Навигация
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ПАРАМЕТРОВ КОНВЕЙЕРА НА ЕГО ДИНАМИЧЕСКИЕ ХАРАКТЕРИСТИКИ
88042
знака
4
таблицы
12
изображений
2. ИССЛЕДОВАНИЕ ВЛИЯНИЯ ПАРАМЕТРОВ КОНВЕЙЕРА НА ЕГО ДИНАМИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Правильный учет динамических процессов протекающих в конвейере является одним из основных факторов определяющих их работоспособность, надежность и экономичность. Если представить ленточный конвейер в виде структурной схемы, то динамические характеристики могут быть исследованы известными методами теории автоматического регулирования.
2.1 Непрерывное регулирование скорости ленты конвейераНепрерывное регулирование скорости ленты конвейера предполагает использование замкнутой системы автоматического регулирования, которая должна состоять из датчиков величины грузопотока и скорости ленты в месте загрузки, элемента сравнения, усилителей, исполнительного устройства (привода), объекта регулирования и др.
В качестве датчика грузопотока используется телевизионный датчик объемной загрузки ленты, для определения скорости ленты применяется корелляционный метод с использованием вибродатчиков, объектом регулирования является конвейер, исполнительным органом – привод совместно с тиристорным преобразователем. Корректирующие устройства реализованы в микропроцессорной системе управления.
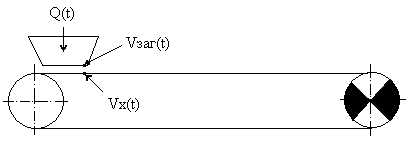
Рисунок 2.1 Укрупненная схема системы непрерывного регулирования
Задача состоит в том, чтобы по заданным характеристикам грузопотока Q(t), (рисунок 2.1) поступающего на конвейер, определить параметры замкнутой системы регулирования, при которых функция, получаемая на выходе этой системы [напряжение UVx, пропорциональное скорости ленты в месте загрузки Vx(t)], наилучшим образом аппроксимировала функцию, которую желательно получить [напряжение UVзаг, пропорциональное скорости ленты в месте загрузки Vзаг(t)], т.е. определить оптимальную динамическую систему регулирования по скорости (рисунок 2.2).
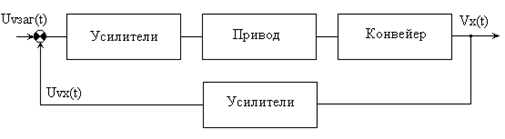
Рисунок 2.2 Структурная схема системы регулирования
Чтобы эта задача приобрела точную количественную формулировку, необходимо установить, что следует понимать под наилучшей аппроксимацией скорости, которую желательно получить на выходе динамической системы.
Вследствие случайного характера скорости, получаемой на выходе, условия наилучшего её приближения к желаемой величине должны иметь вероятностный характер. Например, можно считать наилучшим приближением такое, при котором в определённой области изменения аргумента вероятность того, что разность между аппроксимируемой Vзаг(t) и аппроксимирующей Vx(t) скоростями, большая по абсолютной величине некоторого заданного значения e, имела бы наименьшую величину. Наилучшим приближением можно считать и такое, при котором математическое ожидание абсолютной величины разности между ординатой заданной скорости и ординатой аппроксимирующей её скорости было бы минимальным. Наконец, можно потребовать, чтобы условию минимума удовлетворяло математическое ожидание квадрата этой разности.
2.1.1 Математическое описание непрерывного регулирования скоростиПеречисленным выше трем условиям наилучшего приближения функции Vx(t) и функции Vзаг(t) можно придать следующую математическую форму. Для обеспечения минимальной вероятности отклонения скорости ленты конвейера в месте загрузки от скорости, пропорциональной грузопотоку больше заданной величины e, необходимо, чтобы
P[| Vx(t) – Vзаг(t) | > e] = min. (1)
Требование минимума математического ожидания абсолютной величины разности между Vx(t) и Vзаг(t) означает выполнение условия
M[Vx(t) – Vзаг(t)] = min. (2)
Наконец, требование минимальной величины математического ожидания квадрата разности (требование минимума второго начального момента) приводит к условию
M{[Vx(t) – Vзаг(t)]2} = min. (3)
Если математические ожидания случайных функций Vзаг(t) и Vx(t) не равны нулю, то условие (3) целесообразно дополнить требованием
M[Vx(t) – Vзаг(t)] = 0,
которое означает отсутствие систематической погрешности системы. В этом случае условие (3) может быть переписано в виде
D[Vx(t) – Vзаг(t) ] = min
и соответствует простому физическому условию обращения в минимум дисперсии или среднего квадратического отклонения.
Несмотря на различную математическую формулировку оптимального приближения скорости Vx(t) к скорости Vзаг(t), физически эти критерии близки между собой, так как их выполнение означает, что скорость Vx(t), как правило, не сильно отклоняется от скорости Vзаг(t). Поэтому следует ожидать, что свойства динамической системы регулирования, построенной с учетом любого из этих требований, не будут сильно различаться. Это позволяет из большого числа возможных критериев выбрать наиболее простой критерий минимума среднего квадратического отклонения. Кроме того, когда скорости Vx(t) и Vзаг(t) являются нормальными (грузопоток является нормальным случайным процессом, а поскольку скорость Vзаг(t) – его линейное преобразование, то и она нормальна) и математическое ожидание разности Vx(t) – Vзаг(t) равно нулю, это требование гарантирует одновременное выполнение также условий (1) и (2).
Предположим, что на вход системы регулирования поступает полезный сигнал Vгр(t), пропорциональный грузопотоку, с наложенной на него помехой Vэкв(t), так что входной сигнал имеет вид
Vd[(t) = Vuh(t) + V’rd(t) (4)
где Vэкв(t) – эквивалентное приведенное ко входу электронного преобразователя (грузопоток – сигнал) значение помехи.
Воздействия Vгр(t) и Vэкв(t) являются стационарными случайными функциями с известными корреляционными функциями и равными нулю средними значениями. Если средние значения этих воздействий не равны нулю, то можно ввести центрированные величины V'i(t) = Vi(t) – M[V'(t)], средние значения которых равны нулю.
Система должна осуществлять линейное преобразование полезного сигнала Vгр(t) на входе в сигнал Vзаг(t) на выходе согласно формуле
L[Vзаг(t) ] = H(s) L[Vгр(t)], (5)
где H(s) – заданный преобразующий оператор; L – некоторый линейный оператор.
Введем обозначения
Vrp(t) = m'(t), Vэкв(t) = n(t), Vвх(t) = j(t), Vзаг(t) = h(t), Vx(t) = x(t)
и рассмотрим решение этой задачи.
Формулы (4) и (5) примут вид
j (t) = m'(t) + n(t), L[h(t)] = Н(s)L[m (t)].
Требуется, пользуясь этими данными, найти импульсную переходную функцию K(t), удовлетворяющую условию физической осуществимости K(t)=0, t=0 и обеспечивающую на интервале времени Т минимум среднего значения квадрата погрешности
 (6)
(6)
между требуемым h(t) и возможным в рассматриваемых условиях, изменением величины x(t) на выходе системы. Найдем выражение для среднего значения квадрата погрешности e2. Учитывая, что
![]() ,
,
получим на основании (6)
 (7)
(7)
Задача заключается в том, чтобы найти передаточную функцию Ф(jw) системы регулирования
 ,
,
при которой величина e2 минимальна. Выражение для искомой передаточной функции
 , (8)
, (8)
где Ghj(w) – взаимная спектральная плотность процессов h и j ; y1(jw), y2(jw) – вспомогательные функции, которые являются преобразованиями Фурье от функций y1(t) = 0 при t <0 , y2(t) = 0 при t > 0.
