Навигация
Проектирование технологического процесса механической обработки детали "шкив"
31239
знаков
9
таблиц
13
изображений
Оглавление
Аннотация
Введение
1 Описание детали и ее служебного назначения
2 Маршрутный технологический процесс изготовления детали для серийного производства
3 Операционные эскизы технологического процесса изготовления детали
Заключение
Библиографический список
Приложения:
А – Описание станков с числовым программным обеспечением, используемых при изготовлении детали «шкив»
Б – Диаметр круглого металлопроката (сталь 45 ГОСТ 1050-88)
В – Бланк задания на курсовой проект0
Введение
Машиностроение – важнейшая отрасль промышленности. Его продукция – машины различного назначения – поставляются всем отраслям народного хозяйства. Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной степени зависят от уровня развития машиностроения.
Как прикладная наука «Технология машиностроения» имеет большое значение в подготовке специалистов для машиностроительной промышленности. Она вооружает их знаниями, необходимыми для повседневной и творческой деятельности по разработке прогрессивных технологий и создания конструкции машин, позволяющих применить при их производстве высокопроизводительные технологические методы.
Одной из главных задач «Технологии машиностроения» является изучение закономерностей протекания технологических процессов и выявление тех параметров, воздействие на которые наиболее эффективно для интенсификации производства и повышения его точности. При проработке этого курса студенты получают знания, необходимые для повседневной творческой работы в области построения новой прогрессивной технологии, автоматизации производства, а также создания конструкций, позволяющих применить при их изготовлении высокопроизводительные технологические методы.[1]
Технологический процесс в машиностроении характеризуется не только улучшением конструкции машин, но и непрерывным совершенствованием технологии их производства. В настоящее время важно качественно, дешево и в заданные плановые сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив современные высокопроизводительное оборудование, инструмент, технологическую оснастку, средства механизации и автоматизации производства. От принятой технологии производства во многом зависят долговечность и надежность работы выпускаемых машин, а также экономика их эксплуатации. Совершенствование технологии машиностроения определяется потребностями производства необходимых обществу машин. Вместе с тем развитие новых прогрессивных технологических методов способствует конструированию более совершенных машин, снижению их себестоимости и уменьшению затрат труда на их изготовление.[2]
Серийным называется такое производство, при котором изготовление изделий производиться партиями или сериями, состоящих из одноименных, однотипных по конструкции и одинаковых по размерам изделий, запускаемых в производство одновременно.
Основным принципом этого вида производства является изготовление всей партии (серии) целиком, так и сборки детали.
В серийном производстве в зависимости от количества изделий в серии, их характера и трудоемкости, частоты повторяемости серии в течение года, различают мелко-, средне- и крупносерийное производство.
В серийном производстве технологический процесс преимущественно дифференцирован, т.е. расчленён на отдельные операции, которые закрепляются за отдельными станками.
Станки, применяемые в серийном производстве: универсальные, специальные, агрегатные и автоматизированные.
Станочный парк должен быть специализирован в такой мере, чтобы был возможен переход от производства одной серии машин к другой, несколько отличающихся в конструктивном отношении.
При использовании универсальных станков должны широко применяться специальные и специализированные приспособления и инструмент. Измерительный инструмент – предельные калибр, шаблоны.
Серийный выпуск машин стал возможен в связи с развитием высокопроизводительных методов производства, а дальнейшее повышение быстроходности, точности, мощности, рабочих давлений, температур, коэффициента полезного действия, износостойкости и других показателей работы машин было достигнуто в результате разработки новых технологических методов и процессов.[3]
Цель курсового проекта: «Разработать технологический процесс изготовления детали «шкив» в серийном производстве».
Задачи, поставленные в данном курсовом проекте:
Задача 1. Разработать чертеж детали «Шкив»;
Задача 2. Разработать маршрутный технологический процесс изготовления детали «шкив»;
Задача 3. Разработать операционные эскизы технологического процесса.
1 Описание детали и ее служебного назначения
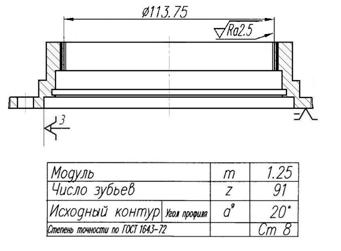
Деталь «шкив» представляет собой фрикционную вращающуюся деталь ремённой передачи, выполненную в виде колеса, охватываемого гибкой связью (ремнем). Служебное назначение шкива состоит в использовании его как одной из основных частей ременной передачи.
