Резьбовые соединения. Типы резьбовых соединений. Стандартизация крепежных резьб. Прочность винта
Заклепочные соединения. Расчет прочности соединений
Передача цилиндрическими колесами. Расчет зубчатых передач на изгиб зуба
Червячные передачи. Условие самоторможения. Передача цилиндрическими косозубыми колесами
Зубчатые механизмы. Стандартизация эвольвентного зацепления. Методы нарезания колес
Удельная окружная сила (полезное напряжение) Кп. Это напряжение зависит от передаваемой ремнем окружной силы F;. Kn=Ft/A (2)
Конструирование валов и осей. Передача крутящего момента и осевой силы
Расчет валов редуктора на изгиб и кручение
Расчет фрикционных муфт. Необходимое осевое усилие
Полужидкостное трение, когда имеет место лишь частичное касание вала и подшипника
Передача винт-гайка. Разновидности передачи. Материал элементов. Выбор зазоров. Межвитковое давление
Направляющие качения. Расчеты. Назначение. Форма. Конструктивные особенности
Навигация
Зубчатые механизмы. Стандартизация эвольвентного зацепления. Методы нарезания колес
Детали приборов
74204
знака
1
таблица
15
изображений
14. Зубчатые механизмы. Стандартизация эвольвентного зацепления. Методы нарезания колес
Эвольвентное зацепление позволяет передавать движение с постоянным передаточным отношением. Эвольвентное зацепление — зубчатое зацепление, в котором профили зубьев очерчены по эвольвенте окружности.
Для этого необходимо чтобы зубья зубчатых колёс были очерчены по кривой, у которой общаянормаль, проведённая через точку касания профилей зубьев, всегда проходит через одну и ту же точку на линии, соединяющей центры зубчатых колёс, называемую полюсом зацепления.
В соответствии с принципом взаимозаменяемости ряд геометрических параметров эвольвентного зацепления стандартизован. Зубчатые колёса выбирают по числу зубьев z и модулю m, принимая следующие параметры за постоянные (по ГОСТ 13755-81):
1. высота головок зуба![]() ;
;
2. глубина впадин ![]() ;
;
3. подрезания нет, то есть x1 = x2 = 0 или угол зацепления α равен основному углу зацепления αw;
4. угол зацепления α = 20 °;
5. коэффициент высоты головки зуба ![]() ;
;
6. коэффициент радиального зазора c * = 0.25.
Методы нарезания зубчатых колёс
Существует два различных метода нарезания: 1) метод копирования; 2) метод обкатки.
Цилиндрические прямозубые и косозубые колеса нарезают дисковой или пальцевой модульной фрезой на зубофрезерных или фрезерных станках, контурной резцовой головкой на зубодолбежных станках, а также шлифуют профильным кругом на зубощлифовальных станках. (рис. 1Метод непроизводителен и применяется в мелкосерийном и единичном производстве.
Второй метод обката или огибания может производиться с помощью инструментальной рейки (гребёнки) на зубострогальном станке; долбяком на зубодолбёжном станке или червячной фрезой на зубофрезерном станке. Этот метод высокопроизводителен и применяется в массовом и крупносерийном производстве. Одним и тем же инструментом можно нарезать колёса с различным числом зубьев. Нарезание с помощью инструментальной рейки имитирует реечное зацепление (рис. 2, а), где профиль зуба образуется как огибающая последовательных положений профиля инструмента, угол исходного контура которого α=20º (рис. 2, б). Зацепление между режущим инструментом и нарезаемым колесом называется станочным. В станочном зацеплении начальная окружность всегда совпадает с делительной.
Самым производительным из рассмотренных методов является зубофрезерование с помощью червячных фрез, которые находятся в зацеплении с заготовкой по аналогии с червячной передачей (рис. 2, в).
При нарезании долбяком осуществляется его возвратно поступательное движение при одновременном вращении. Фактически при этом осуществляется зацепление заготовки с инструментальным зубчатым колесом – долбяком (рис. 2, г). Этот метод чаще всего используется при нарезании внутренних зубчатых венцов.
Все рассмотренные методы используются для нарезания цилиндрических колёс как с прямыми, так и с косыми зубьями.
Конические зубчатые колеса нарезают по методу копирования дисковыми модульным фрезами, фасонными зубострогальными резцами и круговыми протяжками.
15. Ременные передачи. Виды передач. Достоинства и недостатки. Форма ремней. Напряжения в ремнях
Ременная передача относится к передачам трением с гибкой связью и может применяться для передачи движения между валами, находящимися на значительном расстоянии один от другого. Она состоит (рис.1) из двух шкивов (ведущего, ведомого) и охватывающего их ремня. Ведущий шкив силами трения, возникающими на поверхности контакта шкива с ремнем вследствие его натяжения, приводит ремень в движение. Ремень в свою очередь заставляет вращаться ведомый шкив. Таким образом, мощность передается с ведущего шкива на ведомый.
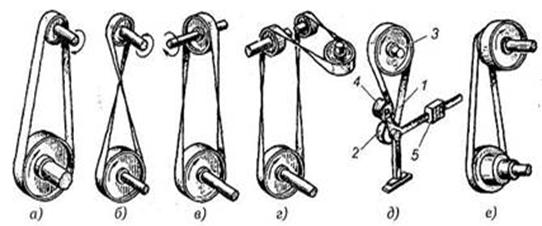
Рис.1. Виды ременных передач: а — открытая передача; б — перекрестная передача; в — полуперекрестная передача (со скрещивающимися валами); г — угловая передача (с направляющим роликом); д — передача с нажимным роликом; е — передача со ступенчатым шкивом
Классификация ременных передач
Форма ремней:
- плоскоременные ![]() (б);
(б);
- клиноременные (в);
- круглоременные ![]() (д);
(д);
Типы ремней ременных передач: — плоский ремень; — клиновый ремень; — круглый ремень; — поликлиновый ремень; — зубчатый ремень
Достоинства:
- возможность расположения ведущего и ведомого шкивов на больших расстояниях (более 15 метров) (что важно, например, для сельскохозяйственного машиностроения);
- плавность хода, бесшумность работы передачи, обусловленные эластичностью ремня;
- малая чувствительность к толчкам и ударам, а также к перегрузкам, способность пробуксовывать;
- возможность работы с большими угловыми скоростями;
- предохранение механизмов от резких колебаний нагрузки вследствие упругости ремня;
- возможность работы при высоких оборотах;
- простота конструкции и низкая стоимость.
Недостатки:
- непостоянство передаточного числа вследствие проскальзывания ремней;
- постепенное вытягивание ремней, их недолговечность;
- необходимость постоянного ухода (установка и натяжение ремней, их перешивка и замена при обрыве);
- сравнительно большие габаритные размеры передачи;
- высокие нагрузки на валы и опоры из-за натяжения ремня;
- опасность попадания масла на ремень;
- малая долговечность при больших скоростях (в пределах от 1000 до 5000 ч);
Клиноременная передача.
Ременную передачу с параллельными осями, приводной ремень которой имеет клиновую форму поперечного сечения, называют клиноременной. Клиноременную передачу выполняют только открытой. Клиновые ремни стандартизованы по сечению и длине.
Клиновые ремни применяют по несколько штук, чтобы варьировать нагрузочную способность и несколько повысить надёжность передачи. Кроме того, один толстый ремень, поставленный вместо нескольких тонких будет иметь гораздо большие напряжения изгиба при огибании шкива. Клиноременные передачи в машиностроении применяют чаще, чем плоскоременные. скорость не должна превышать 30 м/с, так как при v > 30 м/с клиновые ремни начинают вибрировать. Оптимальная окружная скорость, при которой передача работает устойчиво, v = 5-25 м/с.
Различают следующие виды напряжений в ремне.
1. Предварительное напряжение ![]() , определяемое в зависимости от силы начального натяжения:
, определяемое в зависимости от силы начального натяжения:
σ0=F0/A (1) где А — площадь поперечного сечения ремня.
Для стандартных ремней: ![]() = 1,76 МПа — для плоских ремней;
= 1,76 МПа — для плоских ремней; ![]() = 1,18 - 1,47 МПа — для клиновых.
= 1,18 - 1,47 МПа — для клиновых.
Похожие работы
... называется группа измерительных приборов, посредством которых осуществляется контроль и приемка параметров отдельных деталей и узлов в процессе производства, а также юстировка при сборке с целью получения требуемых характеристик оптико-электронной системы. Контрольно – юстировочные (КЮ) приборы общего назначения служат для юстировки и контроля свойств, общих для всех приборов данного вида. Кроме ...
... . 18. Внешний вид прибора должен соответствовать товарному образцу 18.1 Проверка проводится внешним осмотром, при необходимости применяется инструмент (ключи, отвертки) и техническая документация на прибор. 18.2 Прибор считается выдержавшим испытание, если – на поверхностях оптических деталей не видно невооруженным глазом грязи, «осыпки», следов смазки, нарушения просветляющего покрытия, ...


... от структуры силикатных стёкол, и способно выдерживать умеренные концентрации катионов (например, натрий до 0,1%), не увеличивая электропроводимость. Боратное стекло отвечает требованиям герметизации полупроводниковых приборов: свободно от щелочных металлов, уплотняется (спаивается) при температуре до 800С, относительно инертно и водонепроницаемо, имеет регулируемые коэффициенты температурного ...
... при переводе с английского языка на русский. На пути к достижению данной цели были поставлены и решены следующие задачи: 1. Первой из поставленных задач был анализ жанрово-стилистических особенностей текста инструкции на основе характеристик официально-делового стиля. Предпосылкой для такого анализа стал тот факт, что инструкция является одним из жанров официально-делового стиля и как следствие ...
0 комментариев