СИЛОВОЙ РАСЧЕТ ВОЗДУХОЗАБОРНИКА
Распределение нагрузок по длине и по сечениям воздухозаборника
Распределение аэродинамических нагрузок на внутренней поверхности воздухозаборника
Определение равнодействующих нагрузок по сечениям воздухозаборника от внешних и внутренних аэродинамических нагрузок
Проверка прочности воздухозаборника самолета
Проверка прочности внутреннего канала на внешнее давление
Автоматизация расчета аэродинамических нагрузок
Использование в конструкции воздухозаборника композиционных
Обеспечение чистоты производственного процесса
Навигация
Автоматизация расчета аэродинамических нагрузок
Проектирование мотоустановки среднемагистрального пассажирского самолета
69196
знаков
41
таблица
17
изображений
2.8. Автоматизация расчета аэродинамических нагрузок
воздухозаборника
Для автоматизации трудоемкого расчета нагрузок воздухозаборника разработан алгоритм и программа их расчета реализованная на ПЭВМ IBM-PC/АТ. Программа позволяет производить расчет давлений по длине и сечениям воздухозаборника для расчетных случаев А' и Д'.
Программа написана на языке ФОРТРАН. Исходными данными при вводе являются:
– начальное значение угла j1;
– конечное значение угла j1;
– начальные значения координаты хнач (координаты точек по длине гондолы);
– конечное значение координаты хкон (координаты точек по длине гондолы);
– значение угла b;
– значение угла a;
– значение скоростного напора – q;
– величины составляющих аэродинамических сил по осям координат в центре давления.
В Приложении приведен листинг программы и результаты расчета нагрузок в случаях А' и Д' на мотоустановку Д-436Т.
3. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС СБОРКИ ВОЗДУХОЗАБОРНОГО КАНАЛА СОТОВОЙ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ
3.1. Технологичность конструкции воздухозаборника
Воздухозаборный канал имеет сложную форму оболочки двойной кривизны и представляет собой трехслойную конструкцию, состоящую из металлических обшивок и стеклотканного сотового заполнителя.
Внутренняя перфорированная обшивка состоит из трех частей и соединяется встык через накладки, наружная обшивка – разрезная, соединяется внахлест. Воздухозаборный канал является особо ответственной частью изделия.
3.2. Применяемые материалы и оборудование
Номенклатура основных и вспомогательных материалов, оборудование, оснастка и инструмент приведены в табл. 16–18
Таблица 16
Основные материалы, применяемые при изготовлении конструкции воздухозаборника
| Основные материалы | Оборудование | Инструмент | Артикул |
| 1. Стеклопласт ТССП-Ф-10П | ТУ1-596-259-87 | ||
| 2. Лист из сплава Д19чАМВ-1,8 | ОСТI 90070-72 | ||
| 3. Лист из сплава Д19чАМ-1,2 | ОСТI 90246-77 | ||
| 4. I-й шпанг. - профиль Д16чТ II шпанг. - Д19чАМ-1,5 Д19чАМ-1,2 | ОСТI 90113-86 ОСТI 90246-77 | ||
| 5. Грунтовка ЭП-0234 | ПИ1.2.265-88 | ||
| 6. Пленка клеевая ВКВ-3 | ПИ1.2.264-84 ТУ 596-64-86 | ||
| 7. Пленка клеевая ВК-31 | ТУ6-17-1179-82 |
Таблица 17
Вспомогательные материалы, применяемые при изготовлении конструкции воздухозаборника
| Вспомогательные материалы | Оборудование | Инструмент | Артикул |
| 1. Обезжиривающий состав: – нефрас; – антистатическая присадка "Селбол" | ГОСТ 443-76 ТУ38-105462-72 | ||
| 2. Ацетон | ГОСТ-2603-71 | ||
| 3. Пленка полиамидная высшей категории качест-ва ППН-Т и уплотни-тельный жгут 51Г-27 | ТУ6-19-255-84 ТУ400-1-411-90-84 | ||
| 4. Стеклоткань Т-13 | ГОСТ 19170-73 | ||
| 5. Мешковина | арт. 352 | ||
| 6. Пленка фторопластовая | ТУП-223-69 | ||
| 7. Марля | ГОСТ 9412-77 | ||
| 8. Технические салфетки | ГОСТ 124-010-75 | ||
| 9. Лента лавсановая ЛЛТ-25-100 | ТУ17-РСФСР-44-8401-76 |
Таблица 18
Оборудование, оснастка, инструмент применяемые при изготовлении конструкции воздухозаборника
| Вспомогательные материалы | Оборудование | Инструмент | Артикул |
| 1 | 2 | 3 | 4 |
| 1. Автоклав | типа "Шольц" | ||
| 2. Термопечь | типа ПАП | ||
| 3. Станок электро-эрозионной прошивки | типа СЭП-200 | ||
| 4. Пресс | типа КПК-406 | ||
| 5. Пресс | FEKD-550/1100-45000 или FEKD0550/1100-6500 | ||
| 6. Ножницы роликовые или вибрационные | |||
| 7. Гибочный пресс | |||
| 8. Профилегибочный станок | типа "Пельс", "Цинцинатти" | ||
| 9. Печь | ПГ-4 | ||
| 10. Ванна для обезжиривания | типа ЭТА (ЭТА-6) | ||
| Продолжение табл. 18 | |||
| 1 | 2 | 3 | 4 |
| 11. Лампы инфракрасные | |||
| 12. Станок | типа 4К3-220-550 | ||
| 13. Приспособление для формообразования и скле-ивания сотового запол-нителя между собой | |||
| 14. Приспособление для перфорации клеевой пленки | |||
| 15. Приспособление для сборки внутренней обшивки | |||
| 16. Приспособление для сборки наружной обшив-ки | |||
| 17. Приспособление для сборки и склеивания воздухозаборного канала | |||
| 18. Установка для прорез-ки дренажных пазов в сотовом заполнителе | |||
| 19. Приборы для контроля перфоклеев | дефектоскоп 4АД-3 | ||
| 20. Промышленный холодильник | типа ВС-045-3 | ||
3.3. Технологический процесс сборки обшивок и элементов каркаса
В описание технологического процесса не помещаем формообразование
наружной и перфорированной обшивок, формообразование профилей.
Считаем их готовыми изделиями для дальнейшего техпроцесса изготовления
канала воздухозаборника.
Процесс предварительной сборки обшивок и элементов каркаса показан в табл. 19
Таблица 19
Предварительная сборка обшивок и элементов каркаса
| Наименование и эскиз операции | Оборудо-вание | Инстру-мент | Оснастка |
| 1 | 2 | 3 | 4 |
| 1. Подогнать и провести окончательную обрезку перфорированных обшивок. | Приспо-собление для сбор-ки пер- фориро-ванной обшивки | ручные ножни-цы, резной валик | |
| 2. Собрать на контрольных балках 3 секции перфориров. Обшивок. Допуск неприле-гания перфориров. Обшивок – по приспо-соблению после затяжки контрольных бол-тов ±0,1 мм. | щуп | ||
| 3. Засверлить отверстия под заклепки в перфорированной обшивке по направляю-щим отверстиям накладок. | |||
| 4. Зенковать отверстия со стороны перфо-рированных обшивок под потайные головки заклепок. | |||
| 5. Подогнать и провести обрезку перфори-рованной обшивки под потайные головки заклепок. Наружный контур приспособ-ления для сборки неперфорированных обшивок должен соответствовать наружному контуру воздухозаборника с учетом толщины неперфорированной обшивки. | Приспо-собление для сбор-ки непер-фориро-ванных обшивок | ручные ножни-цы, резино-вый валик | |
