Управление начального профессионального образования.
Учебно - профессиональный центр социальной адоптации.
Письменная экзаменационная работа по специальности:
“Электросварщик ручной дуговой сварки”.
Выполнил учащийся гр.539
Кочубей В.А.
Проверил мастер:
Мельник И.И.
Томск 2000
В нашей стране используются очень много видов сварки: автоматическая сварка под флюсом, электошлаковая сварка, газовая сварка, световая сварка, термическая сварка, контактная сварка, диффузионная сварка, газо прессовая сврка и многие другие виды.
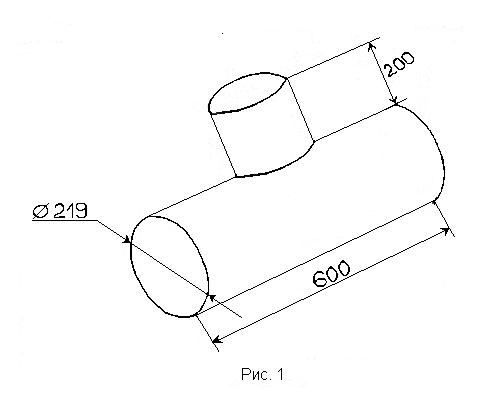
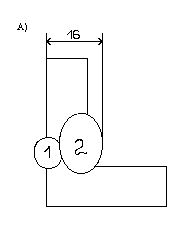
Для изготовления металической решётки используются ручная электро дуговая сварка.
Сваркой называется неразьёмное соеденение двух или более деталей, с помощью электрического тока присадочного материала (эллектрод).
Широкое применение ручная дуговая сварка получила из-за своей простоты и доступности прменения. электросварочная дуга состоит из;
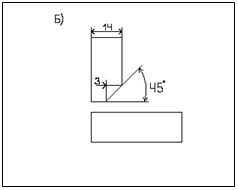
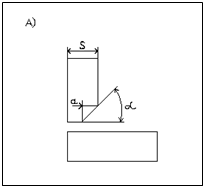
Электросварка – это ведущий вид сварки в нашей промышленности. Первым кто применил сварочную для сварки металла был русский изобретатель Н.Н.Бенардос. На протяжении многих десятилетий сварку улучшали и совершенствовали, пока наконец она прочно не вошла в нашу промышленность. Для изготавления металической решётки нужно взять уголок 40х40, разметиь и отрезать на отрезном станке или болгаркой по размерам: После отрезки княть напильником все заусенцы и зачистить места сварки до металлического блеска щёткой для металла.
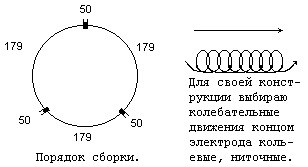
После обработки уголка нужно собрать рамку решётки по её размерам. Обяза-тельно после сборки нужно проверить соответствие размеров по сторонам и деоганалям, это можно сделать при помощи угольника и линейки (метра,рулетки).
Если все размеры совпадают, то детали нужно прихватить сваркой.
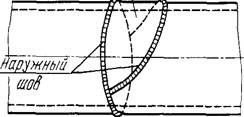
После сборки надо проварить все детали и провести контроль качества сварных соеденений, визуально, внего входит такие показатели как: ширена, высота и шороховатость (чашуйчатость шва. Так – же в соеденениях не должно быть никоких дефектов: подрезы, трещены, шлаковые включения, нипровар и т.д.)
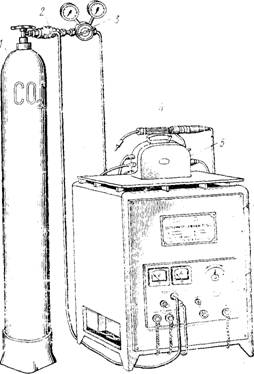
Электрический ток для сварки решётки выробатывается сварочным трансформатором, который служит для преобразования высокого напряжения эл.сети (220в – 380в) в низкое напряжение вторичной эл.цепи.
В нашем случае используется трансформатор типа СТ-34.
Первичная (1) и вторичная (2) (понижающая) обмотки, которые распологаются на магнитопроводе, (сердечник) (3) изготовленном оз большого количества пластин (0,5мм) трансформаторной стали, стянутых между собой шпильками.
Дроссель (регулятор), состоит из магнитопровода (4) набронного из листов трансформаторной стали на котором расположены витки медного или аллюминевого провода (5) расчитованого на прохождение сварочного тока максимальной величены. Также на магнитопроводе имеется подвижная часть (6), которую можно перемещать с помощью винта, вращаемого рукояткой (7). Величину сварочного тока регулируют изменением воздушного зазора между подвижной и не подвижной частями магнитопровода.
