Могилевский государственный университет продовольствия
Кафедра «Машины и аппараты пищевых производств»
Контрольные работы №1,2по курсу «Взаимозаменяемость, стандартизация и
технические измерения»
студента гр.ХМУЗ-001 г.Могилев
шифр 000100
проверил:
ст.пр. Георгиевский А.Г.
Могилев 2003г.
Задача №1 Расчет калибров для гладких цилиндрических деталей1.1. Исходные данные:
1) номинальный размер: D=d=5; 15; 4.
2) посадка H7/u7; N8/h7; H9/h9.
1.2. По ГОСТ 25347-82 выписываем предельные отклонения для заданных полей допусков отверстия и вала, а также строим схему их расположения.
5 H7 (+0,012) 5 u7 (+0,035)
15 N8 (-0,003) 15 h7 (-0,018)
4 H9 (+0,03) 4 h9 (-0,03)
1.3. Производим расчет калибров для отверстия D=5 Н7 (+0,012).
Определяем наибольший и наименьший предельные размеры:
Dmax=D+ES=5+0,012=5,012мм.
Dmin=D+EY=5+0=5мм.
По табл. ГОСТ 24853-81 для данного квалитета и интервала размеров свыше 3 до 6 мм находим данные для определения размеров необходимых калибров:
Z=0,002 мм – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия;
Y=0,0015 мм – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия;
H=0,0025 мм – допуск на изготовление калибров для отверстия.
Строим схему расположения полей допусков калибров.
По формулам определяем размеры калибров:
1) наибольший размер проходного нового калибра-пробки ПР равен:
Dmin+Z+H/2=5+0,002+0,0025/2=5,003 мм.
2) наибольший размер непроходного калибра-пробки НЕ равен:
Dmax+H/2=5,012+0,0025/2=5,013 мм.
3) предельный размер изношенного калибра-пробки ПР равен:
Dmin-Y=5-0,0015=4,9985 мм.
Производим расчет калибров для отверстий:
D=15 N8 (-0,003) и u H9(+0,03), все данные заносим в табл.1
D=15 N8(-0,003)
Z=0,004 мм.
Y=0,004 мм.
H=0,003 мм.
Dmax=15+(-0,003)=14,997 мм.
Dmin=15+(-0,03)=14,97 мм.
DmaxПР=14,97+0,004+0,003/2=14,9755 мм.
DmaxНЕ=14,997+0,003/2=14,9985 мм.
DmaxПРизнош.=14,97-0,004=14,966 мм.
D= 4 H9 (+0,03)
Z=0,006 мм.
Y=0 мм.
H=0,0025 мм.
Dmax=4+0,03=4,03 мм.
Dmin=4+0=4 мм.
DmaxПР=4+0,006+0,0025/2=4,007 мм.
DmaxНЕ=4,03+0,0025/2=4,031 мм.
DmaxПРизнош.=4-0=4 мм.
Табл.1
| Номинальный размер отверстия | Новые калибры-пробки | Предельный размер изношенного калибра ПР | ||
| Наибольший предельный размер | Предельное отклонение
| |||
| ПР | НЕ | |||
| 5 H7 (+0,012) | 5,003 | 5,013 | 0,0025 | 4,9985 |
| 15 N8 (-0,003) | 14,9755 | 14,9985 | 0,003 | 14,966 |
| 4 H9 (+0,03) | 4,007 | 4,031 | 0,0025 | 4 |
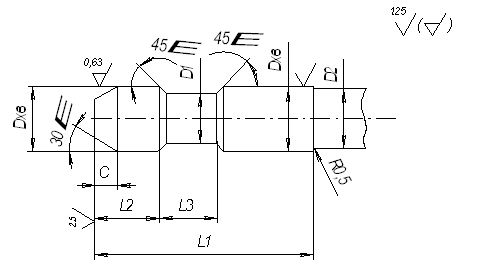
По полученным данным вычерчиваем эскиз калибра-пробки с указанием использованных размеров, шероховатости рабочих поверхностей и маркировки.
1.4. Производим расчет калибров для вала d=5 u7 (+0,035).
Определяем наибольшие предельные размеры вала:
dmax =d+es=5+0,035=5,035 мм.
dmin =d+ei=5+0,023=5,023 мм.