| 6. Собрать на контрольных болтах неперфорированную обшивку | |||
| 7. Провести примерку и присверливание сборки по следующим технологиям: а) зафиксировать на приспособлении для сборки воздухозаборника – клепать через тех. профиль (I) перфориров. обшивку (рис. 28) | Приспо-собл. для сборки и склеива-ния воз-духоза-борн. канала – плита |
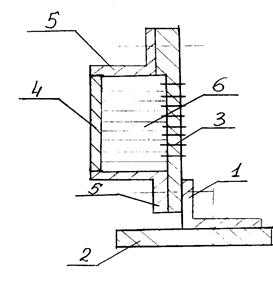
1 – технологический профиль; 2 – приспособление для сборки и склеивания воздухозаборника – плита; 3 – перфорированная обшивка;
4 – неперфорированная обшивка; 5 – упор; 6 – сотовый заполнитель
Рис. 28
Продолжение табл. 19
| 1 | 2 | 3 | 4 |
| б) установить упор (5) для фиксации сото-вого заполнителя и неперфорированной обшивки; в) выставить сотовый заполнитель и секции неперфорированной обшивки; г) стянуть сборку резиновым жгутом и демонтировать упор; д) установить и зафиксировать на контроль-ных болтах профиль (дет. 015, 027, 0101, 029) и технический профиль (17), обеспе-чивающий сохранность геометрических размеров при склеивании (рис. 29). Допуска неприлегания профиля к обшивке после затяжки контрольными болтами ±0,1 мм; е) провести проверку качества подгонки обшивок до их анодирования к сотовому заполнителю по отпечаткам сот на полиэ-тиленовой пленке, полученным путем зап-рессовки изделия в автоклаве с избыточным давлением 0,6¸0,7 атм. при t=165±5 °С в течение 15¸20 мин. Порядок сборки должен соответствовать порядку сборки изделия, указанному в настоящем ДТП; ж) демонтировать сборку |
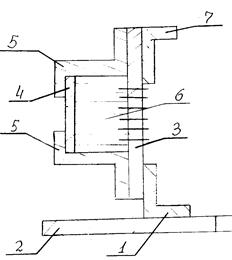
1 – технологический профиль; 2 – приспособление для сборки и склеивания воздухозаборника – плита; 3 – перфорированная обшивка;
4 – неперфорированная обшивка; 5 – профиль (дет. 015, 027, 017, 028);
6 – сотовый заполнитель; 7 – технологический профиль
Рис. 29
Продолжение табл. 19
| 1 | 2 | 3 | 4 |
| 8. Провести хромово-кислотное анодиро-вание обшивок профиля (дет. 015, 027, 017, 029, 023, 025). | ванна хромово-кислот-ного анодир-ования | ||
| 9. Нанести грунтовку ЭП-0234 на поверх-ность свежеанодированных сухих деталей. Допускается разрыв между операциями анодирования и нанесения грунта не более двух часов. Пропустить грунт при t=125_ °C в течение 1 часа. | марка материа-ла: грун-товка ЭП-0234; термо-печь | пульве-ризатор НРУ | ложемен-ты |
| 10. Собрать 3 секции перфорированных обшивок через накладки на контрольных болтах | приспособление для сбор-ки пер-фориров. обшивок | ||
| 11. Провести клепку продольных швов перфорированной обшивки | пресс типа КПК-406 |
Таблица 20
Подготовка сотового заполнителя к склеиванию
| Наименование и эскиз операции | Оборудо-вание | Инстру-мент | Оснастка |
| 1 | 2 | 3 | 4 |
| 1. Разрезать (при необходимости) блоки сотового заполнителя по высоте в размер чертежа с допуском ±0,1 мм | Марка материа-ла: сото-вый за-полни-тель ТССП-Ф-10П; пила мелко-зубая ленточ-ная | Пила мелко-зубая | |
| 2. Провести стыковку панелей сотового заполнителя по продольным и поперечным стыкам согласно рис. 27 и их формо-образование по следующим технологