Теоретические основы оценки эффективности технологий очистки гальванических стоков
Способы очистки гальванических стоков
Методологические подходы к оценке эффективности очистки гальванических стоков
Анализ эффективности очистки гальванических стоков на Санкт-Петербургском заводе гальванических изделий
Эффективность существующих технологий очистки гальванических стоков на Санкт - Петербургском заводе гальванических изделий
Направления совершенствования
Навигация
Анализ эффективности очистки гальванических стоков на Санкт-Петербургском заводе гальванических изделий
Оценка эффективности технологий очистки гальванических стоков на Санкт-Петербургском заводе гальванических покрытий
49299
знаков
1
таблица
4
изображения
2. Анализ эффективности очистки гальванических стоков на Санкт-Петербургском заводе гальванических изделий
2.1 Динамика основных показателей очистки гальванических стоков
Сточные воды, поступающие на централизованную заводскую станцию очистки, содержат комплекс неорганических и органических соединений с различными физико-химическими свойствами. Анализ состава сточных вод производства, дает следующие усредненные концентрации вредных ингредиентов в этих сточных водах (мг/л): общая минерализация - до 2000; взвешенные вещества - до 400; азот аммонийный - до 30; сульфаты - до 500; хлориды - до 1000; жиры и масла - до 25; железо - до 50; медь - до 35; никель - до 40; цинк - до 25; хром+3 - до 130; хром+6 - до 120; кадмий - до 2; фтор - до 2; цианиды - до 100. Такое разнообразие веществ и диапазонов их концентраций требует применения совокупности различных способов очистки сточных вод.
Однако до сих пор для нейтрализации стоков гальванических производств используется традиционный способ с применением растворов извести, при котором образуется большое количество солей кальция в осадке, что обусловливает трудности в переработке последнего [9].
Анализ организации промывки деталей в гальваническом производстве показывает, что проточная схема нерациональна по следующим причинам:
- вода подается в ванну промывки деталей независимо от процесса нанесения гальванических покрытий. На очистные сооружения сбрасывается вода независимо от концентрации солей тяжелых металлов в ней. Затраты воды в таком технологическом процессе неоправданно большие;
- практически отсутствует замкнутый цикл водооборота на производствах. Финансовые средства затрачиваются как на организацию процесса очистки, так и на водопользование.
Более целесообразной представляется организация локальной очистки воды для каждой ванны промывки деталей по схеме замкнутого оборота воды. При этом отсутствуют:
- потери электролита, уносимого деталями на своих поверхностях;
- практически отсутствуют сбросы воды на заводские очистные
сооружения и др. [9].
Выбор схемы и параметров установки очистки зависит от динамики поступления солей тяжелых металлов в ванну для промывки деталей. Данные по динамике поступлений солей тяжелых металлов в воду при наличии оборудования очистки в замкнутой схеме водооборота практически отсутствуют.
Были проведены исследования динамики изменения концентрации солей тяжелых металлов в такой схеме. Характерные изменения концентрации солей тяжелых металлов в ванне для промывки деталей в течение периода наблюдений на примере никеля приведен на рис. 1.
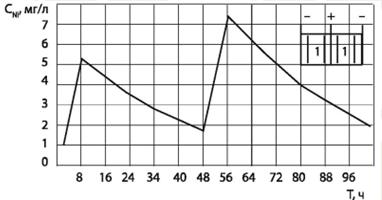
Рис. 1. Динамика изменения концентрации солей никеля в ванне для промывки деталей после гальванического процесса нанесения защитного покрытия
Для других солей тяжелых металлов (Cr, Cu, и др.) характер изменения концентраций практически не отличается. Изменяется только абсолютное значение концентрации солей тяжелых металлов, которое зависит от интенсивности и технологических особенностей процессов нанесения гальванических покрытий [7].
Анализ данных рис. 1 показывает, что при объеме ванны до 0,7 м3 и расходе воды на установку очистки до 20 л/ч концентрация никеля в ванне не превышала 7 мг/л.
