Навигация
Нормирование точности зубчатой цилиндрической передачи
11892
знака
1
таблица
1
изображение
КУРСОВАЯ РАБОТА
по дисциплине “Нормирование точности и технические измерения“.
Введение
В машиностроении создаются и осваиваются новые системы современных машин для комплексной автоматизации производства, что позволяет выпускать продукцию высокого качества с наименьшими затратами труда.
Большое значение для развития машиностроения имеет организация производства машин и других изделий на основе взаимозаменяемости, создание и применение надежных средств технического контроля. Повышение точности и практичности этих средств, а также снижение себестоимости их изготовления, несомненно, важный шаг в сторону повышения надежности конструкций.
1. Расчет и нормирование точности зубчатой передачи
Исходные данные
Число зубьев колеса z1=80
Число зубьев шестерни z2=45
Модуль: m e =2 мм
Делительный диаметр колеса d1=160мм
Делительный диаметр шестерни d2=90мм
Межосевое расстояние R e =107 мм
Ширина зубчатого венца В=19 мм
Окружная скорость v=2,8 м/с
1.1 Выбор степени точности зубчатого колеса
Степень точности зубчатого колеса определяем в зависимости от окружной скорости v . Назначаем степень точности по норме плавности. При v=2,8 м/с степень точности по норме плавности – 8 по таблице методических указаний 13[2]. Пользуясь рекомендациями ГОСТ 1758-81 по комбинированию степеней точности назначаем степень точности по норме кинематической точности – 8 , по полноте контакта – 7.
1.2 Выбор вида сопряжения по боковому зазору
Боковой зазор – зазор между нерабочими профилями зубьев который необходим для размещения смазки , для компенсации погрешностей при изготовлении и сборке. И компенсации изменения размеров зубьев от температурных деформаций.
В решаемой задаче боковой зазор определяется из условия размещения смазки по выражению:
Jn.min расч= 0,01 m e Jn.min расч=0,01х2=0,02 мм
20мкм < 40мкм = Jn.min т
Так как передача относится к тихоходной (v < 3 м/с) , по таблице ГОСТ 1758-81 при Jn.min расч.= 0,02мм=20мкм и R e =107 мм вид сопряжения по боковому зазору – С для которого Jn.min расч.=20 мкм. Таким образом степень точности зубчатого колеса : 8 – 8 – 7 – С ГОСТ 1758-81.
Выбор показателей, для контроля зубчатого колеса с (![]() ) проводится согласно рекомендации по таблицам 2,3,5 ГОСТ 1758-81,а по таблицам 6,8,12,и 22 этого же ГОСТа назначаем на них допуски.
) проводится согласно рекомендации по таблицам 2,3,5 ГОСТ 1758-81,а по таблицам 6,8,12,и 22 этого же ГОСТа назначаем на них допуски.
Средства для контроля показателей выбираем по таблице [5]. Результаты выбора показателя допуска на них и средств контроля сводим в таблицу 1.
Таблица 1-Показатели и приборы для контроля зубчатого колеса.
| Нормы точности | Наименование и условное обозначение контролируемого параметра | Условное обозначение и численное значение допуска, | Наименование и модель прибора |
| 1 Кинематическая |
| 63 | Прибор для контроля кинематической погрешности БВ-5061 |
| 2 Норма плавности | fptr-отклонение шага | 75 | Эвольвентомер индивидуально-дисковый с устройством для контроля винтовой линии БВ-1089 |
| 3 Норма полноты контакта | Суммарное пятно контакта | По высоте зубьев не менее 15% По длине зубьев не менее 15% | Универсально контрольно обкатный станок |
| 4 Норма бокового зазора | Ecs-наименьшее отклонение средней постоянной хорды зубьев колеса
| 32мкм 110мкм | Зубомер хордовый МЗ-75 |
1.3 Определение параметров зацепления
Se=1.387m=1.387*2=2.774
he=0.747m=1.387*2=1.494
1.4 Определение требований к точности заготовки
Радиальное биение F r =0.1*m=0.1*2=0.2 .
