Навигация
3. Технологічна частина
Розмітка і з'єднання деталей
На розмітку треба звертати найбільшу увагу. Більшість помилок при виготовленні відбуваються із-за неправильної розмітки. Виробляється розмітка на деревині олівцем, а на пластиці ризики прорізаються шилом. Спочатку виконується розмітка на лицьовій стороні, а потім в обов'язковому порядку вона переноситься на оборотну сторону.
Розмічальні лінії на обох сторонах повинні повністю збігатися. При розпилі його правильність треба контролювати по розмітці на обох сторонах.
Найбільш просте і надійне з'єднання окремих елементів конструкції - вставний шип, що є обточеним дерев'яним циліндриком діаметром 8-10 мм, заввишки 30-35 мм. Своїми кінцями шип вставляється в отвори, висвердлені в деталях.
Виконується шип з брусків деревини твердих порід (береза) . Бруски розпилюються на необхідні розміри, затискаються в лещатах і для надання правильної циліндрової форми обточуються напилком.
При обробці шипа зазвичай користуються шаблоном (дерев'яна планка з висвердленими отворами діаметром під майбутній шип, який повинен входити в контрольний отвір досить щільний, але не вільно).
З’єднання елементів на цвяхах, шурупах, болтах, нагелях.
Нагелі виготовляють з деревини твердих порід (зі зрізаною фаскою на кінці) (рис.1, а) або сталеві, циліндричної форми діаметром 3-12 мм, і пластинчасті. їх застосовують як додаткове кріплення в кутових та серединних з'єднаннях і при зрощуванні деревини. Відстань між осями нагелів показана на рис. 1, б; 2, а, б. У розтягнутих елементах необхідно нагелі додатково закріплювати стяжними болтами, для яких діаметри отворів повинні бути більші за діаметр болта на 1-2 мм. Отвори під болти і нагелі повинні бути перпендикулярними до з'єднувальних елементів. Нагелі вставляють в отвори щільно. Глибина отвору повинна бути більшою за довжину нагеля на 2 мм. Пластинчасті нагелі (для складених балок) товщиною 12, 26 мм і довжиною 54, 72 мм врізають на глибину не більше 0,2 висоти перетину бруса.
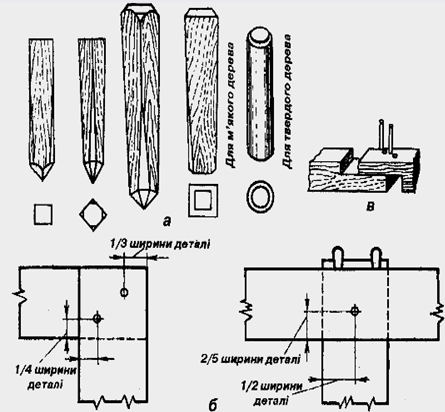
Рис. 1 Скріплення деталей за допомогою нагелів.
Деталі грубих столярно-теслярських виробів скріплюють цвяхами. Діаметр цвяха повинен бути приблизно в 10 разів менший від товщини деталей; довжина цвяха повинна дорівнювати потрійній товщині верхньої деталі, а якщо цвяхи проходять на протилежний бік з'єднувальних деталей, то їх кінці загинають впоперек волокон. Якщо діаметр цвяха більший, ніж 6 мм, то його забивають у попередньо просвердлений отвір 0,9 діаметра цвяха, що забивають і глибиною не менше 0,6 довжини цвяха. Відстань між осями цвяхів" забитих у з'єднувальні деталі, показана на рис. 2, в.
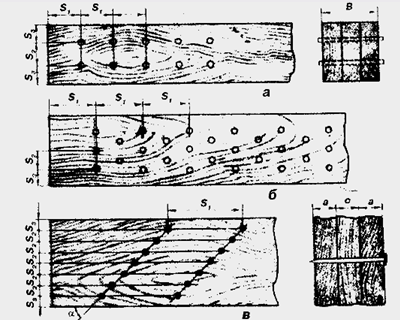
Рис. 2. Схема розміщення нагелів, цвяхів: а - у прямий ряд, б - в шаховому порядку, в - цвяхів.
Щоб виріб мав гарний зовнішній вигляд, головку цвяха розплющують або зовсім усувають, перетворюючи цвях у шпильку. Розплющену головку установлюють уздовж волокон деревини, а цвяхи забивають під кутом. Щоб забити цвях у деревину твердих порід, його трохи забивають і виймають. Заглибину заповнюють парафіном, знову вставляють у це саме місце цвях і забивають його остаточно.
Шурупами кріплять петлі, ручки, замки, косинці тощо. Щоб шуруп міцно тримався, його необхідно тільки загвинчувати викруткою або шуруповертом. У деревину твердих порід шурупи загвинчують у просвердлені отвори діаметром трохи меншим від діаметра шурупа, глибиною на 1/2-3/4 довжини шурупа. Для шурупів великого діаметра (глухарів) просвердлюють наскрізний отвір; під головку шурупа та гайку підкладають шайби, щоб не зминало деревину. Відстань між сусідніми шурупами вздовж волокон - 10 діаметрів, а відстань від кромки деталі до осі шурупа і між осями впоперек волокон - 5 діаметрів шурупа.
Призначення та способи пиляння
Пиляння – це операція розділення деревини на частини за допомогою багаторізцевого інструменту.
Для розпилювання лісоматеріалів використовуються ручні або механічні пили. Пила являє собою стрічку або диск із розміщеними на них зубами (різцями).
Зуби мають наступні параметри (див. рис. 3): крок (відстань між двома суміжними вершинами) і висоту (відстань між основою і вершиною). Для видалення стружки, яка утворюється під час пиляння, призначена впадина (пазуха). Кожний зуб пили має три ріжучі кромки – одну передню, коротку, і дві бокові.
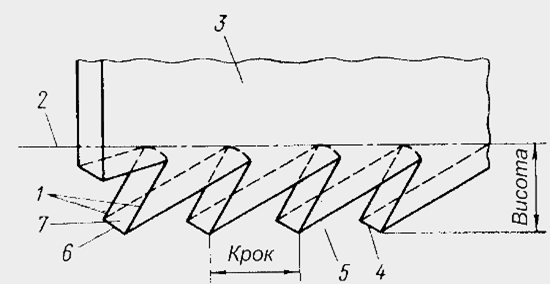
Рис. 3. Елементи пили: 1 - бокові ріжучі кромки, 2 - лінія основи зубів пили, 3 - полотно пили, 4 - вершина зуба, 5 - пазуха, або впадина зуба пили, 6 - передня коротка ріжуча кромка, 7 - передня грань
У пил для повздовжнього пиляння зуби короткою ріжучою кромкою перерізають волокна, а бокові розділяють між собою за їх напрямком. Зуби таких пил мають форму гострокутного трикутника (див. рис.4, а), пряму заточку, ними можна пиляти тільки в одному напрямку.
При мішаному пилянні, процес пиляння відбувається так само як і при повздовжньому пилянні, відмінність полягає у формі зубів (прямокутного трикутника (див.рис.4, б)).
У пил для поперечного пиляння коротка ріжуча кромка розділяє волокна, а бокові перерізають їх. Зуби мають форму переважно рівнобедреного трикутника і двосторонню заточку (див. рис.4, в), тому ними можна пиляти в обох напрямках.
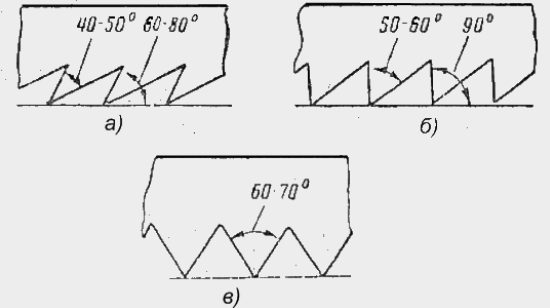
Рис. 4. Кути зубів пил: а) для повздовжнього пиляння б) для мішаного пиляння; в) для поперечного пиляння
Процес пиляння
Перед роботою лучковою пилою перевіряють поверхню полотна і його натяг. Полотно повинно бути прямолінійним, без перекосів. По відношенню до станка (лучка) його встановлюють під кутом 30° і добре натягують.
