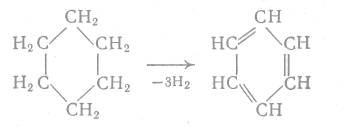
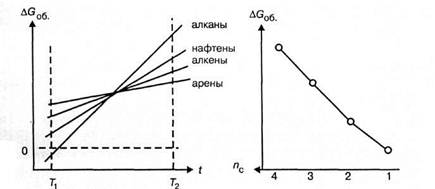
Превращения шестичленных нафтенов
Кинетика реакции
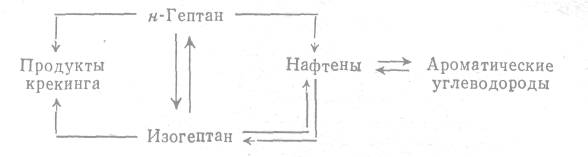
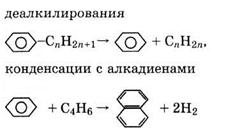
Превращения пятичленных нафтенов
− бензол; 2 − н-гексан; 3 − 2-метилпентан; 4 − 3-метилпентан
Павлодарский нефтеперерабатывающий завод
Основные технологические схемы современных нефтеперерабатывающих заводов
Схема переработки нефти по топливно-масляному варианту
Навигация
Схема переработки нефти по топливно-масляному варианту
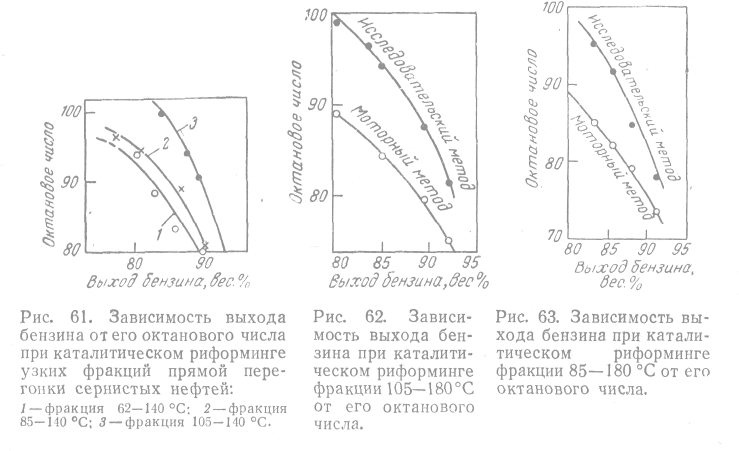
Каталитический риформинг
50047
знаков
6
таблиц
10
изображений
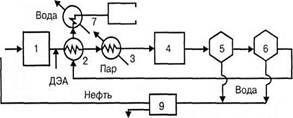
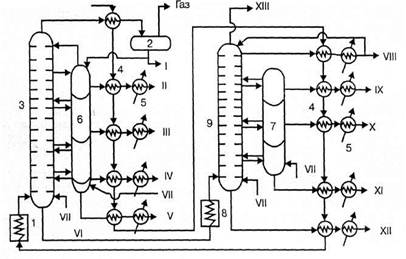
5.3 Схема переработки нефти по топливно-масляному варианту
При этой схеме на установках ЛВТ помимо светлых дистиллятов (бензинового, керосинового, дизельного) получают несколько вакуумных дистиллятов и гудрон. Затем каждый из дистиллятных погонов проходит:
а) селективную очистку от смолисто-асфальтеновых компонентов;
б) депарафинизацию;
в) доочистку гидрогенизационным или адсорбционным методом.
Из гудрона сначала с помощью пропана извлекают асфальтовые вещества. Полученный деасфальтизат далее обрабатывается по той же схеме, что и дистиллятные фракции (селективная очистка, депарафинизация, доочистка).
После доочистки дистиллятные и остаточный компоненты направляются на компаундирование. Изменяя соотношение компонентов и вводя различные присадки, получают необходимые сорта масел.
Существуют и другие схемы масляного производства. При очистке парными растворителями (дуосол-процесс) на одной установке совмещаются деасфальтизация н избирательная очистка масел.
При переработке парафинистых нефтей одновременно с маслами получают парафины и церезины. Выделенные при депарафинизации гач и летролатум проходят дополнительную обработку на установках обезмасливания, фильтрования через отбеливающие земли или гидроочистки. После обработки получают из гача — парафин, а из петролатума — церезин.
5.4 Схема с нефтехимическими производствами
Продукты переработки нефти используются в качестве сырья для разнообразных органических производств. Установки нефтехимического синтеза в некоторых случаях сооружаются в составе нефтеперерабатывающих заводов, что значительно расширяет ассортимент продукции предприятий. Создаются также самостоятельные нефтехимические заводы, получающие сырье с НПЗ железнодорожным или трубопроводным транспортом.
