Навигация
Технические требования, предъявляемые к изделию
21863
знака
21
таблица
25
изображений
1.3. Технические требования, предъявляемые к изделию
Рабочий стол должен изготавливаться в соответствии с требованиями ГОСТ 16371-93 «Мебель. Общие технические условия».
Облицовочные материалы должны быть подобраны по виду, породе, цвету и текстуре. На облицованной поверхности не допускаются расхождения и нахлестки полос облицовок, отслоение облицовки и пятна просочившего клея.
Все видимые поверхности имеют защитно-декоративные покрытия, выполненные в соответствии с ОСТ 13-27-82 «Покрытия защитно-декоративные на мебели из древесины и древесных материалов. Классификация и обозначения».
Шероховатость всех видимых при эксплуатации поверхностей деталей, для которых предусмотрено лакокрасочное покрытие, должна быть 16 мкм по ГОСТ 6449.3-82.
Все детали и сборочные единицы должны быть изготовлены с предельными отклонениями на размеры по 13 квалитету в соответствии с ГОСТ6449.1-5-82 «Изделия из древесины и древесных материалов. Допуски и посадки».
В собранном виде изделие стоит на горизонтальной поверхности устойчиво и не имеет перекосов.
 |
|||
|
Рабочий стол 00.00.00.00. |
![]()
|
Осн ЛДСТП 00.01.01 |
 |
|||
|
|
 Столешница 00.01.00
Столешница 00.01.00![]()
 |
|
Кромка 00.01.02 |
|
ЛДСП 00.02.02 |
|
|
|
|
 СТ бок 00.02.00
СТ бок 00.02.00|
Кромка 00.02.01 |
|
ЛДСП 00.03.01 |
![]()
![]()
 Таблица. - Спецификация деталей на изделие «Рабочий стол »
Таблица. - Спецификация деталей на изделие «Рабочий стол »
|
Наименование и номер детали |
Деталь |
Материал |
Количество деталей, шт. |
Д |
Ш |
Т |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
00.01.00 |
Столешница |
ДСТП шпон строг |
1 |
1200 |
800 |
25 |
|
00.01.01 |
Осн ЛДСТП |
ДСТП шпон строг |
1 |
|||
|
00.01.02 |
Кромка |
ДСТП шпон строг |
1 |
|||
|
00.02.00 |
Ст бок |
ДСТП шпон строг |
2 |
650 |
40 |
15 |
|
00.02.01 |
ЛДСТП |
ДСТП шпон строг |
1 |
|||
|
00.02.02 |
Кромка |
ДСТП шпон строг |
2 |
|||
|
00.03.00 |
Фартук |
ДСТП шпон строг |
1 |
1000 |
45 |
15 |
|
00.03.01 |
ЛДСТП |
ДСТП шпон строг |
1 |
 Таблица - Сводная ведомость оборудования
Таблица - Сводная ведомость оборудования
|
Деталь |
Длина |
Ширина |
Шт/см |
Мин на деталь |
Мин на изделие |
Станко часов |
|
Столешница |
1200 |
800 |
752 |
0,64 |
0,64 |
10,6 |
|
Ст бок |
650 |
400 |
752 |
1,28 |
1,28 |
21,3 |
|
Фартук |
1000 |
450 |
752 |
0,64 |
0,64 |
10,6 |
Форматно-раскроечный станок SIRIUS 32S
Облицовочный станок KZM-2
|
Деталь |
Длина |
Ширина |
Шт/см |
Мин на деталь |
Мин на изделие |
Станко часов |
|
Столешница |
1200 |
800 |
960 |
0,5 |
0,5 |
8,3 |
|
Ст бок |
650 |
400 |
1476 |
0,33 |
0,66 |
11 |
|
Фартук |
1000 |
450 |
3840 |
0,12 |
0,12 |
2 |
Сверлильно-присадочный FL-4L PLUS
|
Деталь |
Длина |
Ширина |
Шт/см |
Мин на деталь |
Мин на изделие |
Станко часов |
|
Столешница |
1200 |
800 |
287 |
1,7 |
1,7 |
28,3 |
|
Ст бок |
650 |
400 |
447 |
1,1 |
2,2 |
36,6 |
|
Фартук |
1000 |
450 |
363 |
1,3 |
1,3 |
21,6 |