Кроме трансформатора для сварки металла требуется присадочный материал в нашем случае мы используем плавящиеся электроды марки МР 3, предназначенные для ручной дуговой эл. сварки, сталей с низким содержанием углерода во всех пространственных положениях.
Электроды состоят из металлического стержня, предназначенного для проведения эл. тока и формирования сварочного шва, и обмазки преднозначеной для защиты шва от воздействий окружающей среды, стабильного горения дуги раскисления расплавленного металла сварочной ванны, легирование металла, для связывания составляющих покрытия и образования шлака, который должен обладать определёнными физ., хим. данными.
При сварочных работах сварщик также пользуется специальным инструментом и принадлежностями.
К инструменту сварщика относятся:
1 Электрододержатель от которого зависит производительность и безопасность труда. Электрододержатель должен быть лёгким (ни более 0,5кг) и удобный в обращении.
2 Щиток или маска применяется для предохранения глаз и кожи лица сварщика от вредного влияния инфракрасного излучения и брызг металла.
3 Сварочные провода по которым ток от силовой сети подводится к сварочному аппарату (марки КРПТ) от сварочных аппаратов к местам работы, сварочный ток поступает по гибкому проводу марки ПРГ, АПР, или ПРГД с резиновой изоляцией.
К пренодлежностям сварщика относятся;
- стальная щётка применяемая для зачистки металла от грязи, ржавчины перед сваркой и шлака после сварки.
- молоток с заострённым концом для отбивки шлака со сварочных швов и для поставки личного клейма.
- зубило для вырубки дефектных мест сварного шва.
- для замера геометрического размеров швов, сварщику выдают набор шаблонов. Также сварщик пользуется некоторыми измерительными инструментами (линейка, рулетка). Для проверки углов используется угольник.
На ряду с инструментами и пренодлежностями сварщик не может обойтись без спец одежды (сварочная роба) спец одежда выдается бесплатно но в соответствии с нормами и сроками носки.
При сварочных работах в инструкциях могут возникать напряжения деформации, которые вызываются различными причинами. К неизбежным причинам относятся такие без которых процесс обработки происходить не может не равномерный нагрев, кристаллизационная усадка швов, структурные изменения металла шва и около шовной зоны и т.д. К сопут-ствующим причинам относятся: не правильное решение конструкции сварных узлов.
Методы борьбы с напряжениями и деформациями самые различные и многообразные, самыми распространёнными являются такие методы как уровнавешования деформации, жёсткое закрепление, общий отжиг сварного изделия, механические и термические правки конструкции после сварки. Но лучше всего напряжение и деформации к минимуму, а для этого следует точно соблюдать технологию сварки.
На ряду с напряжениями деформациями в сварных швах, по разным причинам могут возникнуть внутренние и наружные дефекты. К наружным дефектам относятся такие дефекты как соответствие геометрических размеров шва (высота, ширена); подрезы, поры выходящие на поверхность шлаковые включения, трещины выходящие на поверхность.
Внутренние не провары – это не один дефект, который не виден при внешнем осмотре, также внутри шва могут возникать поры, трещины, шлаковые включения и т.д.
Разные дефекты устраняются по-разному, некоторые дефекты можно исправить, не срубая сварочных швов (подрезы, не заправленные кратеры и т.д.), а некоторые требуют более трудоёмкой процедуры.
Все дефекты отрицательно влияют на качество изделий, поэтому нужно не допускать их возникновения, а для этого следует соблюдать технологию сварки.
После сварки и контроля качества сварных соединений следует ещё раз убедится в соответствии размеров и параметров металлической решётки, если нет ни каких дефектов и изменений, то можно считать работу оконченной.
Техника безопасности при выполнении сварочных работ
1 Перед началом осмотри сварочный агрегат, проверь состояние изоляции проводов и рукоятки электрододержателя.
Подготовь рабочее место, надеть спец одежду получить инструктаж по Т.Б. на рабочем месте.
2 Проверь надёжность заземления корпуса и вторичной обмотки сварочного агрегата и рабочего стола. Установи светонепроницаемые щиты из не сгораемого материала не менее 1,8 м. высотой.
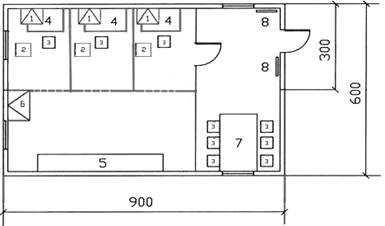
3 При работе в сырых местах или на металлической конструкции, применяется резиновый коврик 900х600, галоши, перчатки резиновые.
4 Длина первичной цепи между пунктом питания и сварочным агрегатом не должна превышать 10м.
5 Для защиты глаз, применяется щиток или маска со светозащитным фильтром.
6 Сварочные работы на територии, площадках и цехах где имеются огнеопасные материалы, должны выполнятся с соблюдением особых мер П.Б.
7 Эл. сварку и резку сосудов или тары из под легковоспламеняющихся жидкостей производить только после промывки горячей водой.
8 В процессе выполнения работ следи чтобы сварочные кабеля не касались металлических тросов, горячих трубопроводов.
9 При перерывах в работе и после её окончания отключают сварочный агрегат от сети, не оставляй электрододержатель под напряжением, не производи сварку сосудов и трубопроводов, работающих под давлением.
10 К проведению эл.работ допускаются сварщики с квалификационной группой по Т.Б. не ниже 2го разряда.
11 При работе в закрытых емкостях необходимо пользоваться диэлектрическими перчатками, галошами, ковриком резиновым. Работы в закрытых ёмкостях производятся не менее чем 2мя лицами.
Не соблюдение мер Т.Б. приводит к следующим видам промышленного травматизма: Ожоги, слезотечение, отравление организма – образующиеся при сварке пары окислов цинка, свинца, меди, марганца, кремния большая концентрация в воздухе (Со2), азота, плохая винтеляция.
Травматизм при взрывах – нарушение правил внедрения в производство сварочных работ, например: Сварка или резка в близи от ёмкостей со взрывоопасными веществами.
Поражение эл.током не соблюдение Т.Б.
Облучение гамма лучами во время просвечивания сварных швов – рабочие небыли долены от зоны просвечивания.
Правела личной гигиены
Спецодежда должна быть в исправном состоянии, застёгнута на все пуговицы. Головной убор должен быть без козырька, так как козырёк мешает правильно одеть защитную маску. Обувь должна быть с глухим верхом, хорошо подогнана и обязательно зашнурована. Рукавицы должны плотно прикрывать рукава куртки.
При работе в лежачем или сидячем положении на металлической поверхности эл.сварщик должен иметь резиновую подкладку, подшитую войлоком и подлокотники а при работе в сырых местах резиновые сапоги.
Противопожарные мероприятия
Для устранения причин, способствующих возникновению пожаров, необходимо выполнять следующие противопожарные мероприятия:
Нельзя хоронить в рабочем помещении или рабочей зоне огнеопасные материалы необходимо защищать деревянные настилы от воспламенения листовым железом или асбестом.
Каждый сварочный пост должен иметь огнетушитель а так же ящик с песком и лопатой. После окончания сварочных работ следует проверять рабочее помещение и зону, где производились сварочные работы, не оставлять открытого пламени и тлеющих предметов.
Используемая литература
1. Фоминых В.П. Яковлев А.П. “Ручная дуговая сварка”
2. Сергеев И.П. “Справочник молодого электро сварщика”
3. Лысенко и д.р. “Инженерно технические средства безопасности труда”
Похожие работы
... коэффициент расхода электродов, учитывающий потери электрода на угар, разбрызгивание, огарки. Этот коэффициент в зависимости от марки электрода, типа электрододержателя, технологии и условий сварки ориентировочно равен 1,35-1,45. Gэ=8,5x160x1,57=2,14кг, с учётом потерь расход электродов равен Gн=Gэ · 1,1; Gн=2,14·1,1=2,35кг. Расход электроэнергии определяем по формуле: А=Ау·Gэ, Тогда А=7·Gн; ...
... сварку). Горячую дуговую сварку чугуна применяют в случаях, когда металлом шва должен быть чугун, по своим свойствам приближающийся к свойствам основного металла детали. Холодную дуговую сварку чугуна выполняют на обрабатываемых и обработанных поверхностях деталей, когда дефекты литья незначительны или средних размеров, когда они несквозные или сквозные, но небольшой протяжённости и, наконец, ...
... , возникающей при трении поверхностей свариваемых деталей, с последующим приложением сжимающих усилий. Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей. Высокочастотная сварка основана на нагревании металла пропусканием через него токов высокой частоты с последующим сдавливанием обжимными роликами. Такая ...
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
0 комментариев