Передаточную функцию y(jw), удовлетворяющую равенству (8), называют оптимальной передаточной функцией, так как она обеспечивает минимальную среднюю квадратическую погрешность совместно с условием физической осуществимости K(t) = 0 при t < 0, где
Задача нахождения функций y1(jw) и y2(jw) сводится к задаче разложения четной функции Gj(w), удовлетворяющей условию Gj(w)=0, на два множителя, из которых один представляет собой функцию, аналитическую и ограниченную в верхней полуплоскости, а другой функцию, аналитическую и ограниченную в нижней полуплоскости. Можно показать, что квадратическая амплитудная характеристика A2 (w) является подобно Gj(w) неотрицательной и четной функцией от w и может быть представлена в виде произведения двух множителей, один из которых содержит все нули и полюсы, расположенные в верхней полуплоскости, а другой – все нули и полюсы, расположенные в нижней полуплоскости, причем эти множители представляют собой комплексно сопряженные функции.
Следовательно, функции y1(jw) и y2(jw), удовлетворяющие тем же условиям, что и указанные два множителя, также представляют собой комплексно сопряженные функции
y1(jw) =y2*(jw) = y(jw)
y2(jw) = y1*(jw) = y*(jw)
y1(jw)y2(jw) = | y(jw) |2 = Gj(w) (9)
и способ определения функций y1(jw), y2(jw) из Gj(w) (по крайней мере, если эта последняя представляет собой дробно-рациональную функцию от w) аналогичен способу определения передаточной функции Ф(jw) по соответствующей ей квадратической амплитудной частотной характеристике.
Таким образом, в общем виде окончательное выражение для оптимальной передаточной функции имеет вид
 ,
,
где функция y(jw) определяется формулой (9).
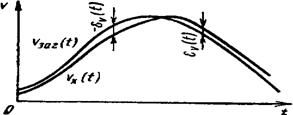
Рисунок 2.3 Характер изменения скорости в месте загрузки при непрерывном регулировании
Оценим среднюю квадратическую погрешность e, которая влияет на выбор ширины ленты. По рассчитанной оптимальной передаточной функции находим среднюю квадратическую погрешность. Скорость ленты конвейера в месте погрузки Vx(t) может в среднем отличаться от скорости, пропорциональной грузопотоку Vзагр(t) на величину ±ev (рисунок 2.3).
При отрицательной погрешности -ev скорость ленты меньше необходимой скорости, и в этом случае возможны просыпи груза, поэтому величина ev должна быть меньше величины рассчитанной погрешности eдоп.
При нормальной работе конвейера его производительность равна
Q = 3600Fгvнg, (10)
где Fг — площадь поперечного сечения груза на ленте; Vн — номинальная скорость конвейера; g — насыпная плотность груза.
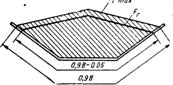
Площадь поперечного сечения Fг (рисунок 2.4,а) определяем при условии, что на ленте шириной В груз занимает ширину b=0,9B – 0,05 (рабочая ширина ленты) Максимальным резервом конвейера по производительности при условии, что отсутствуют просыпи, является величина
DQк = Qк max – Qк
а)
б)
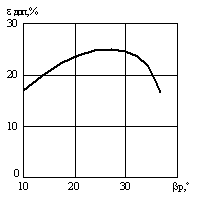
Рисунок 2.4 Определение максимально возможной площади поперечного сечения груза на ленте (а), и зависимость максимально допустимого значения eдоп от угла наклона боковых роликов (б)
Величину Qк max определяем из выражения
Qк max = 3600Fг maxvнg, (11)
где Fг max– максимально возможная площадь поперечного сечения, рас-считанная, например, при b = 0,9В.
При равных Qк в (10) и (11) резерв по площади позволяет иметь разные скорости, определяемые из выражения
v'н = FVн / Fmax (12)
Скорость v'н является минимально допустимой, при которой нет потерь груза.
Величину относительной погрешности по номинальной скорости, которую должна обеспечить система автоматического регулирования, определим как
![]() .
.
Подставляя выражение v'н изформулы (12), получим
 .
.
Таким образом, допустимая погрешность регулирования по скорости зависит от геометрии грузонесущего полотна конвейера. Если окажется, что рассчитанная оптимальная передаточная функция не обеспечит выполнение условия ![]() , то необходимо брать ленту большей ширины.
, то необходимо брать ленту большей ширины.
Зависимость допустимой погрешности от угла bР наклона боковых роликов eдоп = f(bР) приведена на рисунке 2.4,б. Из графика следует, что у конвейера существует оптимальная геометрическая форма линейной секции, обеспечивающая максимальную допустимую погрешность.
Выражение (7) для среднего значения квадрата погрешности системы непрерывного регулирования скорости может быть представлено в виде

Сравнивая величину ![]() с рассчитанным значением погрешности eдоп, можно сделать вывод о возможности работы конвейера с заданными характеристиками при непрерывном регулировании его скорости с входным грузопотоком, обладающим соответствующей динамикой.
с рассчитанным значением погрешности eдоп, можно сделать вывод о возможности работы конвейера с заданными характеристиками при непрерывном регулировании его скорости с входным грузопотоком, обладающим соответствующей динамикой.
Одной из важных задач в подобной системе является задача экстраполяции, или, другими словами, задача статистического упреждения.
Конечно, в результате экстраполяции мы не можем получить точного будущего значения грузопотока, но ввиду его стационарности можно оценить наиболее вероятное его поведение в будущем. Необходимость экстраполяции объясняется невозможностью инерционной системы (конвейера) отрабатывать без задержки изменение сигнала, пропорционального входному грузопотоку.
Если задачу упреждения решают совместно с задачей сглаживания, это означает, во-первых, что требуемый закон преобразования входной величины имеет вид
мзаг(е) = мгр(е+е0)б
т. е. система регулирования должна воспроизводить на выходе в момент времени t с возможно меньшей погрешностью скорость, которая будет на входе системы в момент времени t+t0 и, во-вторых, на вход системы помимо управляющего (полезного) воздействия Uгр(t) поступает еще и возмущающее воздействие, или помеха, vэкв(t)
Помеха vэкв(t) обычно содержит более высокие частоты, чем полезный сигнал Uгр(t), и наилучшее воспроизведение входного сигнала может быть достигнуто лишь в результате сглаживания входного сигнала, т. е. подавления его высокочастотных составляющих.
Выражение для оптимальной передаточной функции для подобного случая имеет вид

Рассчитаем погрешность регулирования для случая невысокого уровня помех. Следуя работам В.В. Солодовникова аналитическое выражение спектральной плотности грузопотока возьмем в виде
GQвх(w) = 2as2Q/(a2 + w2), (13)
которое при использовании соответствующих констант, дает
 .
.
Линейное преобразование величины v(t), равное v(t)=Q(t)/3,6q=Q(t)/kQприводит к преобразованию спектральных плотностей GV(w) от GQ(w) с коэффициентом k2Q.
Определяем значение коэффициента
k2Q = (3,6×80/60)2=4,82;
 .
.
Прежде всего, найдем полюсы функции (13)
Найдем вспомогательную функцию y(jw), которая удовлетворяет выражению
½y(jw)½2 = GVгр(w)
при условии, что все нули и полюсы расположены в верхней полуплоскости:
Находим функцию g(t) из выражения
![]() , т. е.
, т. е.
 .
.
Вычислим функцию
 ,
,
Тогда
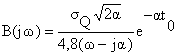
Следовательно, оптимальная передаточная функция, определяемая выражением
![]() ,
,
равна Ф(jw) = e-at0 и минимум среднего значения квадрата погрешности согласно выражению равен

На рисунке 2.5 построены зависимости emin от времени упреждения t0 и разных a.
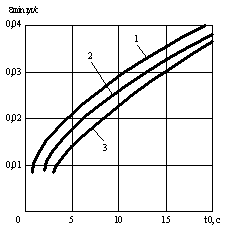
Рисунок 2.5 Зависимость допустимой погрешности от времени упреждения t0[a1(1)>a2(2)>a3(3)]
2.2 Структурная схема и параметры передаточных функций двухбарабанного ленточного конвейера типа ЛК-5250Расчетная схема конвейера ЛК-5250 использованная при составлении структурной схемы приведена на рисуноке 2.6. При составлении уравнений приняты следующие условные обозначения: mпр1; mпр2; m3; m4; m’; m” приведенные к окружности приводных барабанов массы вращающихся частей приводных барабанов (с учетом соединительных муфт, редукторов и электродвигателей), хвостового, головного и отклоняющих барабанов; F1; F2 движущие усилия, развиваемые приводными электродвигателями на соответствующих приводных барабанах; x1; x2; x3; x4 - перемещения ленты на соответствующих барабанах; l1; l2; l3; l4 - длины соответствующих участков ленты между барабанами; w1; w2 - коэффициенты сопротивления движению грузовой и холостой ветвей конвейера; сг; с1; с2; с3 - коэффициенты жесткости участков ленты; h - коэффициент затухания колебаний в ленте; qг; qп - погонная масса соответственно грузовой и порожней ветвей конвейера; b угол наклона конвейера.
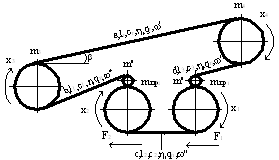
Рисунок 2.6 Расчетная схема ленточного конвейера КЛ5250
Дополнительно обозначим:
m1 = mпр + m'; m2 = mпр + m'',
a = qгlг/6; b = qпl1/6; c = qпl2/6; d = qгl3/6;
A1 = m1 + 2b + 2d; A2 = m2 + 2b + 2c;
A3 = m3 + 2c + 2a; A4 = m4 + 2d + 2a;
MS = A1+ A2+ A3+ A4+ 2a+ 2b+ 2c+ 2d = m1+ m2+ m3+ m4+ (qг+ qп)lг
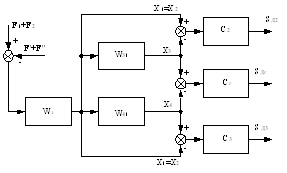
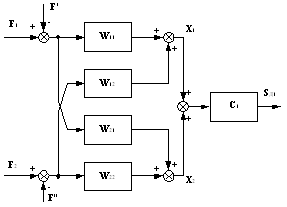
В результате решения дифференциальных уравнений движения элементов конвейера операторным методом по известной методике, с учетом принятых допущений, что статическая нагрузка не может измениться скачком, а натяжение в точке сбегания ленты со второго приводного барабана поддерживается постоянным, получим структурные схемы конвейера, приведенные на рисунке 2.7.
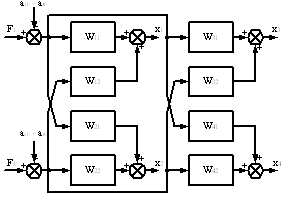 |
а)
б)
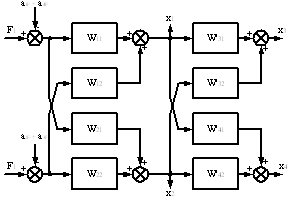
Рисунок 2.7 Структурные схемы двухбарабанного конвейера
Передаточные функции в структурных схемах имеют следующий вид:
W11(p)=B(p) / [MS×p2×X(p)];
W22(p)=D(p) / [MS×p2×X(p)];
W12(p)=W21(p)=C(p) / [MS×p2×X(p)];
W31(p)=E(p) / [MS×p2×X(p)];
W32(p)=H(p) / [MS×p2×X(p)];
W41(p)=G(p) / [MS×p2×X(p)];
W42(p)=L(p) / [MS×p2×X(p)];
W'31(p)=[W22(p)×W31(p)-W32(p)×W12(p)] / [W11(p)×W22(p)-W12(p)×W21(p)]=
=[D(p)×E(p)-H(p)×C(p)] / [B(p)×D(p)-C2(p)];
W'32(p)=[W11(p)×W32(p)-W12(p)×W31(p)] / [W11(p)×W22(p)-W12(p)×W21(p)]=
=[B(p)×H(p)-C(p)×E(p)] / [B(p)×D(p)-C2(p)];
W'41(p)=[W22(p)×W41(p)-W21(p)×W42(p)] / [W11(p)×W22(p)-W12(p)×W21(p)]=
=[D(p)×G(p)-C(p)×L(p)] / [B(p)×D(p)-C2(p)];
W'42(p)=[W11(p)×W12(p)-W12(p)×W41(p)] / [W11(p)×W22(p)-W12(p)×W21(p)]=
=хИ(з)×Д(з)-С(з)×П(з)ъ . хИ(з)×В(з)-С2(з)ъб
где B(p); C(p); D(p); E(p); G(p); H(p); L(p) – операторные полиномы, порядок n которых и число степеней свободы j (число сосредоточенных масс барабанов) связаны элементарным соотношением n=2×j.
Сложность и громоздкость выражений для вычисления коэффициентов операторных полиномов в передаточных функциях, затрудняет возможность их использования при анализе и синтезе САУ. С другой стороны полученные передаточные функции отражают не только существенные, но и все второстепенные подробности динамики конвейера, которые можно опустить без ущерба для поставленной цели исследований. Основанием для такого утверждения служат известные результаты теории приближения функций, согласно которым переходный процесс высокого порядка можно с достаточной степенью точности вппроксимировать решением дифференциального уравнения второго, третьего порядка.
Среди различных методов приближения функций одним из наиболее распространенных является метод, основанный на приближении изображений и не накладывающий никаких дополнительных условий, вытекающих из требований близости оригиналов. В соответствии с этим методом динамическое звено с дробно-рациональной передаточной функцией
 ,
,
может быть аппроксимировано передаточной функцией следущего вида:
![]()
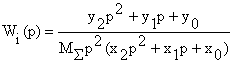 ,
,
что равносильно пренебрежению высокочастотными составляющими в аналитической зависимости выходной величины.
Дальнейшее упрощение структурных схем и параметров передаточных функций может быть получено при исследовании различных выходных величин конвейера в различных режимах работы за счет принятия соответствующих допущений:
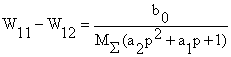
1. При определении динамического усилия на участке конвейера между приводными барабанами и рассмотрении процессов распределения нагрузки между приводными барабанами при анализе и синтезе САУ будем считать, что с2 = с3 = сг = 0, A3 = A4 = a = c = d = 0, структурная схема примет вид представленный на рисунке 2.8,а и коэффициенты в операторных полиномах X(p); B(p); C(p); D(p); будут равны:
X0=12h2c1; B0=12h2c1; C0=12h2c1; D0=12h2c1; X1=B1=C1=D1=32h3; X2=16h2A1A2/MS; B2=12h2A2; C2=0; D2=12h2A1.
Динамическое усилие в ленте между приводными барабанами и скорости движения ленты определяются следующим образом
SД1=(x1-x2)c1=[(F1-F')(W11-W12)-(F2-F'')(W22-W12)]c1;
 ;
;
 .
.
2. При определении дпнамических усилий в грузовой ветви конвейера и на участках холостой ветви конвейера, а также при анализе и синтезе САУ, обеспечивающих ограничение динамических нагрузок вленте считаем, что
с1=¥; сг=с2с3/(с2+с3).