По ГОСТ для данного квалитета и интервала размеров свыше 3 до 6 мы находим данные для определения размеров необходимых калибров и контркалибров:
Z1=0,002 мм – отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия;
Y1=0,0015 мм – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия;
H1=0,0025 мм – допуск на изготовление калибров для вала;
Hp=0,001 мм – допуск на изготовление контрольного калибра для скобы.
Строим схему расположения полей допусков калибров и контркалибров.
Определяем размеры калибров:
1) наименьший размер проходного нового калибра-скобы ПР равен:
dmax-Z1-H1/2=5,035-0,002-0,0025/2=5,0315 мм.
2) наименьший размер непроходного калибра-скобы НЕ равен:
dmin-H1/2=5,023-0,0025/2=5,0215 мм.
3) предельный размер изношенного калибра-скобы ПР равен:
dmax+Y1=5,035+0,0015=5,0365 мм.
Производим расчет калибров-скоб для валов:
d=15 h7 (-0,018) и 4 h9(-0,03)
d=15 h7 (-0,018)
Z1=0,0025 мм.
Y1=0,002 мм.
H1=0,003 мм.
Hp=0,0012 мм.
dmax=15+0=15 мм.
dmin=15+(-0,018)=14,982 мм.
1)15-0,0025-0,003/2=14,996 мм.
2)14,982-0,003/2=14,9805 мм.
3)15+0,002=15,002 мм.
d=4 h9 (-0,03)
Z1=0,006 мм.
Y1=0 мм.
H1=0,004 мм.
Hp=0,0015 мм.
dmax=4+0=4 мм.
dmin=4+(-0,03)=3,97 мм.
1)4-0,006-0,004/2=3,992 мм.
2)3,97-0,004/2=3,968 мм.
3)4+0=4 мм.
| Номинальный размер вала | Новые калибры-скобы | Предельный размер изношенного калибра ПР | ||
| Наименьший предельный размер | Предельное отклонение
| |||
| ПР | НЕ | |||
| 5 u7 (+0,035) | 5,0315 | 5,0215 | 0,0025 | 5,0365 |
| 15 h7 (-0,018) | 15 | 14,982 | 0,003 | |
| 4 h9 (-0,03) | 4 | 3,97 | 0,004 | |
Определяем размеры контркалибров:
d=5 u7
1) наибольший размер гладкой контрольной пробки для проходного калибра скобы К-ПР равен:
dmax-Z1+Hр/2=5,035-0,002+0,001/2=5,0335 мм.
2) наибольший размер гладкой контрольной пробки для непроходного калибра скобы К-НЕ равен:
dmin+Hр/2=5,023+0,001/2=5,0235 мм.
3) наибольший размер гладкой контрольной пробки для контроля износа проходного калибра скобы К-Н равен:
dmax+Y+Н/2=5,035+0,0015+0,0025/2=5,0375 мм.
Для d=15 h7
1)15-0,0025+0,0012/2=14,998 мм.
2)14,982+0,0012/2=14,9825 мм.
3)15+0,002+0,003/2=15,0035мм.
Для d=4 h9
1)4-0,006+0,0015/2=3,9945 мм.
2)3,97+0,0015/2=3,9705 мм.
3)4+0+0,004/2=4,002 мм.
| Номинальный размер вала | Наибольший предельный размер | Предельное отклонение
| ||
| К-ПР | К-НЕ | К-Н | ||
| 5 u7 (+0,035) | 5,0335 | 5,0235 | 5,0375 | 0,001 |
| 15 h7 (-0,018) | 14,998 | 14,9825 | 15,0035 | 0,0012 |
| 4 h9 (-0,03) | 3,9945 | 3,9705 | 4,002 | 0,0015 |
Расчет и выбор посадок деталей под подшипники качения
Исходные данные:
1) номер подшипника – 403;
2) класс точности – 0;
3) радиальная нагрузка, кН – 8;
4) характер нагрузки – нагрузка спокойная;
5) материал корпуса – стальной, разъемный;
6) вращается вал.
По ГОСТ 8338-75 определяем размеры подшипника №403:
d=17мм, D=62мм, B=17мм, r=2,0мм.
Определяем вид нагружения колец подшипника:
а) наружное кольцо – нагружение местное;
б) внутреннее кольцо – нагружение циркуляционное.
Посадку местного нагруженного наружного кольца подшипника в корпус определяем по табл. 4.89 стр.285[13]. При спокойной нагрузке, номинальном диаметре до 80 мм пристальном разъемном корпусе принимаем поле допуска Н7.
Посадку циркуляционно нагруженного внутреннего кольца подшипника определяем по PR –интенсивности радиальной нагрузки по посадочной поверхности согласно формуле 4.25 стр. 283[13]
PR=R/b*Kn*F*FA,
где R – радиальная реакция опоры на подшипник;
R = 8 кН;
b – рабочая ширина посадочного места;
b=B-2*r=17-2*2=13 мм;
B – ширина подшипника;
r- радиус закругления;
Kn – динамический коэффициент посадки;
Kn=1
F – коэффициент, учитывающий ослабление посадочного натяга при полом вале; при сплошном вале
F=1
FA – коэффициент неравномерности распределения нагрузки между рядами роликов в двухрядных конических роликоподшипниках или между сдвоенными шарикоподшипниками при наличии осевой нагрузки А, для нашего случая А=0;
FA=1
тогда PR=8000/13*1*1*1=615 Н/мм.
По табл.4.92 стр 287[13] заданным условиям для вала соответствует поле допуска k6.
По табл. 4.82 стр 273[13] выписываем предельные отклонения для внутреннего кольца подшипника:
Æ 17(-0,008); ES=0 мм; EJ=0,008 мм.
По ГОСТ для поля допуска k6 вала выписываем предельные отклонения:
Æ 17 k6 (-0,001); es=+0,012 мм; ei=+0,001 мм.
Строим схему расположния полей допусков для соединения: внутреннее кольцо подшипника – вал.
По табл. 4.83 стр 276[13] выписываем предельные отклонения для наружного кольца подшипника:
Æ 62(-0,011); es=0,000 мм; ei=-0,011 мм.
По ГОСТ выписываем предельные отклонения для поля допуска Н7 отверстия корпуса подшипника Æ 62 Н7(+0,030), ES=0,030 мм, EJ=0,000 мм.
Строим схему расположения полей допусков для соединения: корпус – наружное кольцо подшипника.
По табл. 4.95 стр 296[13] определяем шероховатость посадочных поверхностей : вала – RQ=1,25 мкм; отверстия корпуса – RQ=1,25 мкм; заплечиков вала – RQ=2,50 мкм.
Отклонение формы посадочных поверхностей под подшипники:
1) допуск цилиндричности – четверть допуска на диаметр посадочной поверхности: вал – не более 0,003 мм; отверстие – не более 0,0075 мм;
2) допуск овальности и конусообразности: вал – не более 0,003 мм; отверстие – не более 0,0075 мм.
Выполняем сборочный и деталировачные чертежи.
Определяем усилие, потребное для заприсовки подшипника на вал по формуле
Рзапр=10*Nmax*fk*fe,
Nmax – наибольший натяг;
Nmax=20 мкм;
fk – фактор сопротивления, зависящий от коэффициента трения, fk=4;
fe=B1-d/d0=17*1-17/28,25=16,4
d – диаметр внутреннего кольца, d=17 мм.;
B – ширина кольца, B=17 мм.;
d0 – приведенный наружный диаметр внутреннего кольца,
d0= d+(D-d)/4=17+(62-17)/4=28,25 мм.
тогда Рзапр=10*20*4*16,4=13120 кг.
Задача №1Расчет допусков на резьбу и резьбовые калибры
Дано: резьба М30 7Н/8g
Основные размеры резьбы (СТ СЭБ 182-75):
- шаг резьбы: Р=3,5 мм;
- номинальный наружнй диаметр: d=D=30,000 мм;
- номинальный средний диаметр: d2=D2=27,727 мм;
- номинальный внутренний диаметр: d1=D1=26,211мм;
Определяем предельные отклонения диаметров резьбы (в мкм)
Болт:
es – верхнее отклонение для d, d1,d2,… - 53;
eid – нижнее отклонение для d… - 723;
eid2 – нижнее отклонение для d2… - 388.
Гайка:
ESD2 – верхнее отклонение для D2…+ 355;
ESD1 – верхнее отклонение для D1…+ 710.
Подсчитываем предельные размеры болта и гайки.
| Болт, мм | Гайка, мм |
| dmax=30-0,053=29,947 dmin=30-0,723=29,277 d2max=27,727-0,053=27,674 d2min=27,727-0,388=27,339 d1max=26,211-0,053=26,158 d1min – не нормируется | Dmax – не нормируется Dmin=30 D2max=27,727+0,355=28,082 D2min=27,727 D1max=26,211+0,710=26,921 D1min=26,211 |
Допуск среднего диаметра.
TD2=D2max-D2min=28,082-27,727=0,355 мм;
Td2=d2max-d2min=27,674-27,339=0,335 мм;
Для контроля наружной резьбы принимаем по ГОСТ 24997-81 (СТ СЭБ 2647-80) калибр-кольцо резьбовой проходной нерегулируемый ПР (1) и калибр-кольцо резьбовой непроходной нерегулируемый НЕ (11).
Резьбу калибр-кольца ПР (1) контролируют калибр-пробкой резьбовым контрольным проходным КПР-ПР (2) и калибр-пробкой резьбовым контрольным непроходным КПР-НЕ (3), а резьбу калибр-кольца НЕ (11) контролируют калибр-пробками резьбовыми контрольными проходными КНЕ-ПР (12) и непроходными КНЕ-НЕ (13).
Износ калибров проверяют калибр-пробкой резьбовой контрольной для проходных калибр-колец К-и (6) и калибр-пробкой резьбовой контрольной для непроходных калибр-колец КИ-НЕ (16).
Для контроля внутренней резьбы принимаем калибр-пробку резьбовой проходной ПР (21) и калибр-пробку резьбовой непроходной НЕ (22).
Калибр-кольцо резьбовой нерегулируемый ПР(1)
Наружный диаметр:
d+esd+Tpl+H/12=30+(-0,053)+0,03+0,253=30,23 мм;
Средний диаметр:
d2+esd2+ZR=27,727+(-0,053)-0,024=27,65 мм;
предельное отклонение ±ТR/2=±0,03/2=±0,015 мм;
Внутренний диаметр:
d1+esd1=26,211+(-0,053)=26,158 мм;
предельное отклонение ±ТR/2=±0,015 мм;
Калибр-кольцо резьбовой непроходной нерегулируемый НЕ (11).
Наружный диаметр:
d+esd+Td2=30+(-0,053)-0,335=29,612 мм;
предельное отклонение ±ТPL=±0,018 мм;
Средний диаметр:
d2+esd2-Td2-TR/2-TCP/2=27,727+(-0,053)-0,335-0,015-0,015/2=27,316 мм;
предельное отклонение ±ТСP/2=±0,0075 мм;
Внутренний диаметр:
d1+esd1-Td2-TR/2-m-H/6=26,211+(-0,053)-0,335-0,015-0,027-0,5=25,281мм;
по канавке или радиусу, не более.
КПР-ПР(2)
Наружный диаметр:
d+esd=30+(-0,053)=29,947 мм;
предельное отклонение ±ТPL=±0,018 мм;
Средний диаметр:
d2+esd2-ZR-m=27,727+(-0,053)-0,02-0,027=27,627 мм;
предельное отклонение ±ТСP/2=±0,0075 мм;
Внутренний диаметр:
d1+esd1-ZR-m-H/6=26,211+(-0,053)-0,02-0,027-0,5=25,611 мм;
КПР-НЕ(3)
Наружный диаметр:
d2+esd2-ZR+ TR/2+2*F1=27,727+(-0,053)-0,02+0,015+2*0,350=28,369 мм;
предельное отклонение ±ТPL/2=±0,009 мм;
Средний диаметр:
d2+esd2-ZR+ TR/2=27,727+(-0,053)-0,02+0,015=27,669 мм;
предельное отклонение ±ТСP/2=±0,0075 мм;
Внутренний диаметр:
d1+esd1-TR/2-H/6=26,211+(-0,053)-0,015-0,5=25,643 мм;
по канавке или радиусу, не более.
КНЕ-ПР(12)
Наружный диаметр:
d+esd=30+(-0,053)=29,947 мм;
предельное отклонение ±ТPL=±0,018 мм;
Средний диаметр:
d2+esd2-Td2-TR/2-m=27,727+(-0,053)-0,335-0,015-0,027=27,297 мм;
предельное отклонение ±ТСP/2=±0,0075 мм;
Внутренний диаметр:
d1+esd1-Td2-TR/2-m-H/6=26,211+(-0,053)-0,335-0,015-0,027-0,5=25,281мм;
по канавке или радиусу, не более.
КНЕ-НЕ(13)
Наружный диаметр:
d+esd-Td2=30+(-0,053)-0,335=29,612 мм;
предельное отклонение ±ТPL=±0,018 мм;
Средний диаметр:
d2+esd2-Td2 =27,727+(-0,053)-0,335=27,339 мм;
предельное отклонение ±ТСP/2=±0,0075 мм;
Внутренний диаметр:
d1+esd1-Td2-H/6=26,211+(-0,053)-0,335-0,5=25,323мм;
по канавке или радиусу, не более.
К-и(6)
Наружный диаметр:
d2+esd2-ZR+WGO+2*F1=27,727+(-0,053)-0,02+0,027+0,7=28,381 мм;
предельное отклонение ±ТPL/2=±0,009 мм;
Средний диаметр:
d2+esd2-ZR+WGO=27,727+(-0,053)-0,02+0,027=27,681 мм;
предельное отклонение ±ТСP/2=±0,0075 мм;
Внутренний диаметр:
d1+esd1-TR/2-H/6=26,211+(-0,053)-0,015-0,5=25,643 мм;
по канавке или радиусу, не более.
КИ-НЕ(16)
Наружный диаметр:
d+esd-Td2-TR/2+WNG=30+(-0,053)-0,335-0,015+0,019=29,616 мм;
предельное отклонение ±ТPL=±0,018 мм;
Средний диаметр:
d2+esd2-Td2-TR/2+WNG=27,727+(-0,053)-0,335-0,015+0,019=27,343 мм;
предельное отклонение ±ТСP/2=±0,0075 мм;
Внутренний диаметр:
d1+esd1-Td2-H/6=26,211+(-0,053)-0,335-0,5=25,323мм;
по канавке или радиусу, не более.
ПР(21)
Наружный диаметр:
D+EID+ZPL=30+0+0,024=30,024 мм;
предельное отклонение ±ТPL=±0,018 мм;
Средний диаметр:
D2+EID2+ZPL=27,727+0+0,024=27,751 мм;
предельное отклонение ±ТPL/2=±0,009 мм;
Предел износа:
D2+EID2+ZPL-WGO =27,727+0+0,024-0,027=27,724 мм;
Внутренний диаметр:
D1+EID1-Н/6 =26,221+0-0,5=26,711 мм;
по канавке или радиусу, не более.
НЕ(22)
Наружный диаметр:
D2+EID2+TD2+TPL/2+2*F1=27,727+0+0,355+0,009+0,7=28,791 мм;
предельное отклонение ±ТPL=±0,018 мм;
Средний диаметр:
D2+EID2+TD2+TPL/2=27,727+0+0,355+0,009=28,091 мм;
предельное отклонение ±ТPL/2=±0,009 мм;
Предел износа:
D2+EID2+TD2+TPL/2-WNG =27,727+0+0,355+0,009-0,019=28,072 мм;
Внутренний диаметр:
D1+EID1-Н/6 =26,221+0-0,5=26,711 мм;
по канавке или радиусу, не более.
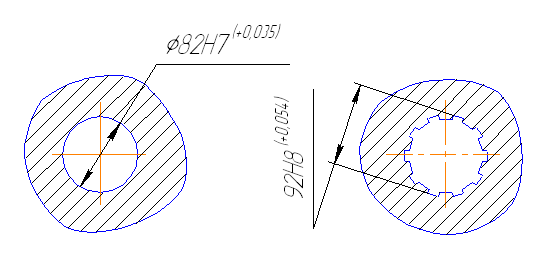
Задача №2Расчет допусков и посадок на прямобочные шлицевые и шпоночные соединения
Шлицевые соединенияШлицевое соединение: d-8 x 32 H7/f7 x 36 H12/a11 x 6 F8/f7.
Центрирование производится по внутреннему диаметру: ГОСТ 1139-80.
Условное обозначение вала:
d-8 x 32f7 x 36a11 x 6f7;
Условное обозначение отверстия:
d-8 x 32H7 x 36H12 x 6F8;
Предельные отклонения:
для отверстия: d=32(+0,025)мм; b=6(+0,01)мм;
для вала: d=32(-0,025)мм; В=6(+0,028)мм.
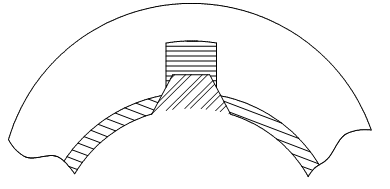
Шпоночные соединения
Для заданного шпоночного соединения:
b x h x l=3 x 3 x 15; t=2,0мм; t=2,5мм; d=10мм.
Вид соединения: плотное.
Согласно ГОСТ для плотного шпоночного соединения назначаем предельные отклонения размера – по
посадке для шпонки – h9 (-0,025),
для паза на валу – P9(-0,006),
длина паза на втулке – P9(-0,006).
Согласно ГОСТ для несопрягаемых размеров шпоночного соединения предельные отклонения будут по посадкам:
высота шпонки (h) – 3 h11;
длина шпонки (l) – 15 h14;
длина паза на валу (l) – 15 H15;
глубина паза на валу – t=2,0+0,1;
глубина паза на втулке – t=2,5+0,1.
Литература1. Взаимозаменяемость, стандартизация и технические измерения: Учебник для вузов/ А.И. Якушев, Л.Н. Воронцов, Н.М. Федотов – 6-е изд. перераб. и дополн. – М.: Машиностроение, 1987, - 352с., ил.
2. Якушев А.И. Взаимозаменяемость, стандартизация и технические измерения. – М.: Машиностроение, 1979, – 343с., ил.
3. Допуски и посадки: Справочник. В 2-х ч./ В.Д. Мягков, М.А. Палей, А.В. Романов, В.А. Врагинский. – 6-е изд. перераб. и дополн. – Л.: Машиностроение. Ленингр. отд-е, 1982, - Ч1 543с., ил.
4. Н.Н. Зябрева, Е.Н. Перельман, М.Я. Шагал. Пособие к решению задач по курсу «Взаимозаменяемость, стандартизация и технические измерения» - М.: Высшая школа, 1977, - 204с., ил.
5. ГОСТ 25347-82. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки.
6. ГОСТ 24853-81. Калибры гладкие для размеров до 500 мм. Допуски.
7. ГОСТ 21401-75. Калибры гладкие для размеров до 500 мм. Допуски.
8. ГОСТ 18358-73…ГОСТ 18319-83. Калибры-скобы для диаметров от 1 до 360 мм. Конструкция и размеры.
9. Справочник контролера машиностроительного завода. Допуски, посадки, линейные измерения./ Виноградов А.Н. и др. Под ред. Якушева А.И. – 3-е изд., перераб. и дополн. – Л.: Машиностроение,1980, – 527с., ил.
10. Справочник по производственному контролю в машиностроении./ Абаджи К.Н. и др. Под ред. Д-ра техн. Наук проф. Кутая А.К. – 3-е изд., перераб. и дополн. – Л.: Машиностроение, 1974, - 676с., ил.
11. Допуски и посадки.: Справочник в 2-х ч. /Мягков В.Д. и др. – 6-е изд., перераб. и дополн. – Л.: Машиностроение, Ленингр. отд-ние, 1982 – 4.1.543с., ил.
12. ГОСТ 520-99. Подшипники шариковые и роликовые. Технические требования.
13. ГОСТ 3325-85. Поля допусков и технические требования к посадочным поверхностям валов и корпусов, посадки.
Похожие работы
... средств технических измерений и контроля. Основной задачей данной курсовой работы является закрепление знаний, полученных в процессе изучения теоретического материала, развитие практических навыков в расчёте посадок, размерных цепей, калибров, выборе средств измерения, а также в работе со справочной литературой и стандартами.Задание 1. Построение схем допусков для трёх посадок. Дано гладкое ...
... цепей, могут быть конструкторскими (выбор размеров и точности звеньев), технологическими (обеспечение заданного зазора при сборке), настроечными (наладка станков), связанными с выполнением технических измерений и другими. Размерные цепи бывают различных видов в зависимости от назначения (конструкторские, технологические, измерительные), характера взаимного расположения звеньев (линейные, угловые, ...
... (v < 3 м/с) , по таблице ГОСТ 1758-81 при Jn.min расч.= 0,02мм=20мкм и R e =107 мм вид сопряжения по боковому зазору – С для которого Jn.min расч.=20 мкм. Таким образом степень точности зубчатого колеса : 8 – 8 – 7 – С ГОСТ 1758-81. Выбор показателей, для контроля зубчатого колеса с () проводится согласно рекомендации по таблицам 2,3,5 ГОСТ 1758-81,а по таблицам 6,8,12,и 22 этого же ГОСТа ...
вается при обеспечении оптимальных элементов конструкций и режимов резания, качественном изготовлении протяжек правильной эксплуатации. При проектировании зуборезных инструментов, помимо решения общих вопросов, связанных с оформлением режущих инструментов, важным моментом является правильное определение и технологическое воспроизводство режущих кромок. Последнее обуславливает точность получения ...
0 комментариев