Дошку, яку потрібно розпилювати вздовж, закріплюють на верстаку так, щоби частина, яку потрібно відпиляти, виступала ззовні (див. рис. 5,а). Далі за допомогою лінійки чи рейсмуса проводять розмітку, після чого лівою рукою беруть пилу за кінець стійки біля тятиви, а правою за другий кінець стійки біля полотна проводять пиляння, причому при холостому ході (вверх) пилу відводять від дна розпилу. Пиляти потрібно спокійно, рівно, без різких рухів і сильних нажимів. В процесі пиляння пилу необхідно тримати вертикально, тому що при її відхиленні пропил утвориться нерівний.
При поперечному розпилюванні (див. рис. 5,б) дошку кладуть на верстак так, щоби відпилювальна частина звисала з нього. Притримуючи заготівку лівою рукою, правою беруть за стійку лучкову пилу і рівномірно без натиску (пиляння здійснюється за рахунок ваги лучка) розпилюють дошку. Перед закінченням розпилювання рух пили потрібно сповільнити для запобігання відламування відрізків. Рух пили при пилянні повинен бути рівномірним (ритмічним) – від 60 до 80 разів за хвилину. Запил (початок пиляння) правильно проводять за допомогою великого пальця лівої руки, з плавним рухом на себе з невеликим натиском
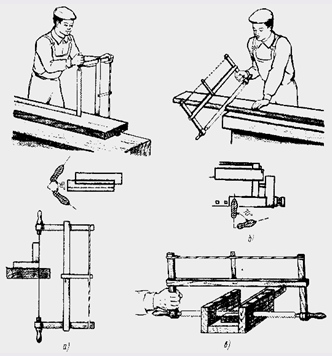
Рис. 5. Розпилювання дошок: а - повздовжнє, б - поперечне, в - поперечне і під кутом лучковою пилою в розпи лювальному ящику
Для ручного свердління застосовують такі пристосування: бурав, коловорот, свердлилка, шестеренчастий дриль, тріскачка.
Бурав (буравчик) (див. рис. 6, а, б) має Т-подібну ручку або хвостик з отвором для ручки, а з другого боку різальну гвинтову частину. Застосовують його для свердління неглибоких отворів діаметром від 2 до 38 мм.
Коловорот (в) складається зі стального колінчастого валика 3, посередині якого вільно насаджена ручка 4; внизу патрон 7 для кріплення свердла і тріскача 6; на верхньому кінці натискна головка 1.
Свердлилка (г) складається зі стального стержня з різьбою 11, патрона для свердла 12, вільно обертаючої головки 9 і металевої ручки-гайки 10. Застосовують його для свердління неглибоких отворів діаметром до 5 мм.
Шестеренчастий дриль (д) складається зі стержня (вала, шпинделя) з патроном 15 для свердла 16 і конічної зубчатої передачі 14. Обертанням ручки можна надати стержню через зубчату передачу однобічний обертальний рух. Натискають на дриль під час роботи безпосередньо верхньою ручкою.
Тріскачка застосовується в тих випадках, коли коловоротом неможливо робити повного оберту, або коли коловорот не підходить по висоті. На робочий вал тріскачки зверху нерухомо насаджений храповик з нахиленими зубцями, який обертається за допомогою бокової ручки. Внизу робочого вала розміщається патрон, в який вставляють свердло. Щоб не застосовувати тріскачку окремо, використовують коловорот із тріскачкою (е).
Прийоми роботи коловоротом показані на рис. 1. Якщо просвердлюють наскрізні отвори, то на місці виходу свердла під деталь підкладають брусок, щоб запобігти виколюванню. Центр свердла ставлять точно в центр позначеного отвору.
