конкретного места облицовки: пол, стены или их отдельные участки.
1. Пол и облицовка стен кухни. Плитка для пола должна обладать поверхностными механическими и химическими характеристиками, поэтому лучше всего выбирать прочный и низкопористый кафель (обычно III класса абразивной стойкости). Для плитки, предназначенной для облицовки стен кухни, важнее химические характеристики.
2. Для пола в вестибюле или коридоре в частной квартире важнейшим параметром является износоустойчивость плитки. Подойдет стойкая к истиранию плитка IV и V класса.
3. Керамическая плитка для пола и облицовки стен ванной комнаты должна отличаться достаточно высокой сопротивляемостью химическим веществам. Символ АА на упаковке говорит о химических характеристиках кафеля в их максимальном выражении. У плитки с символом А устойчивость к химическим воздействиям ниже. Далее по убыванию — В, С и D.
4. Для полов в общественных помещениях основными параметрами являются повышенный уровень твердости, износоустойчивости, сопротивляемости химическому воздействию и загрязнителям.
5. Пол промышленных предприятий выстилают толстой плиткой с уплотненной основой. Плитка должна обладать особой износоустойчивостью, сопротивляемостью химическим воздействиям; хорошо использовать плитку с противоскользящей поверхностью (с шипами и рифлением).
Похожие работы





... от лучших мировых производителей. Постоянно растущая дилерская сеть сегодня представлена компаниями из Киева, Харькова, Днепропетровска, Донецка, Луганска, Симферополя, Львова. Ассортимент керамической плитки очень широк: от недорогих коллекций плитки до коллекций элитного класса. Поставщики компании – ведущие испанские фабрики по производству керамической плитки: · AZAHAR (Испания) · ...
... , 2005. – 240 с. 9. Котлер Ф. Маркетинг. Гостеприимство. Туризм: Учебник для вузов. – 2-е изд., перераб. и доп. – М.: ЮНИТИ-ДАНА, 2005. – 1063 с. 10. Ляпина И.Ю. Организация и технология гостиничного обслуживания: учеб. пособие – 3-е изд., стер. – М.: Издательский центр «Академия», 2005. – 208 с. 11. Международное гостиничное хозяйство. По материалам зарубежных публикаций. Высшая школа по ...
... , сделавшие этот материал наиболее популярным во все времена и во всех странах мира. С появлением альтернативных строительных материалов кирпич и изделия из керамики не потеряли свою актуальность и сегодня. Универсальность свойств, широкий ассортимент керамических изделий позволяют использовать их в самых разнообразных конструкциях современных зданий и сооружений. Глина - один из древнейших ...

... . Укладка мозаичных изделий Заводы железобетонных изделий изготовляют подоконные плиты, накладные проступи и облицовочные плиты с мозаичным шлифованным покрытием. Подоконные плиты укладывают до производства штукатурных работ, накладные проступи на железобетонные лестничные марши по окончании оштукатуривания стен лестничных клеток, начиная с верхнего этажа здания и сверху вниз от верхней ...
0 комментариев