Навигация
Трасса сборки печатных плат
21746
знаков
5
таблиц
16
изображений
Автоматизировать процесс установки радиоэлементов на печатную плату (ПП)
Состав задания
1.сравнить варианты компоновки установки сборки печатных плат: позиционирует только сборочный манипулятор (М), позиционируют М, ПП и магазин с радиоэлементами. Обосновать выбор предпочтительного варианта по ТЭП (производительность, надёжность, стоимость проекта, удобство обслуживания и ремонта и др.).
2.Разработать циклограмму работы установки сборки ПП и дать ее описание с помощью логических уравнений.
3.Построить имитационную модель установки сборки ПП с использованием сети Петри. Дать первоначальную маркировку сети и представить фрагмент графа достижимости (3..4 шага), составить матрицы входных и выходных инциденций.
4.Разработать программу функционирования модели с учётом следующих ситуаций:
– М имеет 1,2,3,4 захвата;
– М позиционирует по двум координатам X и Y, а ПП и пенальный магазин (ПМ) неподвижны;
– М позиционирует только по координате X, а ПП и ПМ – по координате Y.
5.Разработать функциональную схему устройства управления (УУ) по логическим уравнениям (допускается фрагмент схемы). Дать рекомендацию по выбору элементной базы логической части УУ (контактная, бесконтактная, программируемый контроллер).
6.Составить общую структурную схему системы управления (СУ) и обосновать выбор аппаратной или программной реализации алгоритма управления объектом.
7.Составить перечень исполнительных механизмов и обосновать для них выбор подходящего типа привода (электрический, пневматический, гидравлический, комбинированный).
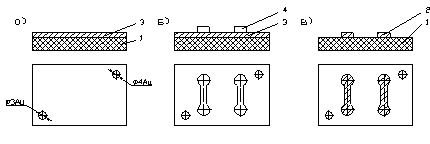
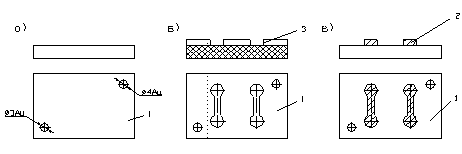
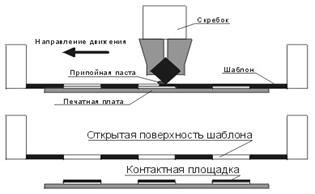
8.Представить схему подачи ПП в позицию сборки и фиксации её.
9.Разработать конструктивную схему захватного устройства для ИМС со штырьковыми выводами.
10.Предложить принцип контроля правильности установки выводов ИМС в отверстия ПП (ИМС с деформированными выводами должна быть отбракована).
Исходные данные.
Начало цикла – подача из накопителя ПП в позицию сборки.
Окончание цикла – выгрузка собранной ПП в накопитель.
Тактовое время установки ИМС на ПП – не более 1,5 секунд.
Масса радиоэлемента – порядка 20..30 г.
Производство серийное.
1.ЦИКЛОГРАММА РАБОТЫ ТРАССЫ
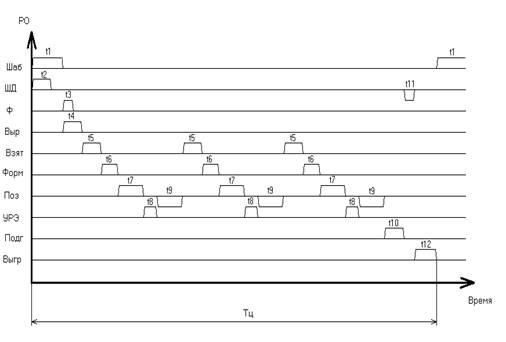
Рис.1 Циклограмма работы трассы.
Примечание: время цикла ТЦ – время, необходимое на выпуск одной ПП, т.е. периодичность сборки.
ОбозначенияШаб – подача шабером ПП из магазина ПП.
ШД – подача на 1 шаг ленты с резисторами.
Ф – фиксация ПП в позиции сборки.
Выр – вырубка резистора из ленты.
Взят – взятие манипулятором радиоэлемента.
Форм – формовка выводов радиоэлементов.
Поз – позиционирование для установки радиоэлемента.
УРЭ – установка радиоэлемента на ПП.
Подг – общий подгиб выводов радиоэлементов.
Выгр – выгрузка собранной ПП в накопитель собранных плат.
СОБЫТИЯ:
t1 – ПП подана шабером из магазина.
t2 – лента с резисторами отмотана на 1 шаг.
t3 – ПП зафиксирована.
t4 – резистор вырублен из липкой ленты.
t5– радиоэлемент взят захватным устройством манипулятора.
t6 – выводы радиоэлемента отформованы.
t7– ПП выставлена в нужную точку по координатам X,Y..
t8 – радиоэлемент установлен на ПП.
t9 – манипулятор перешёл в позицию выдачи следующего радиоэлемента.
t10 – произведён общий подгиб выводов радиоэлементов.
t11 – ПП расфиксирована.
t12 – ПП выгружена в накопитель собранных плат.
2.Имитационная модель автомата сборки с использованием сети Петри
| Название условия | № | № | Название события | |
| Наличие ПП в магазине | P1 |
| t1 | ПП подана шабером на место сборки |
| Свободно место сборки | P2 |
| t2 | Лента с резисторами смотана на один шаг |
| Привод подачи ленты резисторов исправен |
| t3 | ПП зафиксирована | |
| Фиксатор работает нормально |
| t4 | Резистор вырублен из ленты | |
| Устройство по вырубке резисторов исправно |
|
| t5 | Радиоэлемент взят ЗУ манипулятора |
| ЗУ манипулятора в позиции выдачи радиоэлемента |
|
| t6 | Выводы радиоэлемента отформованы |
| Радиоэлемент можно брать с помощью манипулятора |
| t7 | ПП выставлена в нужную точку | |
| Наличие ЗУ с радиоэлементом в позиции формовки выводов. |
| t8 | Радиоэлемент установлен на ПП | |
| Устройство по формовке выводов исправно | P9 |
| t9 | манипулятор перешёл в позицию выдачи следующего радиоэлемента |
| ПП позиционирует по координатам X,Y |
|
| t10 | произведён общий подгиб выводов радиоэлементов |
| Правильное совмещение выводов радиоэлементов и отверстий ПП |
| t11 | ПП расфиксирована | |
| Установлены все радиоэлементы | P12 |
| t12 | ПП выгружена в накопитель собранных плат |
| Устройство по подгибу выводов исправно | P13 | |||
| Фиксатор работает нормально | P14 | |||
| Исправен выгружающий робот | Р15 | |||
| Наличие свободного места в накопителе собранных ПП | Р16 |
 P4
P4 P5
P5
 P6
P6
 P7
P7 P8
P8
 P10
P10
 P11
P11
Табл. 1 Таблица условий и событий
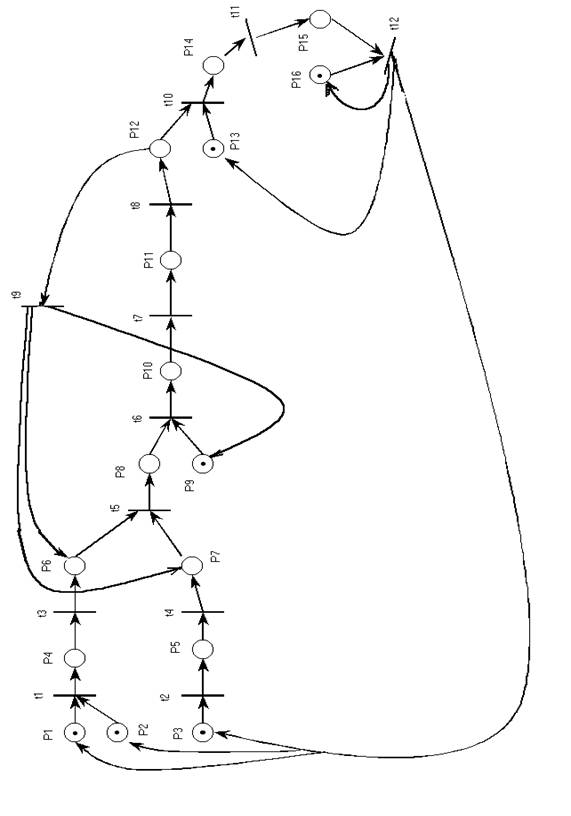
Рис.2 Сеть Петри.
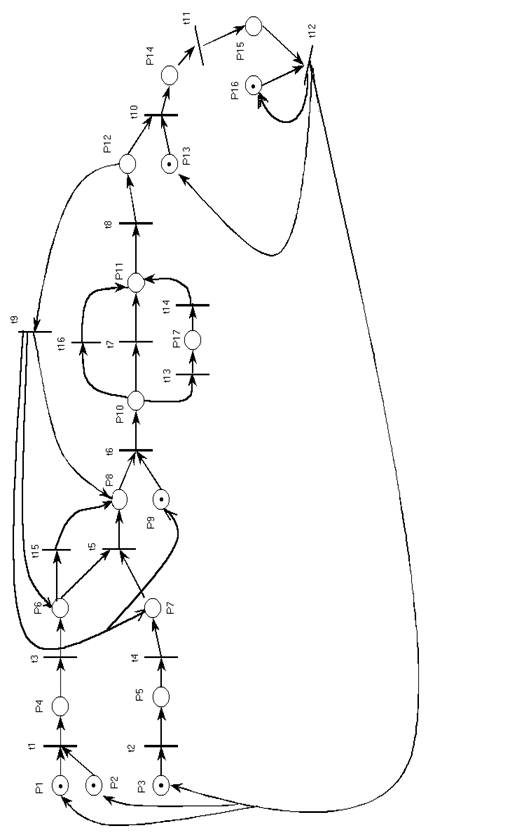
Рис. 3 Сеть Петри с конфликтными ситуациями.
t13 – манипулятор выставил радиоэлемент по координате X.
t14 – ПП выставлена по координате Y.
t15 – манипулятор взял 3 радиоэлемента.
t16 – манипулятор выставил радиоэлемент по координатам XY.
Р16 – ПП позиционирует по координате Y.
3.ГРАФ ДОСТИЖИМОСТИ
1110 0000 1000 1001 0


t1 t2
0011 0000 1000 1001 0 1100 1000 1000 1001 0
t3 t4
0010 0100 1000 1001 0 1100 0010 1000 1001 0
t15


t15 t5
t5
0010 0001 1000 1001 0 0000 0000 1100 1001 0
МАТРИЦА ВХОДНЫХ ИНЦИДЕНЦИЙ (F)
| t1 | t2 | t3 | t4 | t5 | t6 | t7 | t8 | t9 | t10 | T11 | t12 | t13 | t14 | t15 | t16 | |
| Р1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Р2 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Р3 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Р4 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Р5 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Р6 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 |
| Р7 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 |
| Р8 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Р9 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Р10 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 1 |
| Р11 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| Р12 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | |
| Р13 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
| Р14 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 |
| Р15 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 |
| Р16 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 |
| Р17 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 |
МАТРИЦА ВЫХОДНЫХ ИНЦИДЕНЦИЙ (Н)
| Р1 | Р2 | Р3 | Р4 | Р5 | Р6 | Р7 | Р8 | Р9 | Р10 | Р11 | Р12 | Р13 | Р14 | Р15 | Р16 | Р17 | |
| t1 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| t2 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| t3 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| t4 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| t5 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| t6 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| t7 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
| t8 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 |
| t9 | 0 | 0 | 0 | 0 | 0 | 1 | 1 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| t10 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 |
| t11 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 |
| t12 | 1 | 1 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 1 | 0 |
| t13 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 |
| t14 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
| t15 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 |
| t16 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 0 | 1 | 0 | 0 | 0 | 0 | 0 | 0 |
Похожие работы
... частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает. 5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки: Ручная: Ручная ...


... мкм по подслою никеля. 3.5 Топология токопроводящего рисунка Характер проводящего рисунка во многом определяет технологичность конструкции, надежность производства печатных плат. Анализ практики производства позволяет сформулировать ряд правил для конструирования печатного рисунка. При трассировке проводников следует избегать острых углов. Во внутреннем пространстве такого угла образуется ...

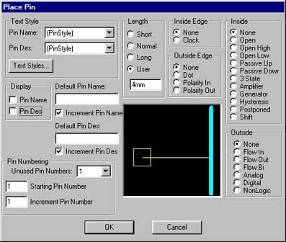


... - Text Style (Текстовый стиль). В этом диалоговом окне установки такие же, как в программе Symbol Editor. 4 РАЗРАБОТАТЬ КОНТАКТНЫЕ ПЛОЩАДКИ Во всех системах автоматизированного проектирования печатных плат информация о графике контактных площадок содержится отдельно от графики корпуса компонента. Это связано с тем, что при изготовлении фотошаблона требуется обеспечить сопряжение программных ...
... сроках выполнения работ. Работы, которые выполняются для реализации автомобильной системы видео-наблюдения, занесены в таблицу 12 Таблица 12 Работы, которые выполняются для реализации автомобильной системы видеонаблюдения Количество автомобилей на дорогах стремительно увеличивается с каждым днем. В сегодняшних условиях даже опытный и аккуратный водитель не застрахован от ДТП, которое ...
0 комментариев