 Таблица - Заказная спецификация на исходные материалы на годовую программу (1000 изделий)
Таблица - Заказная спецификация на исходные материалы на годовую программу (1000 изделий)
Таблица 2.8. - Расчет норм расхода клея на годовую программу (1000 изделий)
|
№ |
Наименование материала |
Размеры, мм |
Количество материала на изделие, м3 |
Количество материала на программу, м3 |
||
|
Д |
Ш |
Т |
||||
|
1 |
ЛДСТП ГОСТ Р52078-2003 |
2750 |
1500 |
1,6 |
2,49 |
2495,24 |
|
2 |
ЛДСТП ГОСТ Р52078-2003 |
2750 |
1500 |
2,5 |
2,36 |
2269,45 |
|
3 |
Кромка Каталог мебельной фурнитуры и комплектующих |
50 м (бухта) |
19мм |
0,5 |
12,3 |
12298,45 |
|
Клеевые материалы |
Способ склеивания |
Способ нанесения клея |
Группа сложности поверхности |
Площадь склеивания, м2 |
Норматив расхода рабочего раствора клея, кг/м2 |
Норма расхода клея на 1000 изделий, кг |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
ПВА-дисперсия |
Холодный |
Вручную |
3 |
2069,2 |
0,150 |
310,38 |
Графа 1: вид клея выбирается в зависимости от вида работ и склеиваемых материалов. Для склеивания шиповых соединений выбираем клей на основе ПВА- дисперсии;
Графы 2-3: выбираем способ нанесения клея (станочный, ручной) и способ склеивания (холодный, горячий);
Графа 5: площадь склеивания определяется как сумма площадей поверхностей деталей, на которые наносится клей,
Графа 6: норматив расхода клея определяется .
Графа 7: Норма расхода клея, кг на 1000 изделий определяется умножением норматива расхода клея (гр.6) на площадь склеивания (гр.5).
 Разработка технологического процесса изготовления изделия
Разработка технологического процесса изготовления изделия
Расчет производительности оборудования и норм времени на операцию
Расчет производительности для станков проходного и позиционного типа производится с использованием типовых формул и зависит от ряда параметров, определяемых конкретными условиями обработки заготовок на конкретном станке.
Для расчета сменной производительности станков Псм, шт., проходного типа используется формула:
![]() , (3)
, (3)
где Тсм – продолжительность смены, мин;
U– скорость подачи, м/мин;
К – суммарный коэффициент рабочего и машинного времени станка (0,7-0,8)
lзаг - длина обработки, м;
l1 – интервал между подаваемыми заготовками, м.
Для расчета сменной производительности станков Псм, шт., позиционного типа
используется формула:
![]() , (4)
, (4)
где Тсм – продолжительность смены, мин;
К – суммарный коэффициент рабочего и машинного времени станка (0,7-0,8)
lц – время цикла, м.
![]() (5)
(5)
где t1– время для того, чтобы взять и положить заготовку, 0,17 мин (10 с);
t2– время на обработку заготовки, мин;
t3– время для того, чтобы снять заготовку, 0,17 мин (10 с);
t4- вспомогательное время, 0,17 мин (10 с).
![]() , (6)
, (6)
где S–длина обработки (периметр заготовки), м;
U– скорость подачи, м/мин.
Расчет нормы времени на выполнение конкретной операции Нвр, станко-часы, ведется по формуле:
![]() , (7)
, (7)
где Тсм – продолжительность смены, час;
Псм – сменная производительность станка, шт./см.