Структурная схема конвейера в этом случае еммеет вид представленный на рисунке 2.8,б , а коэффициенты операторных полиномов
Ч(з)ж И(з)=С(з)=В(з)ж У(з)=Р(з)ж П(з)=Д(з)
равны
X0=B0=E0=G0=2с2с3; X1=B1=E1=G1=4h(c2+c3+cг);
B2=12h2+A4(cг+c2)+A3(cг+c3)+2acг;
E2=12h2+A4c2-cг(c+d)-c3(a+c);
G2=12h2+A3c3-c2(a+d)-cг(c+d).
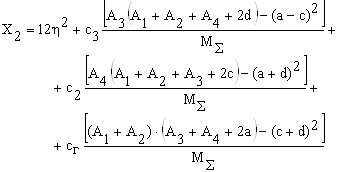
Наибольший интерес представляет исследование динамического усилия в грузовой ветви ленты, которое может быть определено следующим образом
ЫДг=(ч3-ч4)сг=(А1+А2-Аэ-Аээ)ЦэхЦээ31-Цээ41ъю
а)
б)
Рисунок 2.8 Преобразованные структурные схемы конвейера КЛ5250
2.3 Методика исследования динамических характеристик конвейера на основании математической модели
Для оценки эффективности устройства автоматического управления и контроля ленточных конвейеров необходимо иметь представление о характере изменения скорости движения ленты в различных точках конвейера и динамических усилий в различных ветвях ленты конвейера.
Сравнение динамических характеристик конвейера при различных конструктивных параметрах и различной структуре электропривода и САУ, удобно производить зная его реакцию на определенные нормированные воздействия.
В качестве нормированного управляющего воздействия будем рассматривать ступенчатое увеличение движущего усилия, развиваемого приводными электродвигателями на соответствующих барабанах конвейера
F1(t) = (F1-F'1)×1(t) = F*1×1(t);
F2(t) = (F2-F'2)×1(t) = F*2×1(t).
Изображение по Лапласу управляющего воздействия в виде ступенчатой функции Fi(p)=F*i/p, а изображение i-й выходной величины
Hi(p)=F*i×Wi(p)/p,
где Wi(p)-передаточная функция ленточного конвейера, связывающая входное управляющее воздействие с i-й выходной величиной, поведение которой исследуется.
Исследование динамических характеристик производим методом анализа аналитических зависимостей исследуемых величин, которые получаются из их изображений при помощи таблиц обратного преобразования Лапласа.
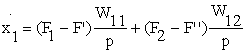
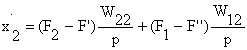
Динамическое усилие между приводными барабанами в соответствии со структурной схемой (рисунок 2.8,а)
SДi=(x1-x2)c1; x1=F*1W11+F*2W12; x2=F*2W22+F*1W12;
SД1(p)=[F*1(W11-W12)-F*2(W22-W12)]c1;
 ;
;
 ,
,
где b0=A2/c1; d0=A1/c1; a1=8h/3c a2=4A1A2/3MSc1.
После преобразований с добавлением управляющего воздействия получим следующее выражение
 .
.
Динамическое усилие в грузовой ветви конвейера в соответствии со структурноу схемой (рисунок 2.8,б)
ЫДг = (ч3-ч4)сгж ч3 = (А*1+А*2)ЦЭЦээ31ж ч4 = (А*1+А*2)ЦЭЦээ41ж
SДг(p) = (F*1+F*2)(W32-W41)cг;
 ;
;
После преобразований с добавлением управляющего воздействия получим следующее выражение
 .
.
Аналитические выражения для определения динамических усилий SД1(t) и SДг(t) выглядят следующим образом
![]() ;
;
 ,
,
где l; l'; g; g' – частоты и коэффициенты затухания колебаний соответственно на участке между приводными барабанами и в грузовой ветви конвейера.
Если пренебречь затуханием колебаний в элементах конвейера, т. е. принять h = 0; a1 = b1 = c1 = d1 = 0
![]() ;
;
 .
.
Максимальные значения динамических усилий будут наблюдаться в моменты времени, когда cos l t = -1
![]()
при tmax= p T = p Öa2;

при tmax= p T= p Öa'2.
Анализ приведенных выше выражений показывает, что при ступенчатом приложении движущих усилий к приводным барабанам ленточного конвейера КЛ5250 динамические усилия SД1(t) и SДг(t) изменяются по синусоидальносу закону относительно средних значений необходимых для равноускоренного движения элементов конвейера. Частота колебаний динамических усилий между приводными барабанами и в грузовой ветви конвейера соответственно
![]() и
и ![]() .
.
Суммарное статическое усилие на приводных барабанах определяется как разность между усилием в точке набегания на первый (по ходу движения ленты) приводной барабан SНБ1 и усилием в точке сбегания ленты со второго приводного барабана
SНБ2 FСS = SНБ1 – SНБ2.
Суммарный момент инерции конвейера равен
JKS = MS R2Б.
Преобразуем выражения к следующему виду
FCS = k DQ + FCXX;
JKS = R2Б DQ + JXX,
где k = (sin b + w' cos b); DQ = qMqГ
количество материала, находящегося на ленте конвейера;
FCXX=(lГ+l1+l2+l3)[qП(w'+w'')cosb+(q'P-q''P)sinb+(q'Pw'-q''Pw'')cosb];
JXX=R2Б[mПР1+mПР2+m3+m4+(l1+l2+l3)qП+(qЛ+q'P)lГ].
При работе конвейера все величины входящие в выражения остаются постоянными за исключением погонной нагрузки qM от транспортируемого материала. На рисунке 2.9 приведены зависимости суммарного статического усилия FCS и момента инерции конвейера от количества груза на ленте DQ.
Диапазон и интенсивность изменения FCS и JKS зависит от конструктивных параметров конвейера. Так, например, интенсивность изменения FCS зависит от коэффициента k и, следовательно от угла наклона b конвейера и коэффициента сопротивления w'. Чем больше угол наклона конвейера, тем больше разница между статическими нагрузками холостого и номинально нагруженного конвейера.
Оценим зависимости FCS и JKS от времени в момент пуска конвейера. В различных точках конвейера лента при пуске приходит в движение неодновременно. В первоначальный момент времени при пуске приходит в движение лента на приводных барабанах, и по мере распространения упругой волны по контуру конвейера приходит в движение остальная часть ленты. Вся лента придет в движение через время tS, которое называется временем трогания.
Для конвейера КЛ5250
tS = t2 + t3 + tГ,
где t2; t3; tГ – времена распространения упругой волны соответственно в холостых ветвях ленты длиной l2, l3 и грузовой ветви ленты длиной lГ.
Скорость распространения упругой волны и грузовой ветви
![]() ;
;
в холостой ветви
 .
.
Следовательно
![]() .
.
Время трогания конвейера зависит от его уровня загрузки и при её изменении от нуля до номинальной величины tS изменяется от tSmin до tSmax. Следовательно, величины FCS и JKS изменяются во времени.
На рисунке 2.9, в, г приведены зависимости FCS и JKS от времени при различных уровнях загрузки конвейера.
Полученные зависимости показывают, что в пусковых режимах за счет того в первоначальный момент времени статическая нагрузка и момент инерции конвейера ниже номинальных значений, то динамические нагрузки на ленту могут значительно превышать расчетные.
Поэтому выбор типа электропривода и параметров настройки САУ электроприводом необходимо производить с учетом конструктивных параметров конвейера и полученных зависимостей
АСS = а(DЙ)ж ОЛS = а(DЙ)ж АСS = а(е)ж ОЛS = а(е)ю
Таким образом, по известным конструктивным параметрам конвейера и по выведенным зависимостям могут быть оценены величины и характер динамического усилия в ленте на участке между приводными барабанами и на участке грузовой ветви конвейера, частоты колебаний, диапазон изменения статической нагрузки (момента) FCS и момента инерции конвейера JKS, время трогания конвейера tS, а также рассчитаны параметры оптимальной диаграммы пуска, при которой при максимальном быстродействии обеспечивается минимальные динамические нагрузки на ленту конвейера. Кроме этого на основании этих зависимостей определяют параметры САУ распределением нагрузок.
3. ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ 3.1 Определение капитальных вложений в средства автоматизации
В экономических расчетах определение капитальных вложений в средства автоматизации включает: расчет капитальных вложений по базовому варианту (аналога конструкции) и по проектируемому варианту. Методика расчета в обоих вариантах аналогична.
В базовом варианте капитальные затраты составляют стоимость базовой системы управления конвейером КЛ5250:
КББАЛ = ЦБСУ = 7300 грн.
В проектируемом варианте капитальные затраты включают в себя стоимость новой системы управления этим конвейером.
КПБАЛ = ЦПСУ = ЦПТУО + ЦПСОС + ЦПМПСУ,
где ЦПТУО = 8400 грн – стоимость промышленной телевизионной установки для определения объемной производительности конвейера;
ЦПСОС = 7650 грн – стоимость системы определения скорости на основе вибродатчиков, устанавливаемых на ставе конвейера;
ЦПМПСУ = 27150 грн – стоимость микропроцессорной системы управления конвейером со вспомагательным оборудованием.
КПБАЛ = ЦПСУ = 8400 + 7650 + 27150 = 43200 грн.
3.2 Расчёт себестоимости транспортировки (изменяющейся части) по базовому и проектируемому варианту
Изменяющаяся часть технологической себестоимости может быть представлена в следующем виде:
С = Сэ + Зо + Зб + А + Зэк,
где Сэ – стоимость расходуемой технологической энергии, грн.;
Зо – зарплата персонала, обслуживающего эксплуатируемую систему управления. грн.;
3б - суммарные отчисления в бюджет по зарплате, грн.;
А - амортизационные отчисления на реновацию системы управления, грн.;
Зэк - расходы на содержание и эксплуатацию оборудования. грн.
3.2.1 Стоимость расходуемой технологической энергииОбщая стоимость расходуемой энергии на транспортировку одной тонны породы определяется по формуле:
Сэ = Рс ТТ Sм,
где РБс = 3000 кВт – средняя потребляемая мощность оборудования и приборов по базовому варианту;
РПс = 2640 кВт – средняя потребляемая мощность оборудования и приборов по плановому варианту;
ТТ = 1 / QТ = 1 / 5250 час/т. – время транспортировки тонны породы, где QТ = 52250 т/час. – часовая производительность конвейера;
Sм =0,2 грн. – стоимость одного киловатт-часа электроэнергии.
СБэ = 3000 0,2 / 5250 = 0.11 грн/т.
СПэ = 2600 0,2 / 5250 = 0.1 грн/т.
Определим Фд – действительный фонд времени работы оборудования.
Фд = 2070 S (1 – ß / 100),
где S = 3 – число смен работы оборудования;
ßБ = 9 % – процент простоев оборудования в ремонте по базовому варианту;
ßП = 5 % – процент простоев оборудования в ремонте по плановому варианту.
ФБд = 2070 3(1 – 9 / 100) » 5650 час.
ФПд = 2070 3(1 – 5 / 100) » 5900 час.
Определим количество транспортируемых тонн руды по базовому NБТР и проектируемому NПТР вариантам:
NБТР = ФБд QТ = 5650 5250 = 29662,5 тыс. т.
NПТР = ФПд QТ = 5900 5250 = 30975 тыс. т.
Таким образом, за год затраты на технологическую энергию составят:
СБэ(год) = СБэ NБТР = 0,11 29662500 » 3263 тыс. грн.
СПэ(год) = СПэ NПТР = 0,1 30975000 » 3098 тыс. грн.
3.2.2 Зарплата обслуживающего персонала по эксплуатации приборов и систем автоматизацииМодернизация системы автоматизации влечет за собой повышение квалификации обслуживающего персонала (операторов) с 4-го разряда на 5-й. Так как работники состоят на должностных окладах, то расчет ведется по формуле:
Зо = До n Кп Кд Sм Кс,
где До – должностной оклад оператора (для 4-го разряда – 210 грн., для 5-го – 240 грн.);
n - количество операторов, обслуживающих систему или прибор (3 человека – по одному в каждой смене);
Кп, Кд - коэффициенты, учитывающие премиальные и дополнительную зарплату (Кп = 1,2; Кд = 1,15);
Sм - число месяцев работы (принимается 12);
Кс = 1 – коэффициент сменности работы оборудования;
ЗБо = 210 3 1,2 1,15 12 1 = 10432,8 грн.
ЗПо = 240 3 1,2 1,15 12 1 = 11923,2 грн.
3.2.3 Суммарные отчисления в бюджет по зарплатеВеличина отчислений берётся от суммы начисления зарплаты и составляет 37,5 %:
ЗБб = ЗБо 0,375 = 10432,8 0,375 = 3912,3 грн.
ЗПб = ЗПо∙0,375 = 11923,2 0,375 = 4471,2 грн.
3.2.4 Амортизационные отчисления на реновацию систем управленияУчитывая, что проекты модернизации систем управления не затрагивают модернизацию основного технологического оборудования или технологических комплексов, то изменяющаяся часть общих амортизационных отчислений, учитываемых в расчетах себестоимости продукции, касается только систем управления.
Определяются амортизационные отчисления следующим образом:
А = ЦСУ∙НСУ,
где ЦБСУ = 7300 грн. – стоимость базовой системы управления;
ЦПСУ = 43200 грн. – стоимость системы управления по планируемому варианту;
НСУ = 25% – норма амортизационных отчислений на реновацию системы управления.
АБ = 7300∙0,25 = 1825 грн.
АП = 43200∙0,25 = 10800 грн.
3.2.5 Расходы на содержание и эксплуатацию управляющих приборов и системЭксплуатационные расходы на содержание и эксплуатацию управляющих систем представляют собой заработную плату обслуживающего персонала, расходы по текущему ремонту и текущему обслуживанию систем.
Заработная плата обслуживающего персонала включает затраты на содержание наладчика (двое по плановому варианту) и ремонтника, которые требуются при эксплуатации системы (прибора), для поиска, ремонта и устранения отказов.
Ср(н) = Тр Ч Кп Кд Кот,
где Тр - время, затрачиваемое на ремонт систем в год, час.
ТБр = 2070 S (β / 100) = 2070 3 (9 / 100) = 558,9 час.,
ТПр = 2070 S (β / 100) = 2070 3 (5 / 100) = 310,5 час.;
Ч - часовая тарифная ставка ремонтника (наладчика) (Чр(н) = 2,2 грн.);
Кп, Кд - коэффициенты, учитывающие премии и доплаты соответственно (Кп = 1,2; Кд = 1,15);
Кот - коэффициент отчислений на соцстрах, фонд Чернобыля и занятости, равный 1,375.
СБр(н) = 558,9 2,2 1,2 1,15 1,375 = 2333.1 грн.
СПр(н) = 310,5 2,2 1,2 1,15 1,375 = 1296,2 грн.
В расходы по текущему ремонту и обслуживанию систем входят стоимость материалов при ремонте, которые можно определить как процент от балансовой стоимости управляющей системы.
ЗТОиР = ( Фбал Нто) / 100,
где Нто - процент отчислений на техобслуживание и ремонт, составляющий 9% по базовому варианту и 5% по плановому;
ФББАЛ = 7300 грн. – балансовая стоимость управляющей системы по базовому варианту;
ФПБАЛ = 43200 грн. – балансовая стоимость управляющей системы по плановому варианту.
ЗБТОиР = (7300 9) / 100 = 657 грн.
ЗПТОиР = (43200 5) / 100 = 2160 грн.
Итоговая сумма затрат на содержание и эксплуатацию управляющих систем рассчитывается по формуле:
ЗБэк = 2∙Ср + Сн + ЗБТОиР = 2333,1 + 2333,1 + 657 = 5323,2 грн.
ЗПэк = 2∙Ср + Сн + ЗПТОиР = 1296,2 + 2∙1296,2 + 2160 = 6048,6 грн
Все расчеты годовых затрат на транспортировку до и после модернизации сводятся в таблицу 3.1.
Таблица 3.1
затраты на транспортировку до и после модернизации
| № | Наименование затрат | Базовый вариант, грн. | Проектируемый вариант, грн. | Отклонения (+) – увеличен. (-) – уменьшен. грн. | Процент от проектир. Варианта. | |
| 1 | Технологическая энергия | 3263000 | 3098000 | -165000 | -5,33% | |
| 2 | Зарплата обслуживающего персонала | 10432,8 | 11923,2 | 1490,4 | 12,50% | |
| 3 | Отчисления в бюджет по зарплате | 3912,3 | 4471,2 | 558,9 | 12,50% | |
| 4 | Амортизационные отчисления | 1825 | 10800 | 8975 | 83,10% | |
| 5 | Расходы на содержание и эксплуатацию | 5323,2 | 6048,6 | 725,4 | 11,99% | |
| 6 | Итого | 3284493,3 | 3131243 | -153250,3 | -4,89% | |
Величина годового экономического эффекта рассчитывается по формуле:
Эгод = [(СБ + Ен КБ) - (СП + Ен КП)] NПТР,
где СБ и СП – себестоимость транспортировки (годовая) по базовому и проектируемому варианту, грн. (приведённая);
КБ и КП – величина капитальных вложений в средства автоматизации по базовому и проектируемому вариантам, грн. (приведённые);
Ен = 0,15 – нормативный коэффициент эффективности капитальных вложений;
NТР - годовой объем транспортируемого материала после модернизации оборудования, т.
Определим удельные капитальные вложения
Удельные капитальные вложения по базовому и проектируемому вариантам рассчитываются из формул:
КБ = Кбаз / NБТР,
КП = Кпр / NПТР,
где Кбаз, Кпр - капитальные затраты по базовому и проектируемому вариантам, грн.
NБТР, NПТР - годовой объем транспортируемого материала по базовому и проектируемому вариантам, т.
Удельные капитальные вложения составляют:
КБ = 7300 / 29662500 = 0,0025 грн/т.
КП = 43200 / 30975000 = 0,0139 грн/т.
Определим удельную себестоимость продукции.
Удельная себестоимость по базовому и проектируемому вариантам рассчитывается по формуле:
СБ = Сбаз. / NБТР.
СП = Спр. / NПТР.
где Сбаз, Спр. – себестоимость продукции по изменяющимся статьям затрат (итог таблицы 4.1), грн.
СБ = 3284493,3 / 29662500 = 0,11 грн/т.
СП = 3131243 / 30975000 = 0,1 грн/т.
Рассчитаем величину годового экономического эффекта:
Эгод=[(0,11+0,15∙0,0025)-(0,1+0,15∙0,0139)]∙30975000=15252,7грн.
Расчет окупаемости капитальных затрат.
Окупаемость рассчитывается в годах по формуле:
Ток.расч = ( КП – КБ) / (СБ – СП).
Ток.расч = (0,0139 – 0,0025) / (0,11 – 0,1) = 1,2 года.
3.4 Технико-экономические показатели проекта и выводы по принятым техническим решениямДля расчета технико-экономических показателей проекта определим:
1. Снижение себестоимости продукции как разность затрат между базовым и проектируемым вариантами:
∆С = СБ – СП = 0,11 – 0,1 = 0,01 грн/т.,
в процентах:
∆С=100 – ((СП/СБ)∙100)=100 – ((0,1/0,11)∙100)=9,1%,
где СБ, СП – себестоимость приведенная.
2. Изменение капитальных затрат как разность затрат в базовом и проектируемом вариантах:
∆К = КП – КБ = 43200 – 7300 = 35900 грн,
в процентах:
∆К=100–((КБ/КП)∙100)=100–((7300/43200)∙100)=83,1%
3. Сокращение затрат на технологическую энергию как разность затрат в базовом и проектируемом вариантах:
∆Сэ = СБэ – СПэ = 3263 – 3098 = 165 тыс. грн./год.
в процентах:
∆Сэ=100–((СПэ/СБэ)∙100)=100–((3098/3263)∙100)=5,06%.
4. Увеличение объема транспортировки как разность объёмов транспортировки по проектируемому и базовому вариантам:
∆NТР = NПТР - NБТР = 30975 – 29662,5 = 1312,5 тыс т/год.,
в процентах:
∆NТ=100–((NБТ/NПТ)∙100)=100–((29662,5/30975)∙100)=4,2%
Таким образом, использование средств модернизации снижает потребление электроэнергии, увеличивает годовую производительность за счет уменьшения времени простоя на ремонт уменьшает себестоимость транспортировки.
Подтверждаются экономические выводы по проекту модернизации технико-экономическими показателями, представленными в таблице 4.2.
Таблица 4.2
Экономические выводы по проекту модернизации
| № | Наименование показателей | Единица измерения | Базовый вариант | Проектируемый вариант | Изменения | |
| Базовая единица измерения | % | |||||
| 1 | Часовая производительность | т/час | 5250 | 5250 | 0 | 0 |
| 2 | Годовая производи-тельность | т/год | 29662500 | 30975000 | 1312500 | 4,2 |
| 3 | Затраты на электроэнер-гию | грн/год | 3263000 | 3098000 | -165000 | -5,06 |
| 4 | Себесто-имость | грн/т | 0,11 | 0,1 | -0,01 | -9,1 |
| 5 | Капитальные вложения | грн. | 7300 | 43200 | +35900 | +83,1 |
| 6 | Годовой экономичес-кий эффект | грн. | 15252,7 | |||
| 7 | Срок окупаемости капитальных затрат | год. | 1,2 | |||
4. ОХРАНА ТРУДА 4.1 Анализ вредных и опасных производственных факторов при эксплуатации конвейера КЛ5250
Конвейер КЛ5250 предназначен для открытой транспортировки различных видов пород в условиях Днепропетровского бассейна и других аналогичных бассейнов.
Температура окружающего воздуха:
- для электрооборудования, размещенного в отапливаемых помещениях (шкафы, пульты управления, НКУ, и т.п.) от +5о до +35о С, при относительной влажности 30 ÷ 80 %;
- для электрооборудования размещенного в неотапливаемых помещениях и открыто на механизмах (электродвигатели, силовые трансформаторы, датчики, аппараты управления и т.п.) от -25о до +35о С, при относительной влажности 30 ÷ 90 %.
Запыленность рудничной пылью (не токопроводящей):
- для электрооборудования устанавливаемого в помещениях ‑ до 10 мг/м3;
- для электрооборудования устанавливаемого открыто ‑ до 115 мг/м3.
Высота над уровнем моря не более 1000 м.
Длительный крен и дифферент для оборудования: вверх – 20о, вниз – 20о.