Торцовое биение : Ft=Fтабл· d/100=0.024·160/100=0,0384 мм
d-делительный диаметр
2. Гладкие цилиндрические соединения
2.1 Расчёт и выбор посадок
Исходные данные
Номинальный диаметр соединения d=55мм
Размеры шпонки bxh=16х10
Степень точности по норме кинематической точности – 8
Допуск радиального биения зубчатого венца Fr=63 мкм
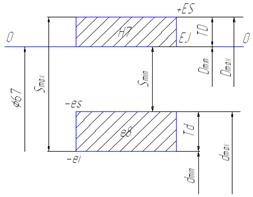
При передаче крутящих моментов с помощью шпонок в соединении вала со ступицей применяется одна из переходных посадок. Которая обеспечивает высокую точность центрирования зубчатого колеса на валу и лёгкую сборку и разборку соединения. Хорошее центрирование зубчатого колеса на валу необходимо для обеспечения высокой кинематической точности передачи, ограничения динамических нагрузок и т.д. Известно, наличие зазора в сопряжении, за счёт одностороннего смещения вала в отверстии, вызывает появление радиального биения зубчатого венца колеса, определяющего кинематическую точность.
В этом случае наибольший допустимый зазор, обеспечивающий первое условие , может быть определён по формуле:
Smax расч.<=Fr/ Kт
где , Кт – коэффициент запаса точности (КТ=2…5);
Fr – допуск радиального биения зубчатого колеса;
принимаем Кт равным 2;
Smax расч.= 45/2=22,5
Лёгкость сборки и разборки соединения определяется наибольшим предельным натягом , величина которого рассчитывается по формуле:
Nmax расч.= Smax расч.× 3-z / 3+z= 22,5 × 3.843 / 2.157=39,9
где , аргумент (z= x / s) отвечающий функции Лапласа
Фо(z)=Р∆-0,5
Р∆ – вероятность получения зазора в соединении, выбирается в зависимости от преобладания требований к одному из условий предъявляемых к соединению. Р∆=0,3 для 8 степени точности, z= –0,84 для 8 степени точности.
Фо(z)=Р∆-0,5=-0,2
Nmax расч.=22,5*![]() =39,9
=39,9
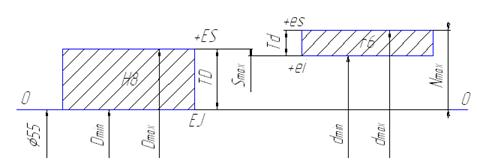
По расчётным значениям Smax расч.=22,5; Nmax расч=39,9 выбираем стандартную посадку, учитывая условия:
Smax расч.≥Smax таб.
Nmax расч≥Nmax таб.
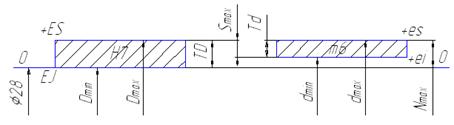
Такой посадкой может быть: Ø 55 Н7/n6,
для которой Nmax таб.=39мкм
Smax таб.=10мкм
Отверстие Ø 55 Н7(+300)
Вал Ø 55 n6(+39+20)
При нормальном шпоночном соединении по стандарту для паза втулки предусмотрено поле допуска IS9;
для паза вала – N9;
для шпонки – h9;
посадка в соединении шпонка – паз втулки — IS9/h9;
посадка в соединении шпонка – паз вала — N9/h9;
По таблицам ГОСТ 25347 – 82 определяем предельные отклонения для пазов вала, втулки и шпонки:
bвт.– 16IS9(-0,021+0,021)
bвала– 16N9(-0,0430)
bшт.– 16h9(-0,0430)
Определяем допуски параллельности и симметричности шпоночных пазов.
Тпар.=0,5Тb=0,5· 0,042=0,021мм
Тсим.=2Тb=2· 0,043=0,086 мм
2.2 Расчёт калибровРасчёт калибров пробок.
