Навигация
Морфологический анализ шлифовального станка
15609
знаков
1
таблица
1
изображение
1 Общие сведения
1.1 Назначение
шлифовальный станок агрегат абразивность
Шлифовальные станки применяются для чистовой обработки деталей шлифовальными абразивными кругами, снимающими с поверхности детали тонкий слой метала или другого материалла. На шлифовальных станках можно обрабатывать плоские, цилиндрические наружные и внутренние поверхности, шлифовать зубья шестерен, затачивать различные инструменты и т. д. Шлифовальные станки получили широкое распространение во всех отраслях промышленности в качестве станков общего и специального назначения. Шлифование используется для обработки и сглаживания поверхности твёрдых и хрупких материалов.
Виды шлифования
Машинное шлифование:
- плоское шлифование — обработка плоскостей и сопряжённых плоских поверхностей;
- круглое шлифование — обработка цилиндрических и конических поверхностей валов и отверстий;
- бесцентровое шлифование — обработка в крупносерийном производстве наружных и внутренних поверхностей (валы, обоймы подшипников и др), наружные поверхности, в том числе сложные профили;
- резьбошлифование;
- зубошлифование, шлицешлифование.
Ручное шлифование:
- шлифование лентой криволинейных профилей, например шлифование лопаток турбин;
- шлифование свободным абразивом на плоской поверхности.
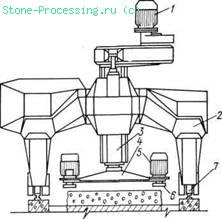
1.2 Описание современной конструкции
В станках, работающих по циклу, движения должны совершаться автоматически в определенной последовательности по выбранной кинематической схеме. Каждая кинематическая цепь станка имеет свое строго определенное функциональное назначение. Шлифовальные станки для обычных и специальных работ, независимо от их конструктивных особенностей, имеют следующие общие основные типовые узлы и механизмы:
- станину, служащую основанием для всех узлов станка. В станине расположен привод возвратно-поступательного перемещения стола и органы управления станком; - стол, установленный на станине станка, который может совершать возвратно-поступательное и круговое движение, что обеспечивает продольную и круговую подачу детали. Привод стола обычно гидравлический;
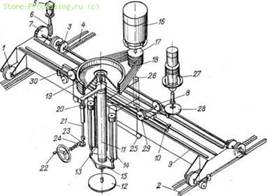
- переднюю бабку, расположенную на столе станка и пред назначенную для установки и передачи вращения детали. Электропривод вращения обрабатываемой детали располагается в корпусе бабки;
- заднюю бабку, установленную на столе и поддерживающую второй конец детали при обработке ее в центре;
- шлифовальную бабку, расположенную на станине. На шпинделе этой бабки устанавливают шлифовальный круг, который вращается от специального электропривода;
- электрооборудование, гидрооборудование;
- панель управления, на которой собраны все механизмы управления станком.
Перечисленные узлы, кроме передней и задней бабок, имеются в шлифовальных станках всех типов. Передняя и задняя бабки применяются лишь на круглошлифовальных и шлицешлифовальных станках. На внутришлифовальных станках имеется только передняя бабка, а на плоскошлифовальных станках переднюю и заднюю бабки заменяет стол.
Отдельные типы шлифовальных станков имеют дополнительные, присущие только им, узлы. Так, на бесцентрово-шлифовальных станках для установки детали в рабочую позицию применяется опорный нож, а для вращения ее — ведущий круг.
1.3 Наиболее известные разновидности шлифовальных станков
- Круглошлифовальные используются для обработки цилиндрических и конических поверхностей гладких и ступенчатых заготовок, установленных на неподвижных центрах. Заготовки перед шлифованием проходят обработку, позволяющую получить достаточно точные их форму и размеры, и для шлифования оставляется небольшой припуск, обычно измеряемый десятыми долями миллиметра. Примерами круглошлифовальных станков являются модели ЗЕ12, ЗА141, ЗА172 и др. Внутришлифовальные используются для окончательной обработки цилиндрических и конических отверстий, как сквозных, так и глухих. Примерами этих станков служат модели 3K225В, ЗА228П, ЗА230 и др. В ряде случаев одновременно с отверстием на этих станках могут обрабатываться и торцы заготовок.
- Обдирочно-шлифовальные станки обычно работают на более жестких режимах и предназначаются для глубокой зачистки труднообрабатываемых элементов заготовок, полученных литьем, сваркой, штамповкой (заусенцев, швов, неровностей и т. п.). Их применяют также для обработки заготовок из неметаллов, например при изготовлении шлифовальных кругов и т. п.
- Плоскошлифовальные станки применяют для обработки плоскостей. Эти станки могут работать торцом или периферией круга, а заготовки устанавливаются на вращающемся круглом столе или возвратно-поступательно перемещающемся прямоугольном столе. Специализированные шлифовальные станки, для плоского шлифования направляющих станков, отличаются повышенной точностью обработки и используются для заточки различного металлорежущего инструмента (резцов, слесарного инструмента, сверл и т. п.) и многих других работ. Универсально-заточные позволяют затачивать многолезвийный инструмент, а заточные станки служат для заточки соответственно резцов, сверл и червячных фрез.
- Притирочные и полировальные. Применяют для изготовления шлифов при металлографических исследованиях и используют для доводки при бесцентровой обработке. Полировальные станки позволяют получать заготовки с весьма малой шероховатостью поверхности, а притирочные обеспечивают, кроме того, высокую геометрическую и размерную точность. Для достижения высокой герметичности соединения применяют также притирочные работы и станки. Ленточно - шлифовальные станки, отличаются высокой производительностью, высоким качеством обработки, прост в обращении. Наиболее распространённый тип шлифовальных станков.
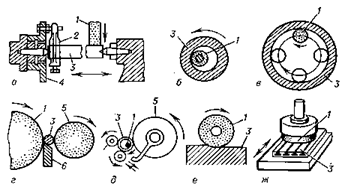
Рис. 1 - Схемы работы шлифовальных станков: а — круглошлифовального; б — внутришлифовального; в — внутришлифовального планетарного; г — бесцентрово-шлифовального; д — бесцентрового внутришлифовального; е — плоскошлифовального, шлифующего периферией круга; ж — плоскошлифовального, шлифующего торцом круга; 1 — шлифовальный круг; 2 — хомутик; 3 — обрабатываемая деталь; 4 — патрон; 5 — ведущий круг; 6 — опорный нож.
Похожие работы
... о том, что для учебной мастерской станки для шлифования камня лучше конструировать и изготовлять самим, чем приобретать заводские модели. 3. Разработка конструкции станка Для конструирования станка для шлифования свободным абразивом применим наиболее распространенный метод: «метод морфологического анализа». Для этого построим и рассмотрим морфологическую матрицу, в которую занесем: материал, ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...

... функциональных возможностей; - улучшение эргономических качеств; - улучшение эстетических качеств; - повышение чувствительности, точности, стабильности, диапазона. Цели и задачи автоматизации производственных систем Автоматизация - это совокупность организационно-технических мероприятий, обеспечивающих замену физического и умственного труда человека, затрачиваемого на планирование, ...
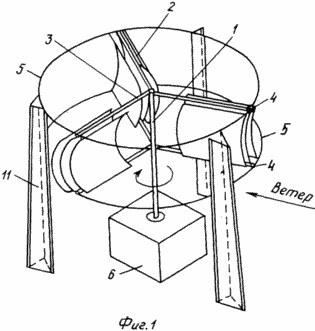
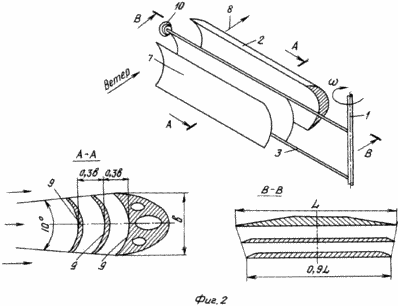
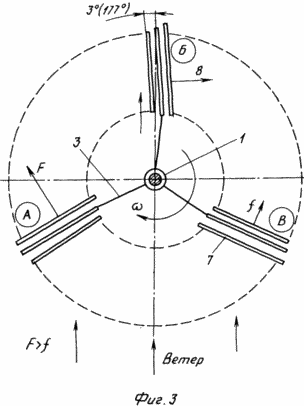
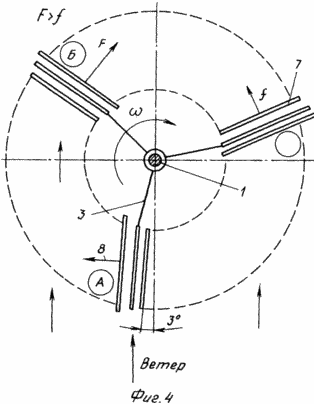
... общеобразовательной школе, на мой взгляд, являются инструменты ТРИЗ (приемы), метод фокальных объектов, метод мозгового штурма, решение конструкторских задач. 2. Проектирование и изготовление ветряка 2.1 Требования к ветряку. 1. Ветродвигатель должен работать при слабом порыве ветра. 2. Ветряк должен работать при постоянных переменах направления ветра. 3. Лопасти ветродвигателя должны ...
0 комментариев