При работе электрооборудование подвергается воздействию:
- вибрации в вертикальной плоскости с ускорением Iд, частотой 2 ÷ 19 Гц;
- одиночных ударов с ускорением uд, длительностью 30 ÷ 40 мс;
Режим работы конвейера – круглосуточный, круглогодичный.
На конвейере приняты напряжения:
- питающее 3 ~ 50 Гц, 6000 В;
- высоковольтных потребителей 3 ~ 50 Гц, 6000 В;
- низковольтного потребления 3 ~ 50 Гц, 220 В, 380 В;
- цепей управления и сигнализации 50 Гц, 220 В, 380 В, ‑24 В, ‑220 В;
- цепей рабочего освещения 50 Гц, 220 В;
- цепей ремонтного освещения 50 Гц, 12 В;
- цепей аварийного освещения –220 В
Колебания напряжения питающей сети ±15%
4.2 Требования к организации рабочего местаПри выборе и размещения в моторном поле рабочего места органов управления учитывают физиологические особенности двигательного аппарата человека по ГОСТ 12.2.049—80.
Органы управления машинами и механизмами — по ГОСТ 12.2.064—81 и настоящему стандарту.
Форма, размер, усилия и расстояние между кнопками — по ГОСТ 22614-77.
Размеры усилия и вид рычага и рычажного выключателя типа тумблер — по ГОСТ 21753—76 и ГОСТ 22615—77.
Размеры, усилия и форма поворотных выключателей и переключателей — по ГОСТ 22613—77, клавишных и кнопочных выключателей и переключателей — по ГОСТ 22614—77.
Места контактов органов управления с ручками оператора имеют коэффициент теплопроводности не более 0.5 Вт/(м°С).
Органы управления кодированы двумя или несколькими отличительными способами: формой, размером, видом операции управления, надписями, цветом.
Символы органов управления — по ГОСТ 12.4.040—78.
4.3 Требования по нормализации микроклимата
В связи с тем, что при работе конвейера в забое имеет место интенсивное образование пыли, электродвигатели всех механизмов имеют закрытое исполнение. Для очистки воздуха подаваемого на охлаждение электродвигателей привода ленты предусмотрена установка пылеотделителей. Помимо этого все помещения с электрооборудованием имеют избыточное давление, либо вынесены за пределы интенсивного пылеобразования на консоль, либо отделены от мест перегрузки пыленепроницаемыми перекрытиями и кожухами (электрооборудование опорной части, контактные устройства, токоподводы). Обслуживающие помещения, в которых в процессе работы постоянно находится обслуживающий персонал, снабжены калориферами и оборудованы специальными фильтровентиляционными системами.
Допустимые нормы температуры, скорости движения воздуха и относительной влажности воздуха на рабочих местах обслуживающего персонала в рабочих помещениях машин для открытых горных работ — указанны в таблице 4.1.
Таблица 4.1
Нормы температуры, скорости движения воздуха и относительной влажности воздуха на рабочих местах
| Сезон года | Рабочее место | Температура воздуха. °С | Относительная влажность воздуха, % | Скорость движения воздуха, м/с |
| Теплый период | Постоянное Временное пребывание | Не выше плюс 31 Не выше плюс 33 | 55-75 55-75 | 0,2—0.7 Не более 1,0 |
| Холодный и переходный периоды | Постоянное Временное пребывание | От плюс 15 до плюс 23 Не ниже плюс 10 | Не более 75 Не более 75 | 0,2—0,4 0,2—0.4 |
Примечание: Вертикальный н горизонтальный перепад температур не превышает 4°С.
В конструкции машин для открытых горных работ предусмотрены: покрытия, отражающие солнечную радиацию; средства защиты от метеорологических осадков и солнечной радиации, расположенные на рабочих площадках; средства нормализации температуры воздуха помещений закрытого типа (кондиционеры, системы обогрева и т. д.).
4.4 Требования по борьбе с шумом и вибрациейШум на рабочих местах операторов — по ГОСТ 12.1.003—83.
Вибрация на органах управления и рабочих местах операторов — по ГОСТ 12.1.012—78.
Средства защиты от шума и вибрации по отношению к источнику возбуждения — по, ГОСТ 12.1.029—80 и ГОСТ 12.4.046—78.
Инфразвук на рабочих местах операторов — по «Гигиеническим нормам инфразвука на рабочих местах», утвержденным Минздравом Украины.
4.5 Требования к освещениюДля обеспечения нормальных условий эксплуатации механизмов и приборов внутри помещений и машинных отделений, освещенность обеспечивается не менее 50 лк. Во избежание ослепления применяют светильники рассеянного типа.
Освещенность приборов и указателей в отдельности или на приборной панели не должна давать бликов на стеклах этих приборов, действовать раздражающе на глаза оператора и исключать необходимость менять оператора позу при обзоре прибора.
Исходя из этих требований, освещение приборов и указателей принимается в пределах 0,3 ÷ 1,1 лк, обеспечиваемое заливающим светом, индивидуальным освещением. При заливающем свете белого или красного цвета, светильники устанавливают сверху панели. Индивидуальное освещение применяют для каждого прибора путем размещения малогабаритного светильника за панелью прибора.
В темное время суток зона работы конвейера достаточно освещена. Запрещается пользоваться переносными светильниками на напряжение выше предусмотренного на конвейере для цепей местного освещения – 12В.
Цветовое оформление машины и сооружений считается рациональным, если время адаптации глаз минимально, утомление зрения минимально и исключается отблеск окраски при отраженном солнечном освещении. Машины и механизмы для открытых горных работ с электроприводом и дизельным ДВС оснащены автономными осветительными приборами с коэффициентом запаса освещенности 1,5.
Освещенность, в люксах, рабочих мест, поверхностей и помещений от осветительных установок машин, а в горизонтальной плоскости при использовании ламп накаливания соответствует следующим значениям приведенным в таблице 4.2
Таблица 4.2
Освещенность рабочих мест
| Объект | лк |
| Пульт управления | 30 |
| Пульт управления со средствами отображения информации | 150 |
| Стол для записей | 150 |
| Зона объекта различения (поверхность забоя, горной массы и т. д.) | 75 |
| Зова ремонтных и профилактических работ | 100 |
Освещенность отсчетных устройств визуальных индикаторов — по ГОСТ 22902—78.
Размещение осветительных установок исключает попадание прямого света в глаза обслуживающего персонала и обеспечивает соотношение максимальной и минимальной освещенности при комбинированном и общем освещении соответственно не более 1,8 и 3.
Светильники имеют арматуру прямого света.
4.6 Меры безопасности при организации работы конвейера и предупреждение аварийных ситуацийДля конвейера, всех его механизмов, а также для оборудования имеются паспорта и инструкции по технике безопасности. К управлению оборудованием допускается рабочие, имеющие удостоверения на право управления этим оборудованием.
Перед пуском в эксплуатацию конвейера, на который распространяются правила Гостехнадзора, его подвергают техническому освидетельствованию. Это освидетельствование включает осмотр, а также статические и динамические испытания.
Статические испытания имеют целью проверить прочность конвейера и его устойчивость.
Динамические испытания конвейера имеют целью проверку действия механизмов с максимальными нагрузками.
Осмотру и проверке в работе подлежат все механизмы, электрооборудование, приборы безопасности, тормоза, аппараты управления, освещение, сигнализация, заземления, а также состояние металлоконструкций.
Пространство, в котором производится работа движущихся частей конвейера, считается недопустимым для нахождения посторонних лиц, других машин, сооружений, высоковольтных линий электроснабжения и т.д. – называется зоной работы конвейера.