Передающие вращающий момент рабочие шкивы (ведущий и ведомый) закрепляют на валах посредством шпоночных, зубчатых, штифтовых и прочих соединений. Не передающие вращающего момента шкивы (холостые шкивы, натяжные ролики) свободно вращаются на валах или осях. Конструкции шкивов отличаются большим разнообразием. Шкив малых диаметров выполняют монолитными, средних и больших диаметров – имеют ступицу и обод, связанные диском или спицами. Крупные шкивы иногда выполняют из двух половин, соединённых болтами. Изготовляют Шкив из чугуна, стали лёгкого сплава, пластмассы, иногда дерева.
Шкив под плоские ремни имеет цилиндрическую или слегка выпуклую рабочую поверхность для предохранения ремня от сбегания, с той же целью шкивы иногда снабжаются ребордами. Шкив под клиновые и поликлиновые ремни имеют канавки трапецеидального профиля. Шкив под ремень круглого сечения снабжают канавкой со скруглённым дном. Шкив зубчатоременных передач имеют зубья, идущие в осевом направлении, и реборды. Ступенчатые шкивы применяют в передачах с регулированием передаточного отношения путём перевода ремня с одной ступени на другую. Раздвижные конические шкивы в бесступенчатых передачах с широким клиновым ремнем выполняют с одним или обоими подпружиненными передвижными конусами, а также с принудительным перемещением одного или обоих конусов.
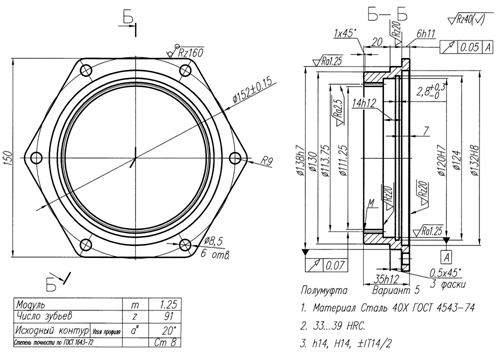
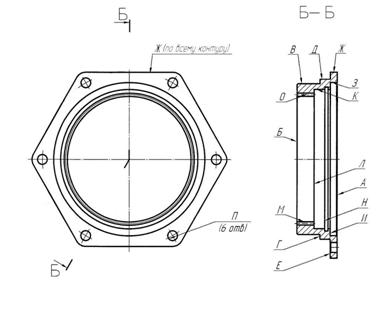
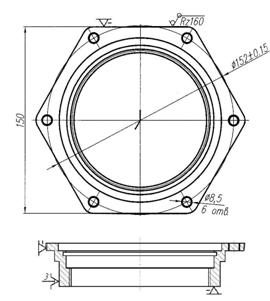
Данная деталь «шкив» представляет собой колесо, которое является частью ременной передачи. Служебное назначение шкива состоит в том, чтобы передавать крутящий момент через ремень на вал. С валом шкив соединяется посадкой с натягом, прижимается шайбой и фиксируется болтами. Во внутреннюю часть шкива крепится зубчатая полумуфта переходной посадкой и фиксируется штифтом. Соединение деталей осуществляется под прессом. При работе данного механизма вращение шкива на валу передается на зубчатую полумуфту, далее через зубчатую втулку – на полумуфту и на вал.
Похожие работы
... поверхностей. Кроме того, специальные калибры применяются для контроля размеров фасок и глубины расположения поверхностей. 5. Разработка технологической документации Согласно последовательности операций и переходов, приведенной в разделе 4 составляется маршрутная карта механической обработки детали «Полумуфта». Операционные карты и карты эскизов будут составлены для операций 110 и 120 ...
... , точности изготовления и сборочных работ, технологичности производственных процессов, а так же повышению единичной мощности Задание на курсовое проект Тема: «Разработка технологического процесса механической обработки опоры для рычага». Материал- сталь 25 , твёрдость НВ не более 1668Мпа (170 кгс/мм2). Размер «а» выполнить симметрично оси опоры. Неуказанные предельные ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев