Навигация
Управлении поставками материальных ресурсов;
16687
знаков
3
таблицы
3
изображения
1. управлении поставками материальных ресурсов;
2. определении оптимальной величины запуска деталей в производство с учетом переналадок на одном и том же технологическом оборудовании.
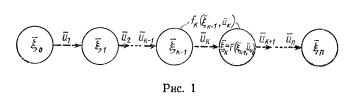
Во втором случае K – это издержки, связанные с переналадками. Предполагается, что они не зависят от величины выпускаемой партии и порядка запуска деталей в производство, l – интенсивность выпуска (производительность), τ1+ τ4 – время, затраченное на производство определенного типа изделий.
Из уравнений (4-13) – (4-22) можно получить ряд других частных моделей:
a) при большой интенсивности пополнения, когда вся заказанная партия поступает одновременно; это значит, что l>>n и тогда можно принять n/l®0.
b) при больших штрафах за допущение дефицита S/d®0, т.е. дефицит недопустим (d>>S).
c) когда пункты а) и b) действуют одновременно. т.е. n/l®0, S/d®0, тогда имеем:
q* = √ 2·K·n/S
τц*=√ 2·K/(S·n)
Lуд*=√ 2·K·n·S
Последняя модель в отечественной и зарубежной литературе получила название Уилсона.Применяя формулы (4-17) – (4-19), можно показать, что за счет разумного компромисса между затратами на содержание и потерями от дефицита можно уменьшить общие затраты в единицу времени в √1+S/d раз. При n/l®0 и высоких штрафах за дефицит рассматриваемая модель превращается в модель Уилсона.
1.2 Оптимальные партии поставки для многопродуктовых моделейТакже как и для однопродуктовых поставок, суммарные издержки от функционирования системы складываются из издержек размещения заказов, содержания запаса и убытков вследствие дефицита.
Суммарные издержки размещения заказа:
∑iКi = К0(1+ γ·N)
где К0 – издержки, не зависящие от числа одновременно заказанных продуктов и размера партии поставки;
γ – доля издержек, учитывающая размещение заказа по каждому i-тому продукту;
N – число продуктов.
Правая часть формулы (4-23) используется для расчета оптимального поставочного комплекта. Если же рассчитываются оптимальные партии запуска деталей в производство, изготавливаемых на одном и том же оборудовании, тогда используется левая часть формулы (4-23), где Кi --издержки переналадок. Причем, Кi не зависят от последовательности запуска деталей в производство. Период возобновления заказов τц* одинаков для всех одновременно заказываемых N продуктов.
Для удельных издержек работы системы с учетом интенсивности поступления и потерь от дефицита (т.е. с учетом неудовлетворенных требований) справедлива формула:
Lуд = 1/ τц·∑i Кi+0,5· τц·∑i[(1-ni / l i)/(1+ S i / d i)]
Взяв частную производную и приравняв к нулю ∂Lуд/∂ τц=0, получим:
τц* = √2·∑i Кi / [∑i(S i·ni·(1-ni / l i)/(1+ S i / d i))]
Тогда можно найти оптимальные размеры партии запуска деталей в производство из формулы:
qi* = ni · τц*
Оптимальная величина удельных издержек, с учетом (4-24), составит:
Lуд* = √2·∑i Кi · [∑i(S i·ni·(1-ni / l i)/(1+ S i / d i))] (4-27)
Минимизация издержек от переналадок достигается из условия:
∑i=1N(ni/ li)≤1 (4-28)
В общем случае ограничение по ресурсам можно отразить в формуле:
∑iaij· qi≤ Aj, j=1,n (4-29)
где aij– расход соответствующего ресурса на единицу продукции;
Aj– величина ограничения по виду ресурса (норматив).
Если условие (4-29) не выполняется, то рассчитывается новое значение оптимального периода выпуска деталей или партии поставки из условия:
τ*= min{ƒ/(∑i ƒ i ·ni), A/(∑i α i ·ni)} (4-30),
где, например, первое ограничение относится к складским площадям, а второе – к оборотным средствам. И, далее, все параметры системы пересчитываются заново.
1.3 Определение оптимальных параметров системы управления движением запасовПрименим рассмотренную в 4.1 модель управления запасами к конкретному примеру, который заключается в следующем: на одном и том же оборудовании производится три типа полуфабрикатов.
Объект моделирования – склад готовой продукции, система управления движением запасов с учетом ограничений на складские помещения и оборотные средства.
Проблемная ситуация – определение оптимальных значений партии поставки полуфабрикатов, их максимального уровня запаса, времени производства, бездефицитной и дефицитной работы системы управления запасами для каждого вида полуфабрикатов при заданных условиях.
Наблюдаемые параметры:
· стоимость переналадок оборудования Ki [ден. ед.], которая не зависит от очередности выпуска полуфабрикатов, отправляемых затем в неподалеку расположенные склады общей площадью F = 300 м²;
· стоимость содержания единицы запаса полуфабрикатов Si
[ден. ед./ (ед. п/фабр.: ед. врем.)];
· скорость поступления li [ ед. п/фабр.: (ед. врем.) ];
· скорость расходования Vi [ ед. п/фабр.: (ед. врем.) ];
· нормативы по складским помещениям fi [ м/(ед. п/фабр.) ];
· нормативы по оборотным средствам ai [ ден. ед./ед. п/фабр.];
· потери от дефицита di [ ден.ед./(ед. п/фабр.:ед. врем.) ];величина оборотных средств не должна превышать значения;
· А0 = 20000 [ ден. ед.].
Ненаблюдаемые параметры:
1) партии поставки полуфабрикатов qi* ;
2) максимальный уровень запасов полуфабрикатов Yi* ;
3) времени производства полуфабрикатов τпрi*;
4) времени формирования запасов τi1*;
5) времени ликвидации дефицита τi4*;
6) времени расходования запаса τi2*;
7) времени бездефицитной работы Hi* ;
8) времени работы при наличие дефицита Ni* для каждого вида полуфабрикатов.
Адекватность – соответствие расчетных и фактических параметров системы управления движением запасов.
Математический аппарат – дифференциальное исчисление, частные производные, алгебраические уравнения.
Результат моделирования – организация системы оптимального управления запасами; оптимальные значения партии поставки полуфабрикатов qi* , максимальный уровень запасов полуфабрикатов Yi* ; времени производства полуфабрикатов τпрi*; времени формирования запасов τi1*; времени ликвидации дефицита τi4*; времени расходования запаса τi2*; времени бездефицитной работы Hi* ; времени работы при наличие дефицита Ni* для каждого вида полуфабрикатов (табл. 1.1.).
Таблица 1.1
Исходные данные по полуфабрикатам
| I | Vi | li | Ki | Si | di | fi | ai |
| 1 | 49 | 245 | 52 | 6 | 18 | 1,5 | 50 |
| 2 | 178 | 685 | 78 | 8 | 32 | 1,4 | 50 |
| 3 | 266 | 1520 | 43 | 10 | 20 | 2 | 100 |
Для решения данной задачи следует использовать модель с учетом неудовлетворенных требований многопродуктового производства.
В связи с этим предварительно рассчитываются вспомогательные данные:
Vi/li, Аi=1- Vi/li , Mi= S i / d i , Bi=1- S i / d i , R i= S i· Vi · Аi / Bi
Тогда оптимальное время возобновления поставок:
τц*=√2·∑i Кi / [∑i(S i· Vi · Аi / Bi)]
Подставив числовые значения исходных данных, получим значения вспомогательных данных (табл. 1.2.).
Таблица 1.2
Значения вспомогательных данных
| i | Аi | Mi | Bi | R i |
| 1 | 0,8 | 0,33 | 0,67 | 351,05 |
| 2 | 0,74 | 0,25 | 0,75 | 1405,01 |
| 3 | 0,825 | 0,5 | 0,5 | 4389 |
Требуемые оптимальные параметры управления запасами вычислим по следующим формулам:
![]() qi*= Vi ·τц*
qi*= Vi ·τц*
τпрi*= qi*/li
τi1*= τпрi*/ Bi
τi4*= τпрi*- τi1*
τi2*= τц*· Аi / Bi (4-31)
Hi* = τi1*+ τi2*
Ni* = Hi*+ Mi
Yi* = qi·(1+ Vi)/li
Подставив числовые данные, получим (табл.1.3.):
Таблица 1.3
Оптимальные параметры системы управления запасами
| I | qi* | τпрi* | τi1* | τi4* | τi2* | Hi* | Ni* | Yi* |
| 1 | 11,61 | 0,05 | 0,07 | 0,02 | 0,28 | 0,35 | 0,68 | 2,37 |
| 2 | 42,19 | 0,06 | 0,08 | 0,02 | 0,23 | 0,31 | 0,56 | 11,02 |
| 3 | 63,04 | 0,04 | 0,08 | 0,04 | 0,39 | 0,47 | 0,97 | 11,07 |
Выполним проверку ограничений:
· по складским помещениям
τF=F/∑i fi· Vi, τF= 0,35 ед. врем.
· по оборотным средствам
τA= А0/∑i ai · Vi, τA= 0,53 ед. врем.
Поскольку τц* < τF< τA, то пересчет полученных оптимальных параметров (табл. 4.3.) не требуется.
Системы управления материальными запасами играют важную роль в экономической системе, так как они обеспечивают надежность функционирования экономических объектов – предприятий, отраслей, транспорта.
В данном разделе рассмотрены математические модели управления запасами в условиях детерминированного спроса, которые применяются для управления поставками ресурсов и очередностью запуска деталей (полуфабрикатов) в производство с учетом переналадок на одном и том же технологическом оборудовании.
В качестве примера были рассчитаны оптимальные партии поставки для многопродуктовой модели при заданных исходных условиях.
В результате вычислений получены следующие параметры системы управления запасами:
1) партии поставки полуфабрикатов qi*;
2) максимальный уровень запасов полуфабрикатов Yi*;
3) времени производства полуфабрикатов τпрi*;
4) времени формирования запасов τi1*;
5) времени ликвидации дефицита τi4*;
6) времени расходования запаса τi2*;
7) времени бездефицитной работы Hi*;
8) времени работы при наличие дефицита Ni* для каждого вида полуфабрикатов.
Кроме того, установлены точные соответствия между продолжительностью цикла поставок τц* и основными характеристиками системы управления запасами.
Похожие работы
... параметрами, показателями объекта именно в то время. Дискретные модели отображают состояние объекта управления в отдельные, фиксированные моменты времени. Имитационными называют экономико-математические модели, используемые с целью имитации управляемых экономических объектов и процессов с применением средств информационной и вычислительной техники. По типу математического аппарата, применяемого в ...
... Заключение Проведенное исследование убедило в многоаспектности темы курсовой работы. В процессе написания курсовой работы было выявлено, что организация управления формированием и использованием оборотного капитала предприятия с учетом методов, адекватных рыночной экономике, осуществляется в рамках финансового менеджмента. В условиях рыночной экономики руководство фирмы должно иметь четкое ...
... в 15 %, может составить от 575.65 до 9266.94 тыс. тенге в зависимости от количества перерабатываемого угля фабрикой. 2 Анализ использования сырьевых ресурсов и пути их улучшения в производстве готовой продукции (на примере ЦОФ “Карагандинская“) 2.1 Состояние и анализ показателей отработки пластов и поставки углей на ЦОФ “ Карагандинская “ Решение проблемы повышения качества угольной ...
... лишь прагматическими представителями значительно более широкого перечня алгоритмов, применяющихся в планировании и других экономических расчетах. IV. Заключение Как видно из всего вышесказанного, значение математических моделей и информатики в управлении велико. В ближайшие 10 лет мир изменится сильнее, чем за предыдущие 50. И от того, насколько правильно мы сможем организовать свою жизнь, ...
0 комментариев