Навигация
2. Способи загартування
Для того, щоб забезпечити загартування сталей на мартенсит необхідно швидко охолоджувати її в області перлітного перетворення. Але якщо з такою ж швидкістю охолоджувати її й далі в області мартенситного перетворення, то в деталі виникають різкі гартівні напруги. Тому бажано проводити охолодження в області мартенситного перетворення по можливості повільніше, але середовища зі змінною швидкістю охолодження не існує й тому для різних деталей застосовують різні способи охолодження, щоб одержати загартований стан з мінімальним рівнем внутрішніх напружень.
1. Охолодження в одному охолоджувачі (воді, оливі). Недолік - дуже різкі внутрішні напруження. Щоб їх зменшити застосовують другий спосіб загартування.
2. Загартування у двох середовищах (з води в оливу). За цим способом на початку деталь охолоджують у воді, до температури нижче перлітного перетворення, а потім перекладають до остаточного охолодження в оливу. Цей спосіб складний та вимагає високої кваліфікації робітників, від яких потрібно витримувати деталь певну кількість часу у воді. Якщо витримка буде мала, то при подальшому охолодженні попадаємо в перлітне перетворення, і загартування не відбудеться, а якщо витримка занадто більша, то в деталях виникають великі внутрішні напруження.
3. Східчасте загартування. При східчастому загартуванні нагріту деталь охолоджують швидко до заданої температури в спеціально нагрітому середовищі, у якості якого використовуються розплави металів або солей. Час витримки в гарячому середовищі визначають маркою сталі й може бути чітко визначений по секундоміру, після цього йде закінчення охолодження у воді або маслі. Витримка в гарячому середовищі дозволяє вирівняти температуру по всьому перетину деталей, тому при остаточному охолодженні у воді, або оливі перетворення аустеніту в мартенсит іде одночасно по всьому об’ємі деталі, що дозволяє різко знизить рівень внутрішніх напружень. Такий спосіб загартування застосовують для великогабаритних деталей складної форми, щоб до мінімуму знизити перекручування форми.
4. Ізотермічне загартування. Цей спосіб застосовується для великогабаритних деталей, які не можна охолоджувати дуже швидко, через небезпеку руйнування.
При ізотермічному гартуванні охолодження здійснюють у соляних ваннах з температурою розчину 220-300°С. Після витримки у соляних ваннах метал охолоджують на повітрі.
При ізотермічному загартуванні нагріті деталі поміщають у гаряче середовище, нагріте до заданої температури 350-400 градусів, у якій витримують до повного проходження перетворення аустеніту в троостит або бейніт. Після повного перетворення деталь звичайно охолоджується на повітрі. Додаткового відпуск після такого загартування не потрібен. Температура навколишнього середовища вибирається термообробкою, що забезпечує задану твердість в деталі структуру.
5. Загартування з обробкою холодом. При загартуванні високовуглецевих сталей, що містять нікель, молібден, вольфрам навіть після повного охолодження до нормальної температури перетворення аустеніту в мартенсит проходить не повністю. Залишковий аустеніт має невисоку твердість і тому твердість деталі після загартування буде недостатньою. Для усунення залишкового аустеніту загартовані деталі додатково охолоджують в області від’ємних температур 70-80 градусів, парами вуглекислоти або рідкого азоту. Додаткове охолодження викликає перехід залишкового аустеніту в мартенсит і твердість загартованої сталі підвищується.
6. Загартування із самовідпуском. Цей спосіб загартування застосовуються для деталей, які повинні мати різну твердість у різних місцях. Щоб одержати змінну твердість, нагріту деталь поміщають в охолоджене середовище тільки робочою поверхнею, залишаючи хвостовик над поверхнею охолоджуючого середовища. Після повного охолодження поверхні деталей витягають із охолоджуючого середовища й за рахунок тепла, що збереглося у хвостовій частині, відбувається розігрів робочої поверхні і її відпуск. Температуру розігріву поверхні контролюють по кольорам мінливості.
загартування сталь охолодження поверхня
3. Поверхневе загартування
Цей спосіб застосовується для виробів, у яких повинна бути загартована поверхня й в’язка серцевина (шестірні, вали). При поверхневому загартуванні нагрівання проводиться не всієї деталі, а тільки її поверхні. Після нагрівання відразу проводиться охолодження. Тому структурні зміни зачіпають тільки поверхня. Залежно від способів нагрівання розрізняють кілька видів поверхонь загартування:
1. Загартування зануренням - розігрів поверхні ведеться за рахунок короткочасного занурення деталі в гаряче середовище. Після нагрівання деталі охолоджують у воді або маслі. Товщина загартованого шару визначаються часом витримки в гарячому середовищі. Недолік - неможливість одержання тонкого загартованого шару.
2. Газополум’яне загартування. Розігрів поверхні деталі проводиться за рахунок нагрівання полум'ям газового пальника. Достоїнство способу в його універсальності, недолік - висока температура полум'я викликає перегрів поверхні і як наслідок - крупне зерно, вигоряння вуглецю, легуючих елементів, різкий градієнт температури, можливе відшаровування загартованого шару.
3. Загартування СВЧ - струмами високої частоти (індукційне загартування). Розігрів деталі відбувається за рахунок наведення в ній струмів високої частоти. Деталь міститься усередину індуктора, підключеного до джерел струмів високої частоти.
Достоїнство способу - висока продуктивність недолік - потреба в складному устаткуванні, для кожної деталі необхідний свій індуктор, наявність шкідливих електромагнітних полів.
4. Загартування з нагріванням поверхні лазером. При цьому способі загартування розігрів поверхні здійснюється за рахунок впливу на неї високоенергетичного пучка випромінювання. Інтенсивність енергії настільки велика, що поверхня на протязі декількох часток секунд може бути нагріта до розплавлювання. Охолодження поверхні після нагрівання відбувається за рахунок тепловідводу вглиб деталі. Додаткове охолодження водою не потрібно. Переміщаючи промінь лазера по поверхні можна гартувати як окремі ділянки деталі, так і всю її поверхню. Цим способом можна гартувати внутрішні поверхні деталі, не гартуючи її зовнішню поверхню. Глибина загартованого шару регулюється часом, висвітлюючи її лазером. При такому способі загартування вона може мінятися від декількох мікронів до десятків і сотень мікрон.
Таблиця 2
| Брак при загартуванні сталі | |||||
| Тріщини | Огляд виробу, випробування на дефектоскопі, проба на фарбу, гас | Напруження, які виникають через обיємні зміни при перетворенні аустеніту в мартенсит при температурі нижче 300˚С | Брак невиправний. Для попередження слід: 1) по можливості застосовувати ізотермічне або ступінчасте загартування, а також переривчасте в двох охолоджувачах; 2) для виготовлення деталей з гострими кутами та різкими переходами перерізів застосовувати лише леговані сталі; 3) не допускати попадання води в загартувальний бак з оливою; 4) повільно нагрівати загартовані вироби при перезагартуванні та високому відпуску; 5) виточки, отвори біля країв, різкі переходи заповнювати азбестом, глиною і т.д. | ||
| Низька твердість | Вимірювання твердості | Понижена температура загартування, недостатня витримка в печі та низька швидкість охолодження | Виріб нормалізувати або відпалити і знову загартувати із дотриманням режиму | |
| Підвищена крихкість, крупнозернистий злам | Огляд зламу, випробування на удар | Значне підвищення температури загарту-вання або занадто довготривала витримка. Перегрів, перепал | Нормалізувати або відпалити і загарту-вати. При перепалі брак невиправний | |
| М’які плями | Визначення твердості в різних місцях | Повільне охолодження, місцеве зневуглецьовування та утворення окалини, нерівномірність величини зерна, забруднення сталі підвищеним вмістом шлаку, дотикання деталей при охолодженні | Брак невиправний, окрім випадків місцевого зневуглецьовування та забруднення шлаком. Для виправлення вироби нормалізувати та загартувати із застосуванням більш різкого охолодження або ж підвищити температуру загартування на 20…30˚С вище нормальної | |
| Окислення та зневуглецьовування | Окислення – оглядом; зневуглецьовування – вимірюванням твердості | Сполука кисню повітря, який знаходиться в печі, з залізом при окисленні; із вуглецем при зневуглецьовуванні | При глибині більшій, ніж припуск на шліфування, брак невиправний. Для попередження браку нагрів вести в захисній атмосфері, а при відсутності її – в ящиках з чавунною стружкою (50% – свіжою і 50% – обробленої), сумішшю деревного вугілля з 5% соди і т. п. В соляні ванни для запобігання зневуглецьовуванню додають два рази на зміну мелений 75%-ний феросиліцій в кількості 150…200 г за один прийом, буру, борну кислоту, жовту кров’яну сіль або ведуть розкислення деревним вугіллям | |
| Деформація | Перевірка розмірів | Структурні перетворення в інтервалі температур 650...500°С та нижче 300°С, які викликають деформацію | Брак переважно невиправний. Для попередження браку необхідно понизити температуру загартування, зменшити швидкість охолодження, застосовувати дрібнозернисту леговану сталь | |