В результате обобщения экспериментальных данных по динамике изменения концентрации солей тяжелых металлов в ваннах для промывки деталей после нанесения гальванических покрытий в замкнутой схеме водооборота, включающей установку очистки воды, получена номограмма (рис. 2) для определения кратности циркуляции воды в системе " ванна для промывки деталей - установка очистки".
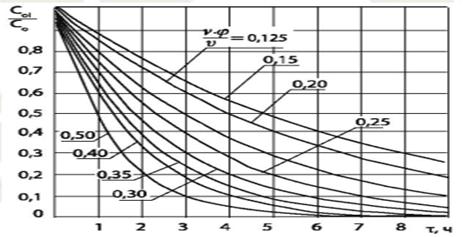
Зная среднюю периодичность промывки деталей в ванне , эффективность очистки воды от солей тяжелых металлов в установке очистки , объем воды в ванне (V) для заданного значения снижения концентрации солей тяжелых металлов в ванне в период между двумя промывками детали(Соi/Со), помощью номограммы (см. рис.2) достаточно просто определить необходимый расход воды через установку очистки (v) [4, c. 161].
Эти данные индивидуальны для каждого технологического процесса. Поэтому до разработки технического решения по очистке промывной воды на гальванических участках необходимо предварительно определить динамику изменения концентрации солей тяжелых металлов в ванне для промывки деталей.
На основе вышеприведенной оценки системы "ванна для промывки деталей - установка очистки воды" были отработаны технологические режимы для локальной системы замкнутого водооборота ванны промывки деталей после хромирования. Концентрация Cr+6 в воде колебалась в пределах от 10 до 120 мг/л. Потери Cr+6 с оставшейся водой на поверхности детали были минимальны не более 0,1 мг/м2 поверхности детали [7].
Показатели по использованию воды и сбросу загрязняющих веществ в водные объекты за 5 лет представлены в таблице 2. 1
Таблица 2.1
| Показатели | Единицы измерения | 2006г | 2007г | 2008г | 2009г | 2010г |
| Железо | тонн | 1,7 | 1,6 | 2,8 | 2,1 | 2,7 |
| Цинк | тонн | 4,6 | 3,4 | 2,8 | 1,34 | 1,70 |
| Медь | тонн | 1,4 | 2,25 | 9,2 | 4,72 | 3,89 |
| Никель | тонн | 5,3 | 9,75 | 8,7 | 7,1 | 1,66 |
| Хром | тонн | 3,8 | 3,9 | 3,8 | 2,4 | 2,5 |
| Азот аммонийный | тонн | 2,1 | 2,6 | 1,6 | 1,6 | 2,0 |
| Сульфаты | тонн | 2,8 | 2,5 | 5,6 | 7,3 | 1,1 |
| Жиры и масла | тонн | 3,6 | 3,9 | 2,8 | 3,4 | 3,7 |
| Хлориды | тонн | 2,06 | 2,33 | 3,47 | 1,80 | 3,27 |
| Кадмий | тонн | 7,7 | 2,08 | 0,01 | 0,241 | 0,01 |
| Взвешенные вещества | тонн | 3,4 | 0,34 | 0 | 2,7 | 0,71 |
Похожие работы

... или технологических процессов; – при выборе технического решения обеспечить малоотходность производства и максимальную эффективность использования энергоресурсов. Задачи специалиста в области безопасности жизнедеятельности сводятся к следующему; – контроль и поддержание допустимых условий (параметры микроклимата, освещение и др.) жизнедеятельности человека в техносфере; – идентификация ...
... 17 Строительные отходы 226728,00 251600,00 465530,00 18 Древесные отходы 5640,00 1881,00 1036,00 19 Черный металлолом? 15543,00 20046,00 25129,00 20 Цветной металлолом 1227,80 266,30 21 Металлсодержащие шламы и пыли 25129,00 Приложение 2 Обзорная справка «Проблемы и перспективы развития авторециклинга г.Москве. Зарубежный опыт» ...
0 комментариев