Навигация
Визначення текучості пластичних мас. Визначення стійкості пластичних мас до дії високих температур
18463
знака
0
таблиц
5
изображений
Зміст
Вступ
1.Визначення текучості пластичних мас
1.1 Текучість пластичних мас та її вплив на переробку. Основні засади визначення текучості
1.2 Визначення текучості за методом Рашига
1.3 Визначення індексу розплаву
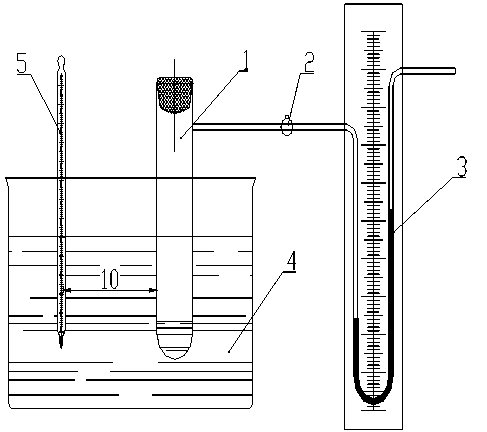
1.4 Визначення температури каплепадіння низькоплавких полімерів та олігомерів за Убеллоде
2.Визначення стійкості пластичних мас до дії високих температур
2.1 Визначення теплостійкості пластичних мас за Мартенсом і Віка
2.2 Визначення стійкості пластмас до дії накалювання
2.3 Визначення вогнестійкості пластичних мас
Висновок
Література
Вступ
Тема реферату з дисципліни «Контроль якості полімерних матеріалів» - «Визначення текучості пластичних мас. Визначення стійкості пластичних мас до дії високих температур»
Дисципліна “Контроль якості полімерних матеріалів” дає знання про те, якими методами оцінюють якість матеріалів, з яких виготовляють полімерні вироби. Властивості полімерних матеріалів визначають і якість виробів і терміни їх експлуатації. Дисципліна знайомить з методами контролю якості пластмас і еластомерів, принципами і суттю цих методів, особливостями контролю того чи іншого матеріалу, а також з розрахунками кількісних показників якості.
Матеріал дисципліни базується на вивченні хімії і фізики полімерів, прикладної механіки.
1.Визначення текучості пластичних мас
1.1 Текучість пластичних мас та її вплив на переробку. Основні засади визначення текучості
текучість пластичний маса полімер
Пластики – це полімерні матеріали, які за експлуатації є твердими речовинами, а за нагрівання переходять у в’язкотекучий стан. Ця властивість зумовлює переробку у вироби шляхом розплавлення та формування виробу у формі з подальшим охолодженням. Текучість є властивістю пластичних мас, від якої залежать всі технологічні параметри процесів їх переробки у вироби. Текучість визначається хімічною структурою полімеру, молекулярною масою та наявністю і вмістом компонентів полімерної композиції. Текучість для конкретного виробу та способу переробки повинна бути оптимальною. Завелика текучість зумовлює погане формоутворення, бо розплав не повністю заповнює форму і не проникає у всі частини форми, при цьому потребує збільшеного зусилля формування, що веде до надмірної потреби енергетичних витрат. Замала текучість веде до збільшення величини випресовок через витікання розплаву через незначні нещільності. Оптимальна текучість встановлюється дослідним шляхом. Принцип визначення текучості полягає у видаленні розплаву полімеру за заданої температури та тиску через калібрований отвір та вимірювання кількості матеріалу за певний час. Той же самий полімер залежно від призначення та методу переробки у вироби виробляється з різними значеннями текучості. Текучість є умовним показником, і для її визначення використовується кілька методів. Основними вимогами випробувань за кожним з них є суворе дотримання умов: температури, тиску, тривалості тощо.
1.2.Визначення текучості за методом Рашига
За методом Рашига розплав полімерного матеріалу видавлюється через отвір в нижній частині прес-форми Рашига. Метод може застосовуватись і для термопластичних, і для термореактивних полімерних матеріалів. Для термопластів вимірюється маса матеріалу в мг в секунду, що видавлюється через сопло. Для термореактивних матеріалів вимірюють довжину стовпчика, що виходить з отвору до моменту затвердіння.
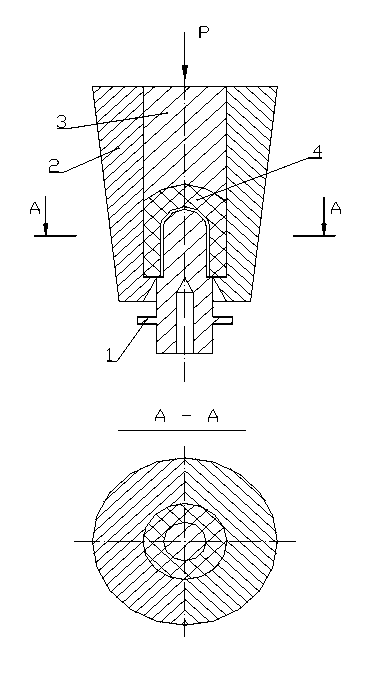
Прес-форма Рашига (рис. 1) встановлюється на двох металевих опорах над гладенькою шліфованою поверхнею, на яку стікає полімерний матеріал, що видавлюється з нижнього отвору прес-форми. У прес-форму, яка попередньо нагрівається до 130 єС, поміщають наважку 12г матеріалу, потім опускають пуансон та нагрівають прес-форму до 150 єС, після чого дають тиск 30 МПа.
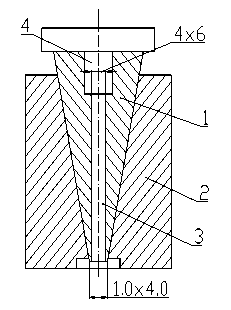
Рис. 1. Прес-форма Рашига для визначення текучості пластмас
1 – напівматриця; 2 – обійма; 3 – канал; 4 – завантажувальна камера
Протягом пресування ретельно стежать за тим моментом, коли з нижнього отвору прес-форми почне витікати пом’якшений матеріал. Момент появи матеріалу відзначають секундоміром. Рівно через 1 хвилину відрізають стрічечку матеріалу та після охолодження до кімнатної температури зважують її на аналітичних вагах з точністю до 0,0001 г. Кількість матеріалу, яка витікає за 1 секунду, за величину текучості за Рашигом, яку виражають і мг/с. Для термореактивних матеріалів текучістю за Рашигом є довжина стовпчика в см, яка витікає з нижнього отвору до затвердіння.
1.3 Визначення індексу розплаву
Індексом розплаву називається показник, що визначається на пластометрі, та виражається як маса матеріалу в г, яка витікає через калібрований отвір за 10 хвилин. На ТОВ “ЛіНОС” виробляється поліпропілен з індексом розплаву від 0,3 до 50 г/10 хвилин. Чим більший індекс розплаву, ти м більша молекулярна маса полімеру. Індекс розплаву має іншу назву – ПТР (показник текучості розплаву). Хоча індекс розплаву є умовною характеристикою, він достатньо точно характеризує поведінку полімеру за переробки його методами екструзії, лиття під тиском та іншими методами.
Визначення здійснюють на пластометрі (рис. 2), який видавлює розплав полімеру через сопло певного діаметру. Залежно від в’язкості розплаву швидкість видавлювання буде різною, що забезпечить різну масу полімеру, яка пройде через сопло за певний час.
Пластометр складається з сталевого циліндричного корпуса з двома подовжніми каналами. Один канал знаходиться у центрі корпуса та призначений для завантаження полімерного матеріалу, а другий – для термопари. В центральному каналі корпуса знаходиться поршень з закаляної сталі, довжина якого дорівнює довжині каналу.
На верхній частині поршня знаходиться втулка, на яку поміщається з’ємний вантаж. В нижній частині центрального каналу закріплено стандартне сопло, яке виготовлено з закаляної сталі. Сопло не повинно виступати за межі корпуса.
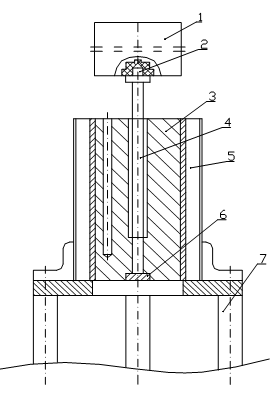
Рис. 2. Видавлюючий пластометр для визначення індексу розплаву пластмас
Корпус пластометра має електрообігрів, з допомогою якого можна підтримувати задану температуру з точністю до 0,5 єС. Температура на заданому рівні підтримується автоматично та регулюється з допомогою електричного потенціометра. Прилад упорядкований видавлюючим пристроєм для видалення залишків матеріалу після випробування. Всі поверхні пласт метра, які стикаються з полімерним матеріалом, повинні бути відполірованими. Пластометр встановлюється вертикально та закріплюється на металевому штативі. Полімерний матеріал для випробування може бути в вигляді гранул або порошку. Перед випробуванням циліндр і поршень нагрівають до заданої температури та витримують за цієї температури протягом 15 хвилин. Після цього в центральний канал вводять наважку полімерного матеріалу та опускають ва поршень без вантажу. Через 4 хвилини, коли температура знову встановиться, на поршень кладуть вантаж. Маса вантажу разом з поршнем повинна складати 2160 г, що відповідає тиску на матеріал 0,3 МПа. Матеріал починає видавлюватись через сопло. Першу порцію полімеру, яка складає приблизно третю частину, відкидають. Наступні порції зрізають через певні проміжки часу гострим ножем в вигляді джгутиків та зважують.
Маса матеріалу, яку завантажують в циліндр, та проміжки часу, через які слід зрізати джгутики, залежать від значення показника текучості, який передбачається.
