Навигация
ТЕМА
Ионная имплантация
1. Ионная имплантация
1.1 Общее понятие ионной имплантации
Ионная имплантация – метод легирования поверхностных слоев, заключающийся в обработке поверхности потоком высокоэнергетичных ионов и внедрении их в объеме материала.
Процессы ионной имплантации были использованы впервые для моделирования процессов, протекающих в твердых телах при их радиационной обработке. Было установлено, что в результате внедрения 1 иона тяжелых элементов в поверхностный слой число дефектов в 106 раз больше по сравнению с числом дефектов, образующихся в результате воздействия 1 нейтрона. Следовательно, используя обработку поверхности ионами, можно в 106 раз снизить дозу облучения для получения такого же эффекта, значительно интенсифицировать процессы генерации радиационных повреждений и сократить, таким образом, продолжительность исследований по выбору радиационно-стойких материалов.
Ионная имплантация характеризуется следующими основными преимуществами:
1) отсутствие термодинамических ограничений по составу образующихся в поверхностных слоях сплавов и химических соединений. Используя ионную имплантацию, принципиально возможно получение систем сложного состава с любым сочетанием компонентов;
2) при ионной имплантации формируются неравновесные метастабильные структуры, которые в ряде случаев имеют уникальные физико-механические свойства. Данная особенность обусловлена тем, что процессы структурообразования протекают в условиях очень быстрого охлаждения (скорость охлаждения может достигать значений ~106 К/c);
3) универсальность и гибкость процесса; методом ионной имплантации удается получить слои с необходимым профилем концентраций легирующих элементов, структурным состоянием. Часто для регулирования характера распределения имплантированных атомов в поверхностном слое используется дополнительная термообработка;
4) высокая чистота процесса (процесс осуществляется в высоком вакууме); высокая автоматизация; широкие возможности в управлении ионным пучком, возможность локальной обработки;
5) возможность осуществления процесса при различных условиях и режимах, в том числе и при относительно низкой температуре поверхности;
6) возможность создания поверхностных слоев с высокими физико-механическими свойствами, которые трудно или даже невозможно получить другими методами обработки.
К основным недостаткам процесса ионной имплантации можно отнести:
1) образование в поверхностных слоях высокой концентрации дефектов. При высокой дозе облучения образуются даже аморфные слои. Для устранения дефектности проводят термическую обработку, в частности, кратковременный отжиг при температуре 400…700 0С;
2) относительно сложное технологическое оборудование и низкая производительность процесса обработки.
1.2 Физические основы метода
Процесс ионной имплантации и состояние модифицированных слоев характеризуются следующими основными параметрами, изменение которых оказывает определяющее влияние на свойства обрабатываемых поверхностей:
1) Распределение внедренных атомов по толщине. Оно зависит от энергии ионов, природы материала подложки, температуры поверхности. Для регулирования профиля распределения плотности легирующих атомов, как уже отмечалось, используется дополнительная термообработка.
2) Максимальная допустимая доза легирования – количество ионов, внедренных на единице поверхности обрабатываемой детали. Как правило, эта доза находится в пределах D = 1016…1018 ион/см2.
3) Параметры, характеризующие взаимодействие ионов с атомами поверхностного слоя (скорость образования дефектов, характер и структура образующихся химических соединений и т. д.).
4) Параметры, определяющие изменения структуры и свойств легированных слоев в зависимости от дозы облучения, плотности радиационных дефектов и т.д.
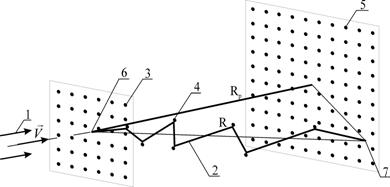
Основной характеристикой степени обработки при ионной имплантации является распределение имплантированных ионов по толщине поверхностного слоя. При взаимодействии иона с поверхностью в процессе многократных столкновений с атомами мишени происходит передача кинетической энергии, и в итоге ион, внедрившийся на некоторое расстояние от поверхности, теряет эту энергию полностью. Для характеристики этого процесса используют следующие параметры: пробег иона R – это путь, который проходит ион до полной потери кинетической энергии (на основании экспериментальных данных этот параметр определить сложно); проекцию пробега иона Rx – расстояние, на которое внедрился ион от поверхности (рисунок 9.1).