Опасной зоной – считается пространство в габаритах зоны работы машины при отсутствии ограждения или других предупреждающих средств. Так, к опасным зонам относятся участки движения ленты, загрузочная и разгрузочная станции, подборщики просыпей и т.п. Эти участки ограждают щитами, сборно-разборными инвентарными ограждениями или же устанавливают предупреждающие надписи, а в темное время суток зажигают красный свет.
4.7 Требования к электробезопасностиПодача напряжения на конвейер возможна только после проверки состояния изоляция, исправности распределительных устройств, исправности заземления всего электрооборудования и заземления металлоконструкции конвейера.
При подаче напряжения на конвейер весь эксплуатационный персонал и лица производящие работы (наладчики, монтажники, ремонтники), должны быть оповещены ответственным лицом по приему напряжения и приняты меры предосторожности исключающие несчастные случаи.
Запрещается подача высокого напряжения при снятых кожухах и высоковольтных токоподводов. Спецключи от замков высоковольтных распредустройств, кожухов высоковольтных токоподводов должны находиться у лиц ответственных за данный участок работы. Запрещается эксплуатация при открытых дверях высоковольтных распредустройств, станций и пультов управления и при снятых защитных кожухах о электрооборудования. Запрещается в высоковольтных распредустройствах открывать двери шкафа верхнего отсека при наличии напряжения на сборных шинах и питающих кабелях. Во всех случаях осмотра каждого шкафа после открывания дверей верхнего отсека должна производиться проверка напряжения на всех частях, которые могут быть под напряжением.
При выполнении работ по ремонту и наладке электрооборудования на конвейере, строго выполнять требования правил безопасности по снятию напряжения ограждению мест работы и вывешиванию предупредительных плакатов с надписями «Не включать ‑ работают люди», «Стой ‑ высокое напряжение», «Стой ‑ опасно для жизни», «Работать здесь», и др.
На конвейере всегда должны иметься в наличии исправные и прошедшие испытания в установленные сроки изолирующие защитные средства, диэлектрические боты, перчатки, резиновые коврики, указатели напряжения штанги, переносные защитные заземления и др.
Переносные заземления изготовляются на месте и должны удовлетворять следующим условиям:
- провода для закорачивания и заземления должны быть выполнены из гибких медных жил сечением не менее 25мм2;
- зажимы для присоединения закорачивающих проводов должны быть такой конструкции, чтобы при прохождении тока короткого замыкания переносное заземление не было сорвано с места динамическими усилиями;
- все присоединения элементов переносного заземления должны быть выполнены прочно и надежно путем опрессования, сваривания, скручивания с последующей пайкой (применение одной только пайки запрещается).
При наложении заземления сначала присоединяют заземляющих провод к земле, затем проверяют отсутствие напряжения на заземляемых токоведущих частях, после чего зажимы закорачивающих проводов с помощью штанги накладывают на токоведущие части и закрепляют там этой же штангой или руками, в диэлектрических перчатках.
Операции по наложению и снятию переносных заземлений выполняются с применением диэлектрических перчаток.
При операциях с приводами разъединителей, масляных выключателей и пускорегулирующей аппаратурой; при оперативных переключениях в станциях управления и распределительных пунктах применяются диэлектрические перчатки и коврики.
Запрещается производить сочленение и расчленение штепсельных разъемов кабелей, находящихся под напряжением. Перенос питающего кабеля находящегося под напряжением можно производить только в диэлектрических перчатках или с помощью специальных устройств с изолированными рукоятками. Запрещается пользоваться изолирующими защитными средствами на открытом воздухе при сырой погоде: во время дождя, снега, тумана и изморози. Работа на конвейере во время грозы запрещается. Машина должна быть отключена от сети, а обслуживающий персонал должен находиться в помещениях, пребывание около конвейера запрещается, в темное время суток зона работы конвейера, должна быть достаточно освещена.
Запрещается пользоваться переносными светильниками на напряжение выше предусмотренного на конвейере для цепей местного освещения 12B.
Эксплуатационному персоналу запрещается:
- приступать к работе при обнаружении перед началом работы неисправностей электрооборудования; заземления; питающего кабеля, также при отсутствии сигнализации и защитных средств;
- продолжать работу при обнаружении в процессе работы неисправностей электрооборудования, заземления, питающего кабеля;
- производить осмотры, чистку, смазку, регулировку и ремонт механизмов при работающих электродвигателях. Электрооборудование должно быть отключено от сети с обеспечением двойного разрыва со стороны питания.
- переезжать через лежащий кабель, а также бросать на него тяжести (трубы; доски и т.п.), тормозить руками вращающиеся детали механизмов;
- пролезать через движущиеся детали и механизмы;
- работать с переносной лампой без защитной сетки;
- производить смену ламп при наличии напряжения в патроне;
- производить чистку низковольтных клеммных сборок, контактов и электроаппаратуры находящейся под напряжением, и т.д.
Все работы, связанные с измерением переносными приборами токоизмерительными клещами. мегометром и др. производится в установках напряжением свыше 1000В двумя лицами: одно из которых должно иметь квалификацию не ниже IV группы, а в установках ниже 1000В- одним лицом, с квалификацией не ниже III-й группы.
При работах со снятием напряжения с конвейера или участков схем для выполнения работ следует:
1. отключить напряжение, при этом должны быть обесточены токоведущие части, на которых будут производиться работы.
2. вывесить плакаты на всех рукоятках приводов распредустройств с надписями «не включать ‑ работают люди» и т.д. Снимать плакаты может только то лицо, которое их выносило.
3. Проверить отсутствие напряжения исправным и проверенным указателем напряжения.
4. разрядить кабель от емкостных токов.
5. наложить переносные заземления.
4.8 Требования к пожарной безопасностиОсновными причинами возникновения пожаров являются следующие:
- не предусмотрены противопожарные мероприятия: не соблюдена необходимая огнестойкость строительных конструкций, нет молниезащиты и отсутствует заземление от статического электричества, транспортировка горючих жидкостей в открытом состоянии;
- неправильная пожарная профилактика;
- перегрузка и неисправность электрических сетей и электродвигателей, утечка газов в соединениях;
- неосторожное обращение с огнем: курение в запрещенных местах, пользование открытым огнем.
При работе конвейера опасность возникновения пожара в большинстве случаев возникает из-за перегрузок, возникающих в электродвигателях, электрооборудовании, электросетях. В результате этого возможен их нагрев или искрение, что в последствии может привести к короткому замыканию. При коротком замыкании сопротивление электрической цепи уменьшается, приближаясь к нулю и согласно закону Ома электрический ток возрастает до величины много превышающей номинальное значение. По закону Джоуля-Ленца, количество выделяемого тепла пропорционально силе тока, поэтому происходит быстрое выделение тепла, загорается изоляция или другие горючие материалы.
В случае возгорания электрооборудования запрещается тушить его водой, пенными огнетушителями или другими жидкостями. Следует в первую очередь отключить поврежденный участок, тушение пожара производить углекислотными огнетушителями или песком, не касаясь электроустановки.
При тушении электроустановок напряжением свыше 1000 В, в целях предотвращения поражения электрическим током, людям, работающим со стволами, следует надевать поверх электротехнических перчаток перчатки из латунной сетки. Последние заземляют проводом под спецодеждой с подошвами из латуни или меди.
Выводы
Для данного конвейера КЛ5250 проанализированы условия эксплуатации для открытой транспортировки в условиях Днепропетровского и других аналогичных бассейнов.
Представлены требования к вентиляции, освещению, электробезопасности, пожаробезопасности меры безопасности при организации зоны работы конвейера, а также требования к рабочему месту.
При соблюдении вышеуказанных требований, соответствующих ГОСТ 12.2.106-85, условия эксплуатации конвейера наиболее соответствуют нормативным актам по охране труда.
0 комментариев