Індекс розплаву, Маса наважки, г Проміжок часу, с
г/10 хвилин
0,15-1,0 3-4 240
1,0-3,5 4-5 60
3,5-10 6-8 30
10-25 6-8 20
За величину текучості (індексу розплаву) приймають середнє арифметичне з трьох визначень. Різниця між максимальною та мінімальною вагою зразків не повинна перевищувати 10%. Для матеріалів з індексом розплаву від 0,15 до 25 г/1- хвилин застосовують стандартне сопло з внутрішнім діаметром 2,095±0,005 мм. За більшої текучості (від 25 до 250 г/й0 хвилин) застосовують стандартне сопло з внутрішнім діаметром від 1,160 до 1,200 мм.
Індекс розплаву звичайно визначають для таких полімерів, як поліетилен, поліпропілен, поліформальдегід та ін.
Похожие работы
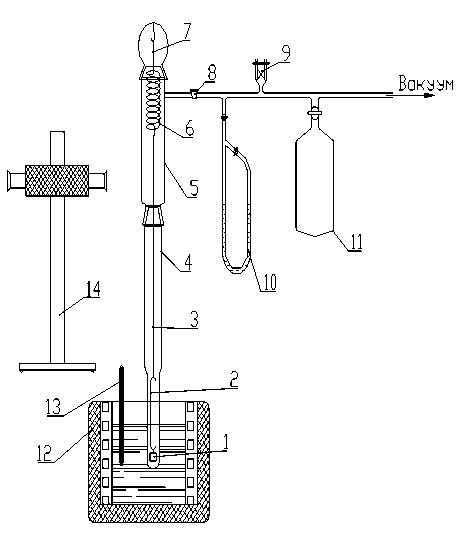
... втрату маси за весь час випробування: де g0 – маса зразка до початку випробування, г; g1 – маса зразка після випробування, г. Рис. 2. Прилад для визначення термостійкості полімерів за втратою маси 1 – кварцова чашечка; 2 – кварцовий гачок; 3 – кварцова нитка; 4 – нижня частина верхнього ковпачка; 5 – середня частина верхнього ковпачка; 6 – нижній кінець кварцової пружини; 7 – ...
... Загалом, на вітчизняних виробах найчастіше зустрічаються облой і раковини, а на виробах іноземних виробників – тріщини, сколи, царапини та сліди клею у місцях з’єднання деталей. 3.3 Споживча оцінка асортименту та якості посуду з полімерних матеріалів. Провівши експериментальне дослідження асортименту полімерного посуду у ВАТ «Фуршет» можна сказати, що асортимент цих товарів представлений ...
... , геологічні розрізи. В розділі технологія будівельного виробництва було вивчено науково-теоретичні положення сучасної технології будівельного виробництва і оволодіння практичними методами проектування технологічних процесів. Розроблені технологічні карти виконання робіт по зведенню монолітного каркасу, до яких входять: схема монтажу, схема організації робочого місця при бетонуванні вертикальних ...
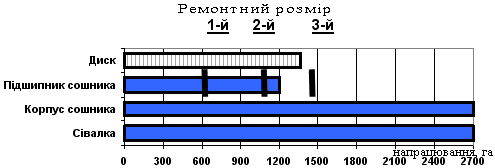
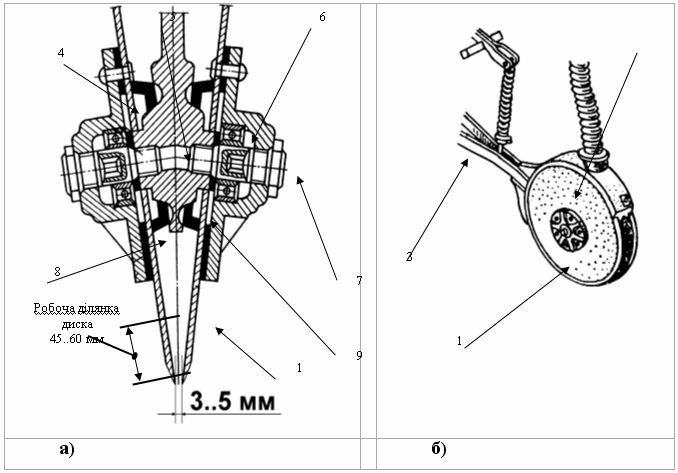
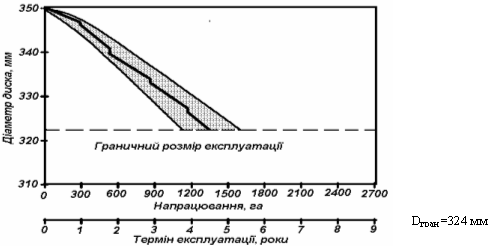
... є допустимих значень зазначених в агротехнічних вимогах до посіву зернових. На основі теоретичних та експериментальних досліджень, визначено основні параметри технологічного процесу ремонту спрацьованих дисків сошників зернових сівалок із відновленням їхнього зовнішнього діаметра. Економічна оцінка ефективності техпроцесу ремонту дисків показала, що із застосуванням розробленого способу ремонту ...
0 комментариев