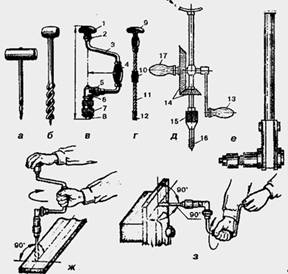
Рис. 6. Пристосування для ручного свердління і прийоми роботи ними: 4,17 - ручки, 2 - натискна головка, 3 - стержань колінчастий, 5 - кільце перемикач, 6 - механізм зчеплення, 7,12,15 - патрон, 8 - кулачки патрона, 9 - головка-грибок, 10 - ручка нарізна, 11 - спіральний стержень, 13 - ручка приводу, 14 - зубчата передача, 16 - свердло.
Технологія виконання довбання різних отворів
Довбання виконують за розміткою, для чого деталь міцно закріплюють на верстаку , а при довбанні наскрізних гнізд (див. рис. 7, а) розмітку роблять з двох боків і підкладають дошку, щоб не пошкодити кришку верстака. Наскрізні отвори довбають спочатку до половини з одного боку, а потім з другого. Щоб заглибити долото в деревину, по його ручці ударяють киянкою (див. рис. 7 г), внаслідок чого волокна перерізуються впоперек (див. рис. 7, в). Потім здійснюють удар по долоту, поставленого під кутом до площини в напрямку перерізання волокон, при цьому відділяється перша стружка. Далі повторюють цей процес роботи, тримаючи долото фаскою до середини гнізда.
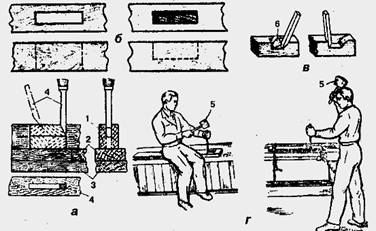
Рис. 7 Прийоми довбання долотом
Підготовка ручних рубанків до роботи
Перед початком роботи стругальний інструмент потрібно налаштувати - вийняти ножі, загострити їх, вмонтувати з урахуванням подальшої обробки.
Для загастрення ніж рубанка виймають з лотка, притримуючи великим пальцем, і ударяючи киянкою по затилку колодки (див. рис. 9, а,б), в фуганку легкими ударами по кнопці. При заточуванні ножів на точилі з природнього каменю або на накладному крузі, круг обертається проти леза, при цьому ніж тримають під необхідним кутом без перекосів, рівномірно притискаючи до мокрого круга (до утворення задирів на передній грані ножа) (див. рис. 8). Правлять ніж на мармуровому бруску коловими рухами змочуванням водою або краплями гасу. Кут загострення перевіряють шаблоном, а правильність заточування фаски і леза ножа - кутником і лінійкою або "на око" (див. рис. 8).
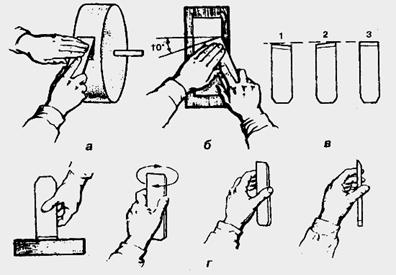
Рис. 1. Заточування ножів рубанка: а - положення ножа при заточуванні на точилі, б - положення ножа при заточуванні на мармуровому бруску, в - перевірка заточування фаски, г - перевірка леза ножа "на око"; 1-2 - невірно, 3 - вірно.
Профільні ножі заточують на фігурних брусках або напилках відповідного профілю, а правлять на мармурових фігурних брусках або наждачним порошком з олією, накидаючи його на відрізок твердої деревини відповідного профілю.
Нагострений ніж встановлюють у лоток колодки, щільно притискають до ложа (кута присадки) і закріплюють клином (див. рис. 9, д). Тоді подають ніж вперед (див. рис. 9, в,г), щоб лезо виступало з підошви колодки без перекосу на 0,2-0,3мм, а в шерхебеля до 3мм. При зберіганні струга лезо ножа не повинно виступати з підошви.
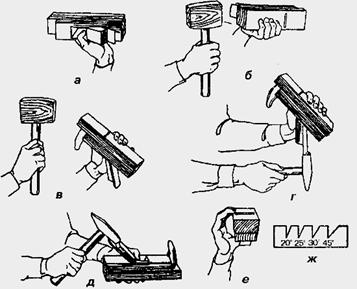
Рис. 2. Прийоми розбирання на налаштування рубанків
Прийоми стругання
Перед початком роботи потрібно визначити лицьовий бік і напрямок волокон, щоб стругати за їх напрямком. Заготівки кріплять на верстаку за допомогою гребінок або в лещатах (див. рис. 10).
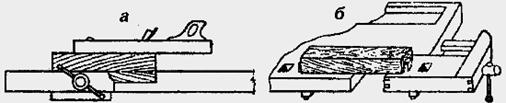
Рис. 10 Закріплення заготівок на верстаку для стругання: а - переднім затискним гвинтом, б - задньою затискною коробкою.
При струганні робітник повинен стояти в півоберта до верстака (див. рис. 11, г), корпус трохи нахилений вперед. Струг потрібно переміщувати тільки рухом на повний розмах рук. На початку стругання більше натискають на передню частину (колодки ) (див. рис. 11, а), а в кінці на задню.
При русі інструмента назад частину колодки трохи піднімають, щоб не затупляти лезо. Торці і сучковиті місця стругають подвійним рубанком, шліхтиком, тримаючи їх під кутом "від себе" (див. рис. 11, в) і "на себе" (див. рис. 11, д).
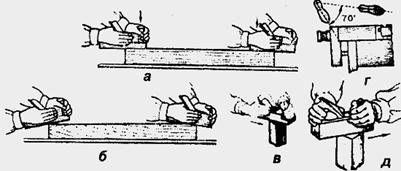
Рис. 11. Прийоми стругання: а - вірно, б – невірно
Перевірка якості стругання
Після стругання можуть виникнути такі дефекти: ворсистість - результат роботи тупими ножами; повздовжні смуги - при роботі з ножами, які мають викришені місця на лезі; шорсткість, задири, виколи; не прямокутні грані брусків (див. рис. 12, а) і торців (див. рис. 12, б), які перевіряють кутником. Якщо спочатку стругання натискати на задню частину колодки, а в кінці на передню, то одержимо спочатку і в кінці "заовалення". Якість обробки перевіряють "на око" (див. рис. 12, в) і за допомогою лінійки (див. рис. 12, г). Якість профільних деталей перевіряють шаблонами.
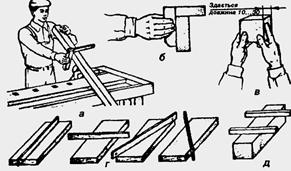
Рис. 12. Перевірка якості стругання
Процес стружко утворення
Процес різання полягає в тому, що під впливом зовнішніх сил різець, який має форму клина, проникає в деревину, перерізає волокна і відділяє їх у вигляді стружки. Зовнішні сили потрібні для того , щоб подолати опір деревини проникненню різця, для видалення стружки, для подолання сили тертя.
Необхідну для різання силу прийнято називати силою різання. За напрямком різання поділяють на: різання поперек волокон перпендикулярно їх напрямку (в торець) (а);різання вздовж волокон в площині повздовжнього розрізу стовбура (б); різання поперек волокон в площині повздовжнього розрізу стовбура (в). Проте крім основних трьох випадків може використовуватися і різання під різними кутами до волокон
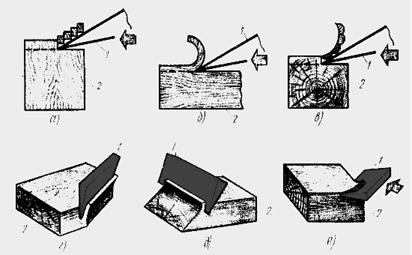
Рис. 13 Види різання: а) в торець; б) вздовж волокон; в) поперек волокон; г) торцево-поперечне; д) торцево-повздовжне; е) повздовжно-поперечне; 1-різець, 2-деревина
0 комментариев