Исходные данные:
Отверстие Æ 55H7(0+0,030);
Dmax=55+0,030=55,030 мм;
Dmin=55 мм;
Калибры для контроля отверстий называются пробками. Калибры изготавливаются комплектом из проходного (ПР) и непроходного (НЕ) калибров. При контроле детали калибрами она назначается годной если проходной калибр проходит, а непроходной не проходит через проверяемую поверхность.
Допуски для изготовления калибров нормируются ГОСТ 24853–81.
Для определения предельных и исполнительных размеров пробок из таблицы указанного стандарта выписываем численные значения параметров H, Z, Y.
H=5мкм – допуск на изготовление калибра
Z=4мкм – координата середины поля допуска проходной пробки
Y=3мкм – координата определяющая границу проходной пробки
Определяем предельные и исполнительные размеры пробок:
ПРmax=Dmin+ Z +H/2=55+0.004+0.005/2=55.0065мм
ПРmin=Dmin+ Z –H/2=55+0.004 - 0.005/2=55.0015мм
ПРизм.=Dmin– Y=55- 0.003=29.997мм
НЕmax=Dmax+ H/2=55,030+0.005/2=55,0325мм
НЕmin=Dmax– H/2=55,030-0.005/2=55,0275мм
ПРисп.=ПРmax –H=55.0065-0.005
НЕисп.=НЕmax –H=55,0325-0.005
Расчёт калибров скоб.
Исходные данные:
Вал Æ 55 n6(+20+39)
dmax=55.039мм
dmin=55.020мм
Калибры для контроля валов назначаются скобами которые также как и пробки имеют проходную и непроходную стороны. Для определения предельных и исполнительных размеров скобы из таблицы ГОСТ 24853–81 , выписываем значения
H1=3км;
Z1=4км;
Y1=3мкм;
Hp=2км;
Определяем предельные и исполнительные размеры калибров-скоб:
ПРmax=dmax- Z1 +H1/2=55,039-0.004+0.003/2=55,0365мм
ПРmin=dmax- Z1 –H1/2=55,039-0.004-0.003/2=55,0335 мм
ПРизм.=dmax+ Y1=55,039+ 0.003=55,042 мм
НЕmax=dmin+ H1/2=55,020+0.003/2=55,0215 мм
НЕmin=dmin– H1/2=55,020-0.003/2=55,0185 мм
ПРисп.=ПРmin+H=55,0335+0.004 мм
НЕисп.=НЕmin+H =55,0185+0.004 мм
Похожие работы
... , стандартизации и технических измерений теперь является необходимой составной частью профессиональной подготовки специалистов в области машиностроения и приборостроения. 1. Расчет и нормирования точности червячной передачи 1.1 Выбор степеней точности червячной передачи Исходные данные: Коэффициент диаметра червяка q=6,3 Число зубьев колеса =60; Модуль =6 мм; Делительный диаметр =360 ...
... действия выпускаемых машин и приборов находится в прямой зависимости от точности их изготовления и контроля показателей качества с помощью технических измерений. Точность и ее контроль служит исходной предпосылкой важнейшего свойства совокупности изделий – нормирования. При конструировании применение принципа нормирования ведет к повышению качества и снижению себестоимости конструкции. 1 ...
... Изм. Лист № документа Подпись Дата 2.3. Расчет характеристик посадок подшипника. Подшипниковый узел ведущего вала. К данному узлу шпиндельной головки не предъявлено особых требований к точности, следовательно, выбираем шариковый радиальный однорядный подшипник нулевого класса точности 303. ГОСТ 8338-75 Внутренний диаметр d = ...

... 4. Подшипники качения Исходные данные: радиальная сила ; внутренний диаметр подшипника ; в соединении вращающимся является вал. 1. Для данного соединения можно применить радиальный подшипник средней серии шестого класса точности, например 207, со следующими параметрами: , , , . В рассматриваемом узле вращающимся кольцом является внутреннее, поэтому его посадку на вал производим с натягом, а ...
0 комментариев