Основными видами нефтехимического сырья являются:
а) этилен, пропилен и бутилен-бутадиеновая фракция, полученные пиролизом;
б) индивидуальные алканы (пропан, бутаны, пентаны), вырабатываемые на установках газофракционирования предельных газов;
в) пропан-пропиленовая и бутан-бутиленовая фракции с установок газофракционирования непредельных газов;
г) ароматические углеводороды (бензол, толуол, ксилолы), получаемые при каталитическом риформинге и пиролизе;
д) высшие парафины, вырабатываемые при депарафинизации дизельных и масляных фракций.
5.5 Укрупненные и комбинированные установки
Развитие технологии переработки нефти в настоящее время характеризуется тенденцией роста мощности технологических установок. За прошедшие 30 лет мощность установок первичной переработки нефти выросла более чем в 10 раз, установок каталитического крекинга — в 8 раз. На смену установкам каталитического риформинга мощностью 300 тыс. т/год пришли установки мощностью 1 млн. т/год.
При увеличении единичной мощности установки сокращаются удельные, т. е. рассчитываемые на 1 т перерабатываемого сырья, затраты на строительство установок, эксплуатационные расходы, производственный штат. Например, благодаря увеличению мощности установок первичной перегонки нефти от 3 до 6 млн. т/год капитальные вложения на единицу мощности уменьшаются на 31 %, а производительность труда повышается в 2—2,5 раза. Укрупнение установок позволяет перейти к более прогрессивным видам оборудования, например от поршневых компрессоров к центробежным. Другая особенность современной нефтепереработки — создание установок, в составе которых объединяется (комбинируется) несколько технологических процессов. Внедрение таких установок, называемых комбинированными, сокращает общую сумму капиталовложений, позволяет уменьшить площадь территории установки и всего завода. Значительно сокращается протяженность трубопроводов, уменьшаются тепловые потери вследствие того, что теплота горячих потоков одного технологического процесса используется для подогрева холодных потоков другого процесса. Первые комбинированные установки появились в середине 1950-х гг. Сначала в составе таких установок комбинировалось 2—3 процесса. Были, например, построены комбинированные установки электрообессоливания, первичной перегонки нефти и вторичной перегонки бензина. Процесс каталитического риформинга на платиновом катализаторе комбинировался с предварительной гидроочисткой бензина и экстракцией аренов из катализата, В дальнейшем комбинирование процессов углублялось, в состав установок стали включать 4—5 процессов. На нескольких отечественных НПЗ в 1975—1984 гг. были введены в эксплуатацию комбинированные установки по неглубокой - переработке нефти ЛК-6У. Установки ЛК-6У состоят из пяти секций:
1) электрообессоливание и первичная перегонка нефти (ЭЛОУ-АТ);
2) каталитический риформинг с предварительной гидроочисткой бензина;
3) гидроочистка авиакеросина;
4) гидроочистка дизельного топлива;
5) газофракционирование.
На установке ЛК-6У применено новое укрупненное оборудование: центробежные компрессоры с паровым и электрическим приводом, воздушные холодильники с высоким коэффициентом оребрения, ректификационные тарелки клапанного типа, вертикально-секционные печи новой конструкции.
Применение комбинированных установок ЛК-6У взамен отдельно стоящих позволяет на 45 % повысить производительность труда, на 15—20 % уменьшить расход металла на изготовление оборудования, на 10—15% снизить эксплуатационные затраты.
В 1983—1984 гг. завершено строительство еще двух крупных комбинированных установок:
а) глубокой переработки мазута КТ-1, в состав которой включены процессы вакуумной перегонки мазута, гидроочистки вакуумного дистиллята, каталитического крекинга, висбрекинга гудрона и газофракционирования;
б) производства масел КМ-2, на которой сочетанием процессов деасфальтизации, селективной очистки, депарафинизации и гидроочистки вырабатывают моторные и индустриальные масла более 10 наименований.
На нескольких НПЗ построены высокопроизводительные комбинированные установки производства этилена и пропилена, включающие процессы пиролиза, получения аренов, бутадиена, циклопентадиена, полимерных материалов, сырья для производства технического углерода. К недостаткам комбинированных установок относится жесткость связей между отдельными процессами. Нарушения в работе одной секции могут влиять на всю установку, расстраивая другие технологические процессы. Комбинированную установку сложнее, Чем обычную, остановить на ремонт и затем вывести на режим.
6 Оборудование нефтеперерабатывающих производств
Современная нефтеперерабатывающая промышленность оснащена сложным оборудованием, предназначенным для осуществления разнообразных процессов — нагрева, охлаждения, конденсации, массопередачи, перекачки, компримирования, фильтрации и ряда других операций с нефтью и продуктами ее переработки.
По функциональному назначению это оборудование может быть подразделено на следующие основные группы:
а) реакторное — реакторы, регенераторы;
б) массообменное — ректификационные колонны, адсорберы, десорберы;
в) нагревательное — трубчатые печи, теплообменники;
г) охладительное — холодильники и конденсаторы, аппараты воздушного охлаждения;
д) оборудование для разделения эмульсий и суспензий — фильтры, центрифуги;
е) оборудование для хранения жидких продуктов — емкости и резервуары;
ж) оборудование для транспортировки жидких и газообразных сред — насосы и компрессоры;
и) оборудование для отключения аппаратов и участков трубопроводов — запорная арматура (задвижки, вентили и др.).
Заключение
Риформинг (англ. reforming, от reform — переделывать, улучшать), промышленный процесс переработки бензиновых и лигроиновых фракций нефти с целью получения высокооктановых бензинов и ароматических углеводородов. Риформинг проводят в промышленной установке, имеющей нагревательную печь и не менее 3-4 реакторов, при температуре 350-520°С, давлении 1,5-4 Мн/м2 (15-40 кгс/см2) в присутствии различных катализаторов: платиновых, платинорениевых и полиметаллических, содержащих платину, рений, иридий, германий и другие металлы. Во избежание дезактивации катализатора продуктом уплотнения — коксом, Р. осуществляется под высоким давлением водорода, который циркулирует через нагревательную печь и реакторы. В результате Р. бензиновых фракций нефти получают 80-85% бензина с октановым числом 90-95, 1,5-2% водорода и остальное количество - газообразные углеводороды. Большое значение имеет риформинг для производства ароматических углеводородов (бензола, толуола, ксилолов); ранее основным источником получения этих углеводородов была коксохимическая промышленность.
Сырьем каталитического риформинга служат, как прямогонные бензиновые фракции нефтей и газовых конденсатов, так и бензины вторичного происхождения, получаемые при термической и термокаталитической переработке тяжелых нефтяных фракций, а также выделяемые из продуктов переработки углей и сланцев. Основной источник сырья риформинга - прямогонные бензиновые фракции, роль бензинов вторичного происхождения будет возрастать при углублении переработки нефти.
Подготовка сырья риформинга включает ректификацию и гидроочистку. Ректификация используется для выделения определенных фракций бензинов в зависимости от назначения процесса. При гидроочистке из сырья удаляют примеси (сера, азот и др.), отравляющие канализаторы риформинга, а при переработке бензинов вторичного происхождения подвергают также гидрированию непредельные углеводороды.
Важное значение имеют способы хранения сырья, которые во многих случаях определяют работоспособность оборудования и катализаторов блоков гидроочистки.
Список используемой литературы
1 Гуреев А. А. Производство высокооктановых бензинов / А. А. Гуреев − М.: Химия, 1981. −457 с.
2 Маслянский Г. Н. Каталитический риформинг бензинов / Г. Н. Маслянский − Санкт-Петербург: Химия , 1985. − 971 с.
3 Емельянов В. Е. Автомобильные бензины с улучшенными экологическими / В. Е. Емельянов − Санкт-Петербург: Химия и технология топлив и масел, 1995. − 624 с.
4 Травень В.Ф. Органическая химия: Учебник для вузов в 2-х томах / В.Ф. Травень − М.: Академкнига, 2004. – 727 с.
Похожие работы
... КОН/ 100 куб.см - не более 3,0 - массовая доля серы,% - не более 0,05 В АО “Ново-Уфимский НПЗ” организовано промышленное производство автомобильных неэтилированных бензинов АИ-91, АИ-93 и АИ-95 с улучшенными экологическими характеристиками. Содержание бензола составляет не более 3,5% об., общей серы - не более 0,03%; давление насыщенных паров - не более 79,9 кПа. Повышение требований к качеству ...
... качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для ...

... переработки нефти. Расходные коэффициенты для таких установок составляют: пар 49 кг, вода 4,1 м3, электроэнергия 37,5-103 кДж, жидкое топливо 33,4 т на 1 т перерабатываемой нефти. 1.6 Крекинг нефтепродуктов 1.6.1 Виды крекинг-процесса Крекингом называется вторичный процесс переработки нефтепродуктов, проводимый с целью повышения общего выхода бензина. Применение вторичных процессов в ...
... ВОПРОСЫ РЕФОРМИРОВАНИЯ И РЕСТРУКТУРИЗАЦИИ ПРЕДПРИЯТИЙ. Несколько лет назад в качестве одной из мер решения проблемы спада производства возник вариант реформирования и реструктуризации предприятий с привлечением консультантов. Появились и отдельные примеры существенного улучшения финансово-экономического состояния предприятия за счет активизации и использования его внутренних возможностей. К ...
0 комментариев