Технико-экономическое
обоснование
проекта
Основные
узлы продольно-резательных
станков
Механизм
продольной
резки
Механизмы
регулирования
давления между
рулоном и несущими
валами
Несущие
валы
Механизмы
сталкивания
и опускания
рулона
Технологические
расчеты
Расчет
мощности,
потребляемой
продольно-резательным
станком
Расчет
несущих валов
Проверка
подшипников
несущих валов
Расчет
тамбурного
вала на прочность
Схема
пневматическая
принципиальная
И 4.2 – затраты
на текущий
ремонт к стоимости
оборудования
соответственно
до и после
модернизации,
%
Электробезопасность
Перечень
используемой
литературы
Картоноделательные
машины
Механизм
регулирования
давления между
рулоном и несущими
валами
Навигация
Расчет мощности, потребляемой продольно-резательным станком
Продольно-резательный станок производительностью 350 т/сутки
112799
знаков
7
таблиц
99
изображений
4.2. Расчет мощности, потребляемой продольно-резательным станком.
В продольно-резательных станках приводными являются несущие валы, а при скорости свыше 1000 м/мин привод имеют еще бумаговедущие, прижимный и ножевой валы для компенсации добавочных динамических натяжений в бумажном полотне при разгоне станка.
Мощность, потребляемую станком определяют по формуле:
![]()
где Vcт - скорость станка
Т – сумма тяговых усилий для преодоления сил трения в узлах станка
![]()
где Т1 – тяговое усилие для преодоления трения в подшипниках несущих валов;
Т2 – тяговое усилие для преодоления трения в подшипниках прижимного вала;
Т3 – тяговое усилие для преодоления трения качения между рулоном и несущим валом;
Т4 – тяговое усилие для преодоления трения между рулоном и прижимным валом;
Т5 – тяговое усилие для преодоления трения в подшипниках тамбурного вала;
Т6 – тяговое усилие для наматывания бумаги;
Т7 – тяговое усилие для размотки бумаги (усилие натяжения полотна);
Т8 – тяговое усилие для преодоления трения в подшипниках бумаговедущего вала;
![]()
где f – коэффициент трения в подшипниках, f = 0,02
d – диаметр цапфы несущего вала, м
D – диаметр несущего вала, м
Qo – общая нагрузка на несущий вал, Н
![]()
где Q – нагрузка на несущий вал от веса рулона:
![]()
где Gрул – вес наматываемого рулона, Н
![]()
где b – обрезная ширина, 4.2 м
- объемный вес намотанного полотна, равный 550 кг/м3
Dрул – диаметр наматываемого рулона, равный 1.5 м
- угол между вертикалью и линией соединения центров вала и рулона, = 200
![]()
Pд – динамическая нагрузка от возможного эксцентриситета наматываемого рулона
![]()
где Во – обрезная ширина, 4.2 м
- объемный вес намотанной бумаги равный 550 кг/м3
Vcт – скорость станка, 2200 м/мин = 36.7 м/с
g – ускорение свободного падения, 9.81 м/с2
e – добавочная нагрузка от возможного эксцентриситета рулона, принимают равным 0.003 0.005, 0.005
![]()
Gв – вес несущего вала, 1.4 104 Н

![]()
![]()
где f – коэффициент трения качения в подшипниках
d – диаметр цапфы прижимного вала, 0.08 м
D – диаметр прижимного вала, 0.24 м
Q – нагрузка на подшипники прижимного вала, Н
![]()
где q – линейное давление между прижимным валом и рулоном, равное 4000 Н/м [1];
b – длина рабочей части вала, 2.1 м
![]()
![]()
Поскольку прижимной вал состоит из двух секций, то имеем две пары подшипников, поэтому Т2 = 112 Н, т.е. в два раза больше, полученного при расчете результата.
где R – коэффициент трения качения рулона бумаги по прижимному валу, равный 2
Dпр – диаметр прижимного вала, мм
Dг – диаметр гильз, мм
Q – давление между валом и рулоном, 16800 Нм
![]()
где R – коэффициент трения качения рулона бумаги по прижимному валу, равный 2
Dн.в – диаметр несущего вала, 590 мм;
Dр – диаметр наматываемого рулона, 1500 мм;
Q – нагрузка на несущий вал от наматываемого рулона;
![]()
![]()
где q – линейное натяжение равное 20 кг/м = 200 Н
b – ширина наматываемого рулона, 4.2 м
![]()
![]()
где f – коэффициент трения качения в подшипниках, 0.02
d – диаметр тамбурного вала, 0.42 м
D – диаметр разматываемого рулона, 2.2 м
Q – нагрузка на тамбурный вал, Н
![]()
где Gбум – вес разматываемого бумажного полотна, 8.6 104 Н
Gт.в. – вес тамбурного вала, Н
![]()
где – плотность стали,
b – длина рабочей части вала, м
Dн – наружный диаметр тамбурного вала, м
Dвн – внутренний диаметр тамбурного вала, м
![]()
![]()
![]()
![]()
где q – линейное натяжение полотна, 20 кг/м = 200 Н/м
b – ширина разматываемого рулона
![]()
![]()
где f – коэффициент трения качения в подшипниках
d – диаметр цапф бумаговедущего вала, м
D – диаметр бумаговедущего вала, м
Q – нагрузка на бумаговедущий вал
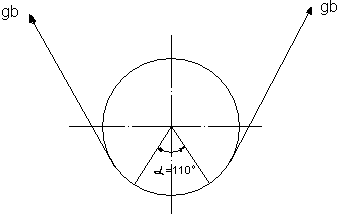
Рис. 4.2.1 Схема нагружения бумаговедущего вала
![]()
где Qz – составляющая от натяжения бумажного полотна
Gв – вес бумаговедущего вала
![]()
где – плотность стали, 7800 кг/м3,
b – длина рабочей части вала, 4.45 м
Dн – наружный диаметр бумаговедущего вала, м
Dвн – внутренний диаметр бумаговедущего вала, м
![]()
![]()
![]()
Мощность потребляемая несущими валами:

Мощность потребляемая раскатом:
![]()
Мощность торможения:
![]()
![]()
![]()
Мощность потребляемая ПРС

4. 2. Расчет механизма торможения раската
Для хорошего качества намотки рулона и устойчивой работы станка необходимо создать и поддерживать постоянным натяжения бумажного полотна. Величина линейного натяжения зависит от прочности бумаги, обусловленной ее разрывной длиной и весом.
Натяжение бумажного полотна создается при помощи генератора, который при заправке работает как двигатель, а при намотке рулона работает в тормозном режиме
Определение тормозного момента на разматываемом рулоне для создания натяжения бумажного полотна определяется по формуле:
![]()
где q – линейное натяжение бумаги, 200 Н/м
Во – обрезная ширина, 4.2 м
Dр – диаметр разматываемого рулона, 2.2 м
![]()
Определение тормозного момента для быстрого останова разматываемого рулона:
![]()
где, Gр – вес разматываемого рулона, Н
![]()
где b – обрезная ширина, 4.2 м
- плотность намотанной бумаги, 550 кг/м3
Dрул – диаметр разматываемого рулона, 2.2 м
Vcт – скорость станка,
Dр – диаметр рулона в момент обрыва, м
g – ускорение свободного падения, 9.81 м/с2
t – время торможения, 3 с
![]()
Определение тормозного момента в случае экстренного торможения в случае аварии или при несчастном случае определяется по формуле:
![]()
Такого тормозного момента сам двигатель создать не может, поэтому для экстренного торможения разматываемого рулона предусматриваем дисковый тормоз установленный на приводном валу раската.
Похожие работы
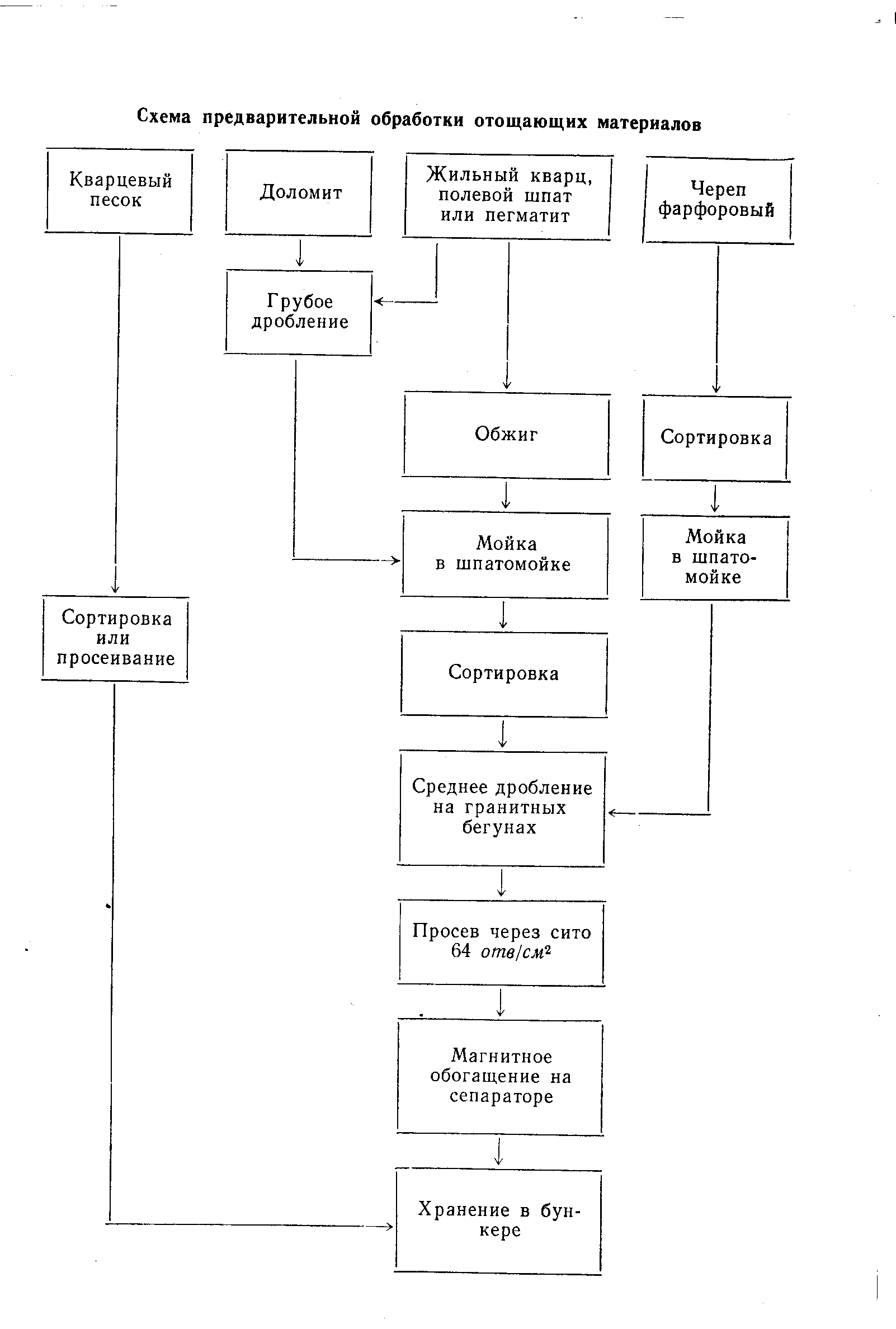
... кварца 575 °С, связанного со скачкообразным изменением объема материала.. Толстостенные изделия, такие как фарфоровая посуда для общественного питания, можно обжигать однократно, минуя первый обжиг. На Минском фарфоровом заводе утильный обжиг производится в следующих печах: полые изделия обжигаются в печи ЛЕР, а плоские изделия в печи типа ПОК. Температурные режимы печей приведены в приложении. ...
... ряда и сложных эфиров жирных кислот, смесь жирных кислот, их цинковых солей и оксиэтилированных продуктов 1,03–1,98 1.1.4 Способы формования и способы усовершенствования технологии производства сальников реактивной штанги По способу изготовления, комплектующие резиновые детали подразделяются на формовые и неформовые. Формовые называют изделия, вулканизацию которых проводят в замкнутых ...

... браслетным способом, легковых диагональных и мотопокрышек осуществляется послойным способом в одну стадию, а легковых и легкогрузовых радиальных покрышек послойным способом в две стадии. Собранные невулканизованные покрышки поступают на участок окраски внутренней поверхности и далее на участок вулканизации. Вулканизация покрышек - Вулканизация происходит в форматорах-вулканизаторах при ...

... частями холодильной машины выполнены медными трубами, при сварке соединений использован припой с высоким содержанием серебра. Содержание На главную страницу Содержание 13. Рецепты заготовки и переработки овощей для хранения КАПУСТА Цветная капуста. Хорошо созревшие головки цветной капусты можно сохранить при температуре 0° С и относительной влажности ...
0 комментариев