Задача. Выбрать рациональный тип заготовки на основании определения норм расхода металла и расчета стоимости ее изготовления.
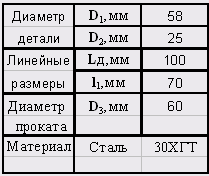
Исходные данные:
1. Определяю массу детали ![]() , кг, по формуле
, кг, по формуле
![]()
![]() ; ρ стали =7850 кг/м3= 7,85∙10 – 6кг/мм3
; ρ стали =7850 кг/м3= 7,85∙10 – 6кг/мм3
![]() ; где
; где ![]() ; и
; и ![]() ;
; ![]()

2. Определяю норму расхода металла на изготовление заготовки из проката и её стоимость, используя формулы
Норма расхода металла на изготовление одной детали определяется по формуле
![]() , (1)
, (1)
где ![]() - масса погонного метра проката, кг;
- масса погонного метра проката, кг;
![]() =22,19кг;
=22,19кг;
Lпр – длина прутка сортового проката, мм;
Lпр=3650мм (ГОСТ 2590-71)
![]() - число деталей, изготавливаемых из одного прутка сортового проката, шт.
- число деталей, изготавливаемых из одного прутка сортового проката, шт.
В свою очередь:
![]() , (2)
, (2)
где: ![]() - величина потерь металла на зажим заготовки в патроне, мм;
- величина потерь металла на зажим заготовки в патроне, мм;
![]() =35мм;
=35мм;
![]() - длина одной заготовки, мм.
- длина одной заготовки, мм.
Длина заготовки для одной детали определяется по формуле:
![]() , (3)
, (3)
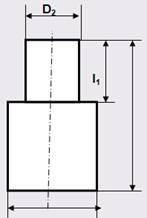
где: ![]() - длина детали по чертежу, мм;
- длина детали по чертежу, мм;
![]() =100мм
=100мм
![]() - общий припуск на обработку торца, мм;
- общий припуск на обработку торца, мм;
![]() =1мм;
=1мм;
![]() - ширина разреза при резке сортового проката на заготовки, мм.
- ширина разреза при резке сортового проката на заготовки, мм.
![]() =3мм;
=3мм;
Стоимость получения заготовки определяется весом проката, требующегося на изготовление детали и весом сдаваемой стружки
![]() , руб; (4)
, руб; (4)
где ![]() - норма расхода металла на одну заготовку, кг;
- норма расхода металла на одну заготовку, кг;
![]() - цена 1т материала заготовки, руб.; (смотрю справочные данные)
- цена 1т материала заготовки, руб.; (смотрю справочные данные)
![]() =598500руб.
=598500руб.
![]() - масса готовой детали, кг.;
- масса готовой детали, кг.;
![]() =0,89кг
=0,89кг
![]() - цена 1т отходов (стружки), руб.(смотрю справочные данные)
- цена 1т отходов (стружки), руб.(смотрю справочные данные)
![]()
![]() ;
; ![]() ;
;
![]() -эти данные вношу в таблицу.
-эти данные вношу в таблицу.

3. Определяю норму расхода металла на изготовление заготовки методом штамповки (поковки) и её стоимость, используя формулы
Норма расхода металла на изготовление одной детали определяется укрупнено по следующей формуле
![]() , (5)
, (5)
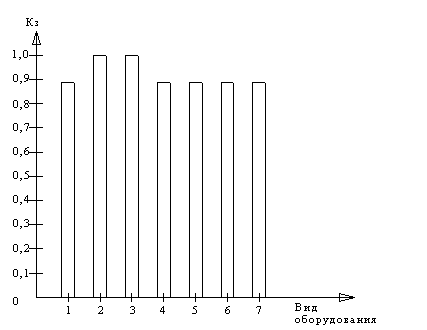
где ![]() - коэффициент технологических потерь, учитывающий отходы металла при раскрое исходного материала для (поковки) штамповки, потери металла на угар при нагреве заготовки, отходы при (ковке) штамповке;
- коэффициент технологических потерь, учитывающий отходы металла при раскрое исходного материала для (поковки) штамповки, потери металла на угар при нагреве заготовки, отходы при (ковке) штамповке;
![]() =1,07
=1,07
![]() - масса (поковки) штамповки с учетом припусков на последующую механическую обработку, кг. ; принимаю на 15% больше массы детали.
- масса (поковки) штамповки с учетом припусков на последующую механическую обработку, кг. ; принимаю на 15% больше массы детали.
![]()
![]()
эти данные вносим в таблицу
Стоимость получения заготовки определяется с достаточной точностью по формуле
![]() , руб,(6)
, руб,(6)
где ![]() - базовая стоимость 1 тонны (поковок) штамповок, руб;
- базовая стоимость 1 тонны (поковок) штамповок, руб;
С=373∙3500 руб(коэф.инфл.)=1305500 руб.
![]() - коэффициенты, зависящие от марки материала, веса заготовки, объема производства, сложности изготовления. (смотрю справочные данные)
- коэффициенты, зависящие от марки материала, веса заготовки, объема производства, сложности изготовления. (смотрю справочные данные)
Значения остальных параметров те же, что и в формуле (4).
![]()
![]()
![]()

вношу эти данные в табл.
Таблица – Результаты расчета:
| Рассчитанные параметры | Способ получения заготовки | |
| прокатка | штамповка | |
| Норма расхода Нр, кг | 2,38 | 1,07 |
| Стоимость получения заготовки, руб | 1342 | 1260 |
Заключение
На основании полученных мною результатов, я сделала вывод, что более рациональным по себестоимости и по расходу материала является получение заготовки методом штамповки (поковки).
Так как на изготовление детали с одинаковыми параметрами, методом проката, идет большой расход материала, а также и большая ее себестоимость, чем методом штамповки (поковки).
Похожие работы





... перехода высокого напряжения на электроды при пробое; - наличие на участке не менее двух рабочих, прошедших соответствующий инструктаж. 15.1.2 Расчёт и проектирование системы общего искусственного освещения проектируемого механического цеха Наиболее распространёнными источниками света являются лампы накаливания, люминесцентные лампы и дуговые ртутные лампы. Предпочтение отдают люминесцентным ...
... в тендерах на строительство судостроительной продукции и создание продукции различного народно-хозяйственного назначения. II. Разработка графика технологической подготовки производства в условиях корпусообрабатывающего цеха Cтроительство современного судна представляет собой сложный процесс, порождающий сложные технические, организационные и технологические проблемы, в связи с чем ...
... и конструкции штампов, которые определяются типом штампуемой заготовки, холодную обработку давлением подразделяют на объемную штамповку и листовую, называемую холодной листовой штамповкой. Метод холодной листовой штамповки получил наибольшее распространение при изготовлении различных деталей РЭС. 2.2.Холодная листовая штамповка В качестве исходного материала при изготовлении деталей ...




... инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным ...
0 комментариев