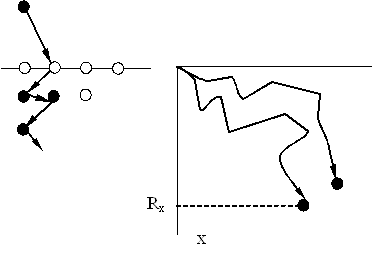
Рисунок 9.1 – Схема взаимодействия иона с атомами мишени
Проекция пробега иона Rx экспериментально определяются достаточно просто, используя, например, методы масс-спектроскопии. Для характеристики взаимодействия большого числа ионов с поверхностью используют функцию распределения плотности имплантированных атомов по толщине слоя dN/dx (dN – число имплантированных атомов, находящихся на расстоянии x от поверхности в слое толщиной dx) (рисунок 9.2).
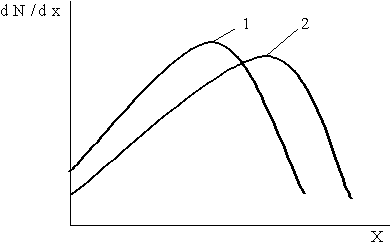
Рисунок 9.2 – Характерные функции распределения плотности имплантированных атомов по толщине слоя: 1-при энергии ионов Е1; 2 –при энергии ионов Е2
(Е2 >Е1)
В общем случае функция dN/dx зависит от соотношения масс атомов поверхности и ионов, энергии иона, структуры поверхностного слоя (типа кристаллической решетки). Она чувствительна к протяженным дефектам, зависит от температуры и структурных характеристик поверхностного слоя.
Рассмотрим влияние энергии ионов на процессы энергообмена при их столкновении с атомами мишени. При движении ионов в объеме поверхностного слоя различают два вида потерь энергии:
- Потери энергии при взаимодействии с электронами в свободном или связанном состоянии. Этот вид взаимодействия характеризуется Sе – коэффициентом электронной составляющей торможения.
- Потери энергии при взаимодействии с ядрами. Этот вид потери учитывает параметр Sя – ядерная составляющая процесса торможения.
В общем случае, изменение энергии иона dE при прохождении им расстояния dx может быть оценено с помощью выражения
![]()
где N – концентрация атомов мишени.
Отсюда
![]()
Тогда проекция пробега
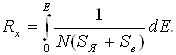 (9.1)
(9.1)
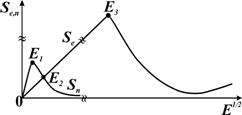
Известно, что ядерная составляющая процесса торможения Sя практически не зависит от энергии ионов. Электронная составляющая прямо пропорциональна скорости иона (рисунок 9.3):
Se = a V = k E0,5
(а и k - постоянные для данного иона и материала мишени коэффициенты).
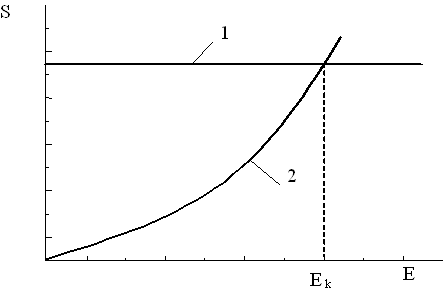
Рисунок 9.3 – Зависимость ядерной (1) и электронной (2) составляющих процесса торможения от энергии иона
Как видно из рис. 9.3, при энергии иона Е = Ек ядерная и электронная составляющие равны (Se=Sя). Оценки показывают, что для металлов
Ек=103…104 эВ.
При анализе (9.1) рассмотрим характерные случаи.
1. Обработка поверхности ионами, имеющими низкую энергию (Е<<Ек). В этом случае основным процессом, определяющим торможение ионов, является рассеивание на ядрах. Тогда Sя>>Sе и из (9.1) следует, что Rx~Е.
2. Воздействие на поверхность высокоэнергетичных ионов (Е>>Ек). Тогда Sя<<Sе и достаточно точно проекционный пробег может быть определен с помощью соотношения
Rx=5Е0,5йййй (9.2)
Отметим, что второй случай является весьма характерным для практических приложений, и выражение (9.2) часто используется при проведении предварительных расчетов. Так, например, при обработке ионами с энергией Е=106 эВ (или Е=16.10-14Дж) глубина внедрения ионов Rx= 2 мкм.
Из данного рассмотрения следует, что при внедрении ионов низких энергий преобладают процессы взаимодействия с ядрами (Sя>Sе) и радиационные дефекты (вакансии и межузельные атомы) образуются вдоль всей траектории движения ионов. Если же имеет место обработка ионами высоких энергий, то радиационные дефекты образуются только в конце пробега ионов, когда ионы имеют достаточно низкую энергию.
Как правило, при обработке ионами средней энергии максимум концентрации имплантированных атомов приходится на расстояние 0,1…0,8 мкм от поверхности. Концентрация легирующих элементов в этом слое может достигать 1…30 %.
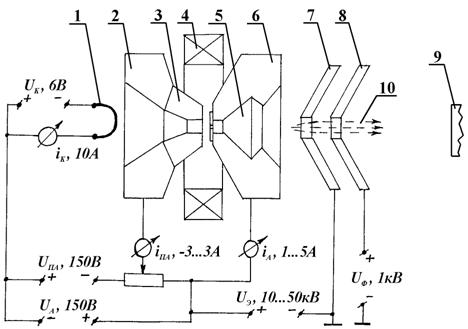
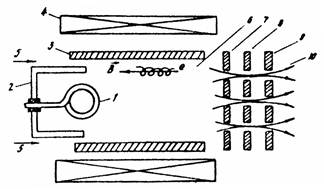
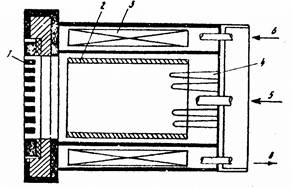
Оборудование, использующееся для ионной имплантации, как уже отмечалось, является довольно сложным и включает следующие основные блоки: источник ионов; системы ускорения, фокусировки и сепарации ионов; системы крепления и вращения детали (рисунок 9.4).
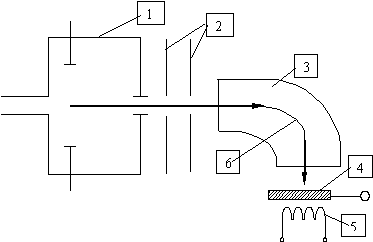
Рисунок 9.4 – Принципиальная схема установки для ионной имплантации: 1–камера ионизации; 2–ускоряющие и фокусирующие линзы; 3–система сепарации ионов; 4–мишень; 5–система нагрева мишени; 6–поток ионов
В рабочей камере создается достаточно низкое давление (Р= 10-5…10-4 Па), и с помощью источника ионов, фокусирующей и ускоряющих линз, системы сепарации формируется направленный поток высокоэнергетичных ионов. Обрабатываемая мишень предварительно нагревается и помещается в зоне действия ионного потока.
Разработаны установки, позволяющие получать потоки ионов с плотностью тока ~ 100 мкА/см2 (общий ток до 5 мА) и энергией ионов 20…200 кэВ. Диаметр пучка ионов достигает 1…2 см. В процессе обработки деталь нагревают до 600 0С. Нагрев может быть осуществлен с помощью резистивных элементов или же производится в процессе обработки под действием пучка ионов. Рекомендуемая оптимальная доза обработки составляет D ~ 1017 ион/см2.
Похожие работы

... . ПРИМЕНЕНИЕ ИОННОГО ЛЕГИРОВАНИЯ В ТЕХНОЛОГИИ СБИС Создание мелких переходов Требование формирования n+ слоев, залегающих на небольшой глубине, для СБИС можно легко удовлетворить с помощью процесса ионной имплантации Аs. Мышьяк имеет очень малую длину проецированного пробега (30 нм) при проведении обычной имплантации с энергией ионов 50 кэВ. Одной из прогрессивных тенденций развитии ...

... является то, что рабочий стол 6 с обрабатываемыми образцами 5 размещается внутри данного устройства. Разрабатываемое оборудование позволит осуществлять имплантацию ионов азота с энергией 1 – 10 кэВ ( Дж) в металлы и сплавы, модифицируя их свойства в нужном направлении. Заключение Несмотря на большое количество исследований в области ионной имплантации, остаётся ещё множество вопросов, ...
... иначе использующих и развивающих основные идеи и модели, заложенные в программе SUPREM II. Основное внимание в этих программах уделялось моделированию процессов ионного легирования, диффузии, окисления и эпитаксии, ответственных за распределение примесей в полупроводниковых структурах, как правило, в одномерном приближении. Стремительный прогресс в кремниевой технологии в последние 5 – 10 лет ...
... ленточным. В технологических приложениях широко используются многопучковые источники, формирующие однородные ионные пучки с поперечными размерами до нескольких десятков сантиметров. Именно таким ионным источником является источник Кауфмана. Ионные источники, предназначенные для различных типов рабочих веществ (газообразных, твердых, тугоплавких, химически активных, токсичных), также имеют свои ...
0 комментариев