| Короблення | Перевірка биття на центрах або щупом на плиті | Невірне занурення в охолоджувальне середовище, внутрішні напруження у виробах перед нагрівом під загартування та ін. | Брак невиправний. Для виправлення браку проводиться правка в холодному або гарячому стані; шліфування, якщо короблення не вище припуску. Для попередження браку необхідне уповільнене охолодження в мартенситному інтервалі, невірне занурення в загартувальне середовище, рівномірний нагрів та відбракування кривих деталей перед загартуванням | |
| Роз’їдання (точкове або ручаї- стоподібне) поверхні виробу | Огляд виробу | Нерівномірне утворення окалини. Дотикання зі свинцем, що розлився по черені печі. Підвищений вміст сірчанокислих солей та хімічна дія хлористих солей в соляних ваннах | Попередження браку: ретельний контроль солей для нагріву; розкислення соляних ванн засипання дзеркала свинцевої ванни деревним вугіллям; усунення окислюючої атмосфери в печах; спостереження за чистотою черені печі | |
| Нафталіновий злам (характений для швидкорзальної сталі діамет-ром біл-ше 12 мм) | Огляд зламу | Перегартування інструменту без проміжного відпалу | Нагрів до температури 1140...1160°С з витримкою 3...8 хв, охолодження з витримкою при температурі 720-800°С протягом 15-30хв, після цього охолодження на повітрі; відпал; термічна обробка з дотриманням режиму | |
| Брак при світлому загартуванні в розплаві лугу | ||||
| Поверхня деталі темна, з кольорами побіглості | 1) прогріти світлу деталь в лужній ванні і замочити її у воді; 2) нагріти деталь в соляній ванні на 150-200°С нижче температури загартування і охолодити у лузі; 3) перевірити хімічний склад соляної ванни; 4) перевірити хімічний склад лужної ванни на відсутність селітри | Недостатньо розкислена лужна ванна Недостатньо розкислена соляна ванна Ванна занадто рідкотекуча Наявність селітри у лужній ванні | Розкислити лужну ванну жовтою кров’яною сіллю Розкислити соляну ванну Додати сіль, якої не вистачає Скласти нову ванну | |
| Наліт сажі на деталі | За зовнішнім виглядом | Лужна ванна містить надлишкову кількість жовтої кров’яної солі | Прогріти луг при робочій температурі на протязі декількох годин | |
| Твердість нижча за потрібну | Вимірювання твердості | Не змішується луг Недостатньо води в розплаві | Забезпечити перемішування лугу Додати в розплав воду | |
Похожие работы
... Через отримані точки проводимо плавну криву. Відкладаємо значення діаметрів находимо точки В і Н, проводимо вхідну кромку канатки робочого колеса. 2.9. КІНЕМАТИЧНИЙ ТА СИЛОВИЙ РОЗРАХУНОК ПРИВОДУ Визначаємо параметри на валу ротора насосу =0,98 – ККД витрат в муфті = 0,99 – ККД витрат в підшипниках 2.10. РОЗРАХУНОК І ВИБІР МУФТ ТА ГАЛЬМА Визначаємо номінальний момент, який ...
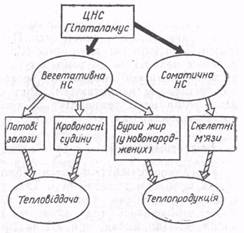
... судин шкіри. Виведення пірогенів сприяє підвищенню активності механізмів тепловіддачі: посилюється потовиділення, розширюються судини шкіри, і температура тіла знижується. 1.6 Місце терморегуляції в загартуванні організму Зміна температури тіла нижче 25 і вище 43 °С несумісне з життям і викликає в першому випадку холодову, а в другому — теплову смерть. Однак розлад функцій організму ...
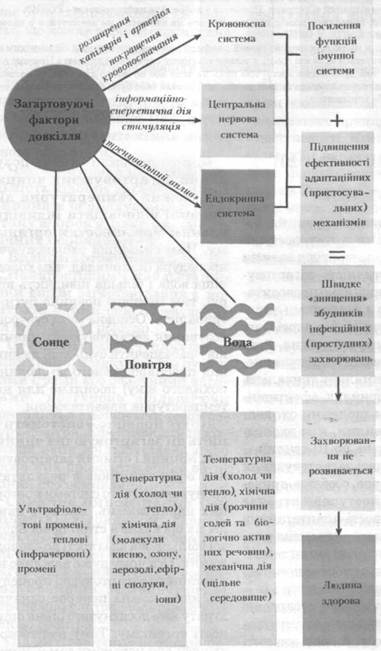
... чергувати холодну воду з гарячою, з'являються досить гострі відчуття. Контрастний душ вважається найкращим засобом від простуд - в цьому я переконаний. Наступний етап - холодний душ. 3. Правила загартування. Відомий німецький гігієніст Еріх Дойзер вважає, що звичайний душ краще закінчувати 10—15-секундним перебуванням під абсолютно холодним струменем. При контрастному душі, на його думку, ...
... може бути повітря (для тонких деталей) або повітря під тиском (від вентилятора, компресора). Деякі плоскі деталі (ножі) з нержавіючої сталі охолоджують між двома металевими штаба. 3. Відпуск сталі Відпуск сталей – операція термічної обробки, яка полягає в нагріванні загартованих сталей до температур, що не перевищують температури утворення аустеніту (Ас1), витримуванні при цих температурах ...
0 комментариев