 Для изготовления данного изделия предпочтительно выбрано следующее оборудование:
Для изготовления данного изделия предпочтительно выбрано следующее оборудование:
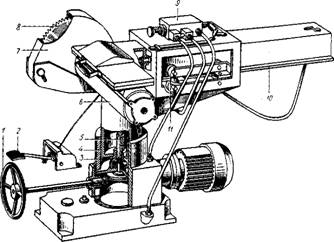
1 Форматно-раскроечный станок SIRIUS 32S
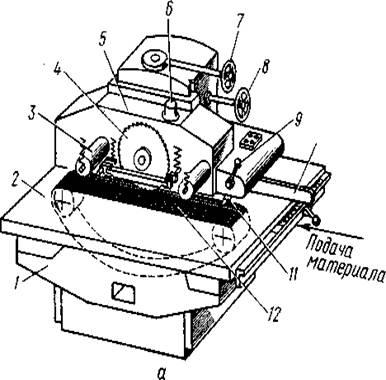
2 Облицовочный станок KZM-2
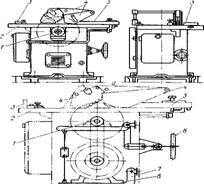
3 Сверлильно-присадочный станок FL-4L PLUS
 |
Расчет необходимого количества оборудования и процента его загрузки
Эффективный годовой фонд времени работы станков определяется по формуле:
![]() (8)
(8)
где Тном – номинальный годовой фонд времени, час;
Трем – время простоя оборудования в связи с его капитальным ремонтом, час.
Номинальный годовой фонд времени Тном, час, определяется с учетом 40-часовой рабочей недели по формуле:
![]() (9)
(9)
где Г – количество календарных дней в году;
В – количество выходных дней в году;
П - количество праздничных дней в году;
α – количество смен работы в сутки;
β – продолжительность рабочей смены, час.
По формуле (9) определяем номинальный годовой фонд времени работы оборудования:
![]() час
час
Время на капитальный ремонт станка Трем, час., определяется в зависимости от его ремонтной сложности по формуле:
![]() (10)
(10)
где К – категория ремонтной сложности станка (таблица 10 методических указаний);
Н – норма простоя на одну ремонтную единицу при работе бригады в две смены, час. Принимается равной 13 часам.
αср – средний период капитального ремонта станка. Принимается равным 5 годам.
Проведем расчет эффективного годового фонда времени работы оборудования Тэф по станкам.
Сверлильно-присадочный FL-4L PLUS
Время на капитальный ремонт станка Трем по формуле (10):
![]() час,
час,
Тном = 2016час;
Трем = 8 час.
Эффективный годовой фонд времени работы станка Тэф рассчитаем по формуле (8):
![]() час.
час.
Облицовочный станок KZM-2
Время на капитальный ремонт станка Трем по формуле (10):
![]() час,
час,
Тном = 2016 час;
Трем = 21 час.
Эффективный годовой фонд времени работы станка Тэф рассчитаем по формуле (8):
![]() час.
час.
Форматно-раскроечный станок SIRIUS 32S
Время на капитальный ремонт станка Трем по формуле (10):
![]() час,
час,
Тном =2016 час;
Трем = 18 час.
Эффективный годовой фонд времени работы станка Тэф рассчитаем по формуле (8):
![]() час.
час.
Расчетное количество единиц оборудования определяется по формуле:
![]() (11)
(11)
где Т – потребное количество станко-часов на годовую программу;
Тэф – эффективный годовой фонд времени работы станка, час.
Процент загрузки станка определяется по формуле:
![]() (12)
(12)
где п – принятое количество станков (пр округленное до целого значения).
Проведем расчет потребного количества станков пр и процент их загрузки.
Сверлильно-присадочный FL-4L PLUS
Т = 2410 (по данным таблицы 2.19)
Тэф = 2008
Расчетное количество станков находим по формуле (11):
![]()
Принимаем 1 Сверлильно-присадочный станок FL-4L PLUS
Облицовочный станок KZM-2
Т = 274,5 (по данным таблицы 2.19)
Тэф = 1995
Расчетное количество станков находим по формуле (11):
![]()
Принимаем 1 Облицовочный станок KZM-2
Форматно-раскроечный станок SIRIUS 32S
Т = 1562 (по данным таблицы 2.19)
Тэф = 1998
Расчетное количество станков находим по формуле (11):
![]()
Принимаем 1 Форматно-раскроечный станок SIRIUS 32S
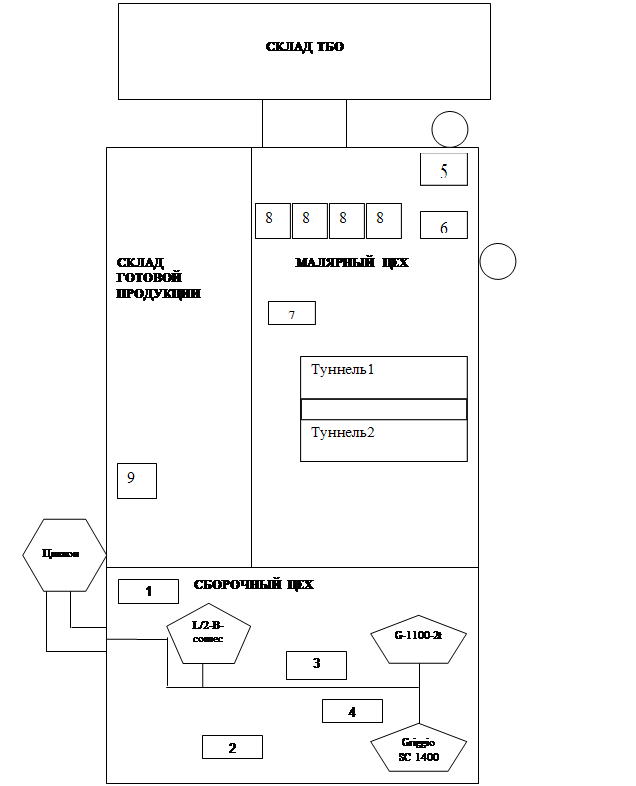
 Описание технологического процесса производства изделия
Описание технологического процесса производства изделия
Изготовление деталей, сборочных единиц и изделия осуществляется следующим образом:
Штабель пиломатериалов со склада на траверсной тележке закатывают в столярный цех Основной рабочий каждую отдельную лист снимая со штабеля, переносит и закрепляет на приставных напольных рольгангах к Форматно-раскроечному станку SIRIUS 32S , где осуществляется поперечный раскрой их на заготовки заданных размеров. Станок обслуживают двое рабочих. После заготовку крепят к приставных напольных рольгангах к Облицовочному станку KZM-2 где заготовку облицовывают. Станок обслуживают двое рабочих. После заготовку крепят на приставных напольных рольгангах к Сверлильно-присадочному станку FL-4L PLUS где проделывают отверстия для крепления. Станок обслуживают двое рабочих. После этого заготовки транспортируют к сборочным столам и собираются в элементы изделия.
 Заключение
Заключение
В результате проделанной работы была разработана конструкция и технологический процесс изготовления рабочего стола. Данное изделие технически несовершенно, несовременно, имеет тектонически организованную форму, которая зрительно отражает надежную работу конструкции, надежность выбранных материалов и оптимально выбранные принципы технологического построения изделия. В курсовом проекте была предпринята попытка технического совершенствования данного изделия, нашего культурного наследия.
Конструкция изделия удобна сточки зрения ее эргономических характеристик. Само изделие представляет интерес лишь для отдельных слоев населения нашей страны, ведь не каждый оформит свой интерьер таким столом.
Спроектированный технологический процесс основан на рациональном выборе и комплексном использовании сырья.
При соблюдении технологии производства обеспечивается необходимая прочность, надежность и долговечность изделия. Изделие имеет невысокий уровень технологичности.
 Библиографический список
Библиографический список
1. Барташевич А.А. Технология производства мебели. – Ростов н/Д: Феникс, 2003.
2. Бобиков П.Д. Изготовление столярно-мебельных изделий. – М: Академа, 2002.
3. Бобиков П.Д. Конструирование столярно-мебельных изделий. – М: Высшая школа, 1976.
4. Ветошкин Ю.И. Составление технического описания изделия. Методические указания. – Екатеринбург: УГЛТА, 1995.
5. ГОСТ 6449.1-82 – ГОСТ 6449.5-82. Изделия из древесины и древесных материалов. Допуски и посадки.
6. ГОСТ 10632-89. Плиты древесностружечные. Технические условия.
7. Ветошкин Ю.И. Методические указания по курсовому проектированию Часть 1. – Екатеринбург: Уральский ИПК кадров лесного комплекса, 2004.
8. Ветошкин Ю.И. Методические указания по курсовому проектированию. Часть 2. – Екатеринбург: Уральский ИПК кадров лесного комплекса, 2004.
9. Каталог мебельной фурнитуры «MDM комплект»
10. Барташевич А.А., Трофимов С.П. Конструирование мебели. – Минск «Современная школа», 2006.
11. Бухтияров В.П. Справочник мебельщика – М: Издательство Московского государственного университета леса, 2005.
12. Ветошкин Ю.И., Перевозникова Н.В., Удачина О.А. Художественное конструирование изделий из древесины – Екатеринбург 2004.
13. Барташевич А.А., Дягилев Л.Е., Климин Р.М., Перелыгина Л.Г Основы композиции и дизайна мебели – Ростов н/Д: Феникс, 2004.
Похожие работы
... . Из пластических масс (поливинилхлорида) методом экструзии делают шнуры, трубки. 2. Технологический процесс изготовления корпусной мебели 2.1 Блочно-модульная система технологического процесса Изготовление мебели в мастерских относится к индивидуальному производству, при котором обработку древесины и изготовление изделий производят с помощью универсального оборудования, универсальных ...
... объектов и предотвращения распространения огня при пожаре[32] 3.13 План озеленения ООО «Экос» Выводы В результате выполнения работы был проведен комплексный анализ влияния мебельного производства ООО «Экос» на окружающую среду г. Дубна. При этом было изучено воздействие предприятия на атмосферный воздух и водную среду, а также действующая система обращения с отходами производства и ...

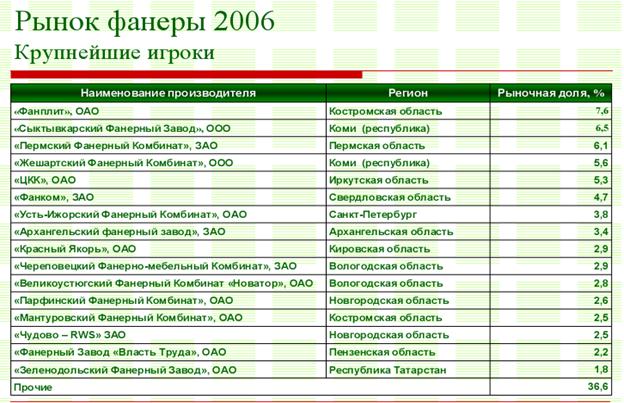


... эта тенденция будет нарастать, что повлечет за собой значительное расширение рынка сбыта для конкурентоспособных видов фанерной продукции. Предусматриваемая к выпуску настоящим проектом организации производства большеформатной фанеры в г. Глазове Удмуртской Республики экологически чистая березовая строительная фанера по своим потребительским качествам полностью соответствует требованиям мирового ...
... – Корреспонденция счетов по незавершенному строительству № Содержание операции Дебет Кредит 1 На итоговую сумму, накопленную на счете «Незавершенное строительство» 2410 2930 6) Учет финансовых результатов в строительном бизнесе Все участники процесса строительства должны быть заинтересованы в прозрачности и обоснованности расходования финансовых и трудовых ресурсов, в ускорении сроков ...
0 комментариев