Навигация
ОСНОВНЫЕ НЕИСПРАВНОСТИ КОЛЕСНЫХ ПАР
33179
знаков
0
таблиц
3
изображения
2. ОСНОВНЫЕ НЕИСПРАВНОСТИ КОЛЕСНЫХ ПАР
Колесные пары, работающие в тяжелых условиях подвержены трещинообразованию, т.е. зарождению и развитию в них усталостных трещин. Такие трещины, являются сильными концентраторами напряжений, развиваясь, угрожают разрушением детали в процессе работы и созданием аварийных ситуаций. Поэтому для безопасности эксплуатации наиболее ответственные детали периодически контролируют. Цель контроля в условиях эксплуатации или ремонта – обнаружение усталостных трещин и выбраковка деталей, уряжающих поломкой. Такой контроль во многих случаях невозможно осуществлять на глаз из-за недостаточной достоверности визуального контроля. Для этой цели применяют различные виды неразрушающего контроля, который может быть реализован с помощью взаимодействия различных физических полей или веществ с проверяемой деталью.
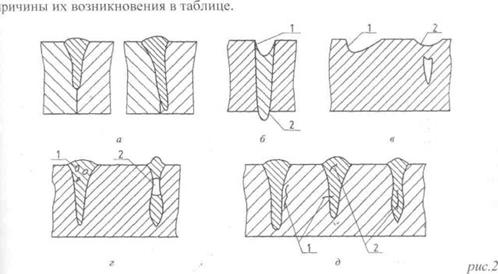
Основные типы дефектов (по классификации ИТМ1-В), выявляемых в оси колесной пары при контроле по настоящей инструкции:
50- трещины на цилиндрических поверхностях шеек и предподступичных частей;
51- трещины в галтелях шеек и предподступичных частей;
52- трещины в подступичной части;
53- поперечные трещины в средней части.
3. ТЕХНОЛОГИЯ УЛЬТРОЗВУКОВОГО КОНТРОЛЯ ОСЕЙ КОЛЕСНЫХ ПАР ВАГОНОВ
Ультразвуковому контролю подвергаются оси вагонных колесных пар типов РУ1-950; РУ1Ш-950; РУ-950 при их формировании и освидетельствование. Для выполнения ультразвукового контроля осей колесных пар должен быть обеспечен доступ к торцевым поверхностям осей.
Выполнение ультразвукового контроля по данной технологии обеспечивает выявление «непрозвучиваемых» осей, а также обнаружение в осях усталостных трещин и внутренних несплошностей, является браком завода-изготовителя, эквивалентных или больших по своим отражающим свойствам искусственным отражателям в контрольном образце оси, используемым для настройки чувствительности ультразвукового контроля (УЗК) соответствующей части оси.
Комплект оборудования для ультразвукового контроля осей колесных пар включает:
- ультразвуковой дефектоскоп УД2-12 или УД11-ПУ;
- стандартный образец СО-2 или СО-3Р;
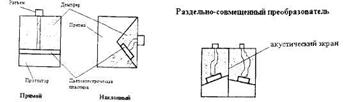
- прямой пьезоэлектрический преобразователь (П111-2,5-К12-002);
- наклонный пьезоэлектрический преобразователь (П121-2,5-50-002);
- наклонный пьезоэлектрический преобразователь (П121-2,5-18);
- комбинированный пьезоэлектрический преобразователь из комплекта ПКО (П131-2,5-0/18).
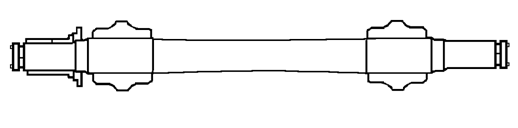 |
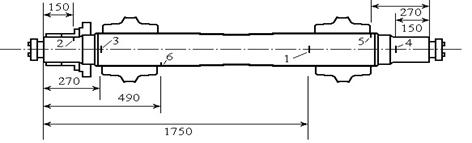
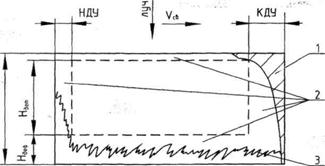
Для проверки работоспособности, а также настройки чувствительности дефектоскопа необходимо изготовить контрольные образцы осей РУ 1 и РУ1Ш рисунок 2.
Рис.2. Контрольная ось типа РУ1
Требования, которым должен удовлетворять контрольный образец оси РУ1:
1. Линейно-угловые размеры оси должны соответствовать требованиям чертежа оси тира РУ1. Шероховатости торца шейки оси, расположенного после зарезьбовой канавки, должна соответствовать Rz =10-20 мкм
2. Ось должна удовлетворять требованиям «прозвучиваемости» и отсутствия дефектов, выявляемых при ультразвуковом контроле.
3. Ширина пропилов эталонных отражений должна быть 2±1 мм. Пропилы должны быть перпендикулярны к продольной оси колесной пары.
4. Пропилы на подступичной части оси должны быть выполнены рядом со ступицей без распрессовки колес.
5. Расстояние от начала подступичной части оси до пропилов в сечении Б-Б и Д-Д должно быть не менее 20±5 мм.
6. На шейку оси с моделью дефекта в сечение А-А должны быть надеты кольца роликовых подшипников.
7. Размеры L указаны относительно ближнего к пропилу торца оси. Контрольная ось типа РУ1Ш изготавливается аналогично контрольной оси РУ1.
Технология контроля включает в себя следующие этапы:
-подготовка к контролю;
-проведение контроля;
-оценка качества проконтролированной детали.
Подготовка к контролю включает в себя:
-подготовку аппаратуры к работе;
-подготовка оси.
Подготовка аппаратуры включает в себя:
-подготовку дефектоскопа к работе;
-настройку масштаба развертки;
-настройка чувствительности дефектоскопа.
Подготовка дефектоскопа к работе:
Установить органы управления дефектоскопа в исходные положения в соответствие с приложением.
Настройки масштаба развертки:
Перед проведением контроля осей необходимо настроить масштаб развертки дефектоскопа. Для этого:
а) подключить к дефектоскопу прямой или комбинированный пьезоэлектрический преобразователь (ПЭП) (угол ввода 0°,частота 2,5 МГц)%;
б) установить его на торец контрольного образца (КО);
в) получить донный сигнал;
г) кнопками аттенюатора уменьшить его до высоты масштабной сетки экрана (ЭЛТ);
д) регулятором на блоке А6 выставляют донный сигнал на следующие деление горизонтальной шкалы экрана (ЭЛТ).
-для РУ1-9,0
-для РУ1Ш-8,9
-для РУ-9,4
е) довести кнопками аттенюатора амплитуду донного сигнала до середины экрана электронно-лучевой трубки (ЭЛТ);
з) отжать кнопку «х2» на задней панели дефектоскопа.
Установленный масштаб развертки дефектоскопа для продольных волн составит Мпропер.=140 мм/дел.
Настройка чувствительности дефектоскопа:
Для настройки чувствительности необходимо знать основные этапы ультразвукового контроля осей вагонных колесных пар: поверка осей на «прозвучиваемость» (проводится при формировании колесных пар);
1-й этап – ультразвукового контроля средней части и дальней подступичной части оси;
2-й этап – ультразвукового контроля шейки и предподступичной части оси;
3-й этап – ультразвукового контроля ближней подступичной части оси в зоне под внешней кромкой ступицы.
На практике необходимо проводить проверку осей с демонтажем буксового узла без снятия внутренних колец подшипников и осей со снятыми внутренними кольцами подшипников; во всех случаях выполняются все три перечисленных этапа контроля.
Настройка чувствительности дефектоскопа для проведения УЗК осей с демонтажем буксового узла без снятия внутренних колец подшипников.
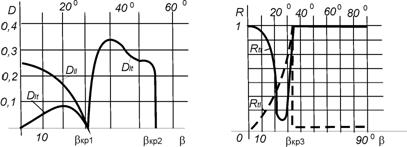
а) Проверка осей на «прозвучиваемость»- значит проверить, удовлетворяет ли данная ось норме по затуханию ультразвука. Если удовлетворяет – ось имеет мелкозернистую структуру, соответствующую требованиям ГОСТ 4008-89, если нет, – значит, ось имеет крупнозернистую структуру. Такие оси в эксплуатацию не допускаются, а бракуются.
Для проверки оси на «прозвучивание» необходимо сравнить амплитуду донного сигнала в стандартном образце СО-2 (Nсо-2) по ГОСТ – 14782 (или вСО-3Р по ГОСТ – 18576) и амплитуду донного сигнала в проверяемой оси N0. Если разница составит более 46 дБ, то ось считается «непрозвучиваемой».
(Nco-2) – (N0)>46 дБ.
Поэтому необходимо измерить амплитуду донного сигнала в СО-2 или СО-3Р, для этого:
-установить прямой ПЭП на поверхность СО-2 или СО-3Р;
-получить серию донных сигналов;
-первый донный сигнал кнопками аттенюатора довести до средней линии экрана ЭЛТ;
-показания аттенюатора Nсо-2 занести в журнал установленной формы, приведенной в технической характеристике.
Примечание: при невозможности установить амплитуду донного сигнала до средней линии экрана ЭЛТ уменьшить амплитуду на блоке А8 регулятором, в дальнейшем трогать регулятор на блоке А8 ЗАПРЕЩЕНО.
б) 1-й этап – для ультразвукового контроля (УЗК) средней части и дальней подступичной части оси.
Для выполнения УЗК средней части и дальней подступичной части оси браковочную чувствительность N1 настраивают по эхо-сигналу от пропила глубиной 4мм, выполненному вблизи внутренней кромки ступицы колеса. Для этого:
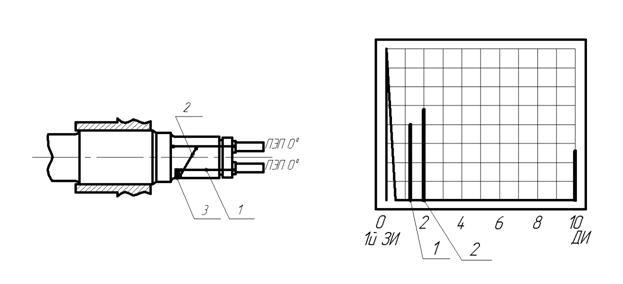
-прямой ПЭП (П111-2,5-К12-002) или комбинированный ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 0°) устанавливают на торец оси (РУ1Ш);
-комбинированный ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 0°) устанавливают в за резьбовую канавку (оси РУ1 ,РУ);
-Получают эхо-сигнал от пропила и кнопками аттенюатора доводят его до средней линии экрана ЭЛТ. Показания аттенюатора N1 заносят в журнал установленной формы, приведенной в технологической инструкции.
в) 2-й этап – для УЗК ближних шейки и предподступичной части оси браковочную чувствительность N2 настраивают по эхо-сигналу от пропила в галтели шейки под кольцами роликовых подшипников глубиной 3 мм, на расстоянии 150-165 мм от поверхности сканирования. Для этого:
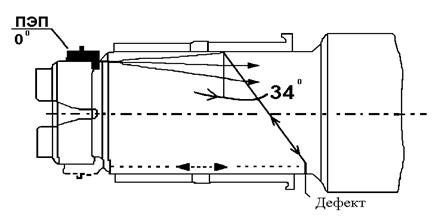 |
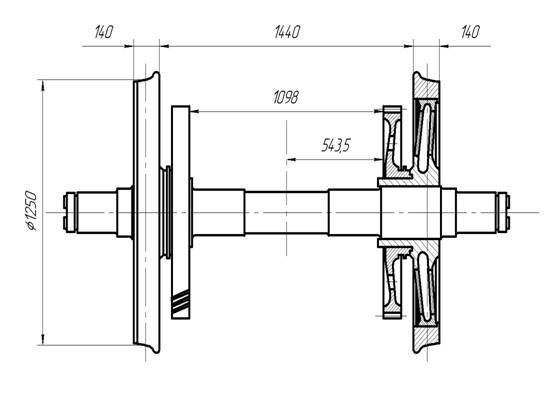
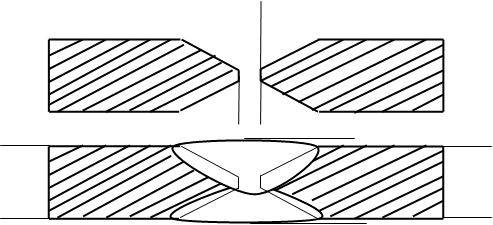
-прямой ПЭП или комбенированый ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 0°) устанавливают в резьбовую канавку (оси РУ1, РУ) рисунок 3.
Рис.3 Схема прозвучивания оси.
-получают эхо-сигнал от пропила и кнопками аттенюатора доводят его до средней линии экрана ЭЛТ. Показания аттенюатора N2 заносят в журнал установленной формы, приведенной в технической инструкции.
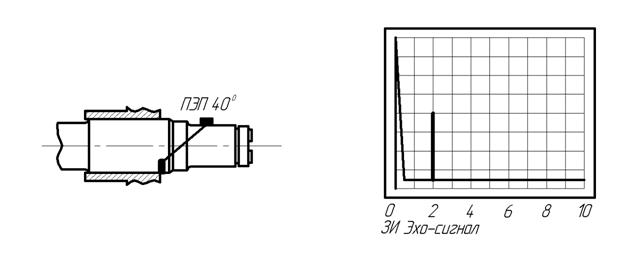
г) 3-й этап – для выполнения УЗК ближней подступичной части оси в зоне под внешней кромкой ступицы браковочную чувствительность N3 настраивают по эхо-сигналу от пропила вблизи внешней кромки ступицы колеса глубиной 3мм на расстояние 280-330 мм от поверхности сканирования. Для этого:
-наклонный или комбинированный ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 18°) устанавливают в за резьбовую канавку (РУ1, РУ) или на торец оси (РУ1Ш).
-получают эхо-сигнал от пропила и кнопками аттенюатора доводят его до средней линии экрана электронно-лучевой трубки. Показания аттенюатора N3 заносят в журнал установленной формы, приведенной в технической характеристики.
Подготовка оси:
Очистка обеспечивает подготовку поверхностей колесных пар для выполнения дефектоскопии. Основными требования к способам очистки колесных пар является высокое качество и быстрота очистки при сохранение нормальных условий труда. Известны следующие способы отчистки колесных пар: механический (механизированный и ручной), при котором в качестве рабочих органов используются металлически щетки или скребки; струйно-гидравлический с использованием щелочного раствора или чистой воды; гидромеханический; пескоструйный; вываривание в щелочном растворе (погружение в ванну); химический (обмазывание специальной мастикой).
Механический способ очистки применяют как основной, так и дополнительный в сочетание с другими способами для удаления различных нерастворимых органических соединений, ржавчины, старой краски. При ремонте колесных пар очистку скребками или металлическими щетками, применяют до обмывки колесных пар в моечной машине и после нее. Ручная очистка колесных пар щетками и скребками обеспечивает тщательное удаление загрезнений, представляет собой трудоемкую и малопроизводительную работу.
В последнее время находят применения механизированные установки для предварительной отчистки колесной пары металлическими щетками или скребками. Такие установки снабжены механизмами вращения колесной пары и пневматическими цилиндрами для прижатия щеток к элементам колесных пар в процессе их отчистки; убедится в отсутвие поверхностных дефектов.
Проведение контроля
а) Проверка осей на «прозвучиваемость».
Проверку осей на прозвучиваемость выполняют при формировании колесных пар до и после на прессовки колес.
Проверку осей на «прозвучиваемость» выполняют путем установки комбинированного ПЭП из комплекта ПКО (частота 2,5 МГц, угол ввода 0°) или прямого ПЭП на торец оси. При этом измеряют амплитуду донного сигнала от противоположного торца оси N0 в 4-х точках, выбирают меньшее значение и сравнивают с амплитудой донного сигнала в СО-2.
Ось бракуется, если разница между N0 и Nсо-2 превышает 46 дБ;
(Nсо-2) – (Nсо-2)>46 дБ.
Проверку всех частей оси проводят на поисковой чувствительности Nn, которая на 6-8 дБ выше браковочной N. Поэтому, чтобы определить знание поисковой чувствительности, необходимо от значения браковочной чувствительности отнять 6 (8) дБ.
Nn=N-6(8), дБ.
Полученное значение Nn выставляют на аттенюаторе дефектоскопа для проведения контроля.
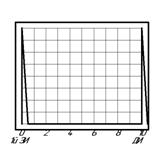
б)1-й этап – УЗК средней части и дальней подступичной части оси.
УЗК средней части и дальней подступичной части оси выполняют прямым или комбинированным ПЭП (частота 2,5 МГц, угол ввода 0°) поочередно с каждого торца оси.
Зона контроля пол горизонтальной шкале масштабной сетки экрана ЭЛТ составляет 4,0-7,8 деления.
Для выполнения УЗК осей следует:
-нанести на торец оси (зарезьбованную канавку) контактную смазку;
-установить прямой или комбинированный ПЭП на торец оси (за резьбовую канавку);
-получить донный сигнал;
-кнопками аттенюатора довести амплитуду донного сигнала до средней линии экрана ЭЛТ;
-показания аттенюатора N0 занести в рабочей журнал;
-если разность показания аттенюатора (N0-N0')<10 дБ, установить на аттенюаторе значение поисковой чувствительности Nn1;
Примечание. Если разность показаний аттенюатора (N0-N0')>10 дБ, установить на аттенюаторе значение браковочной чувствительности, равное N1'=N1-(N0-N0'),дБ, если N1'<0,то ось подлежит браковке как "не бракуемая".
-выставить на аттенюаторе поисковую чувствительность, уменьшив показания аттенюатора N1' на 6-8 дБ;
-выполнение сканирование, перемещая комбинированный ПЭП по зарезьбовой канавке (РУ1, РУ) или устанавливая прямой ПЭП на торце оси в 20-25 точках (РУ1Ш);
-при появление в зоне контроля одиночного эхо-сигнала уменьшить чувствительность до браковочной.
в)2-й этап – УЗК ближних шейки и предподступичной части оси.
УЗК ближней шейки и предподступичной части оси выполняют поочередно с каждого торца оси прямым или комбинированным ПЭП (частотой 2,5 МГЦ, угол ввода 0°).
Зона контроля пол горизонтальной шкале масштабной сетки экрана ЭЛТ составляет 0,4-1,4 деления.
Для выполнения УЗК ближних шейки и предподступичной части оси следует:
-выставить на аттенюаторе поисковую чувствительность Nn2;
-нанести на торец (за резьбовую канавку) оси контактную смазку;
-установить прямой ПЭП на торец оси (за резьбовую канавку);
-выполнить сканирование, перемещая ПЭП по зарезьбовой канавке или устанавливая его в 20-25 точках на торце оси;
-при появлении в зоне контроля одиночного эхо-сигнала уменьшить чувствительность до браковочной.
г)3-й этап – УЗК ближней подступичной части оси в зоне под внешней кромкой ступицы.
УЗК ближней подступичной части оси в зоне под внешней кромкой ступицы выполненного поочередном с каждого торца оси комбинированный ПЭП (частота 2,5 МГ, угол ввода 18°).
Зона контроля УЗК ближней подступичной части в зоне под внешней кромкой ступицы следует:
-вставить на аттенюаторе поисковую чувствительность Nn3;
-нанести на торец оси (зарезьбоаую канавку) контактную смазку;
-установить комбинированный ПЭП на торце оси (зарезьбоаую канавку);
-выполнение сканирования, перемещая ПЭП по зарезьбовой канавке или устанавливая его в 20-25 точках на торце оси;
-при появлении в зоне контроля одиночного эхо –сигнала уменьшить чувствительность до браковочного.
Оценка качества проконтролированной детали:
Ось колесной пары подлежит браковке, если:
-отсутствует сигнал от противоположного торца оси при сквозном прозвучивание (ослабление сигнала от противоположного торца оси (донного сигнала) относительно донного сигнала, измеряемого по СО-2 минус 46 дБ и менее);
-в зоне контроля при браковочной чувствительности имеется эхо-сигнал, превышающий среднюю линию экрана ЭЛТ.
Результаты УЗК заносятся в журнал установочной формы, приведенной в технической инструкции.
Похожие работы

... объекта, средств и условий контроля. Он утверждается руководителем (главным инженером) предприятия по представлению руководителя подразделения НК или работника, выполняющего его функции. Ультразвуковой контроль ближней подступичной части оси колесной пары проводят при полном освидетельствовании колесных пар грузовых и пассажирских вагонов. Согласно руководству по комплексному ультразвуковому ...
... таблицы 1. Таблица 2 - Технологическая карта процесса ультразвукового контроля болтов крепления полюсов ТЭД Контроль неразрушающий Ультразвуковой метод На листах 4 Предприятие ТЧ-5 Тип Колёсная пара Электровоза ВЛ-10 лист № 1 УТВЕРЖДАЮ: Главный инженер __________________________ дата ___________ Изделие: Ось. Дефектоскоп УД2-12 №123456. Преобразователи ультразвуковые ...
... , учитывающий неизбежные потери электрода, ([2], c. 27); - плотность наплавленного металла, , ([2], с. 22); - площадь поперечного сечения наплавленного металла шва, 3. Присадочная проволока. Для сварки корпуса водила II ступени в связи с ответственностью конструкции будем использовать проволоку того же состава, что и основной металл. Проволока ПТ-3В по ТУ-1–9–922–82 диаметром ...
... под давлением будет собираться в специальном сборочно-сварочном цеху. Данную сварную конструкцию будут собирать на роликовом стенде, это поможет при сборке и сварке. Недопустимо что бы система аварийного охлаждения зоны в процессе сборки и сварки находилась в не правильном положении т.к. это повлияет на правильность сборки и сварки. Так как данная сварная конструкция очень ответственная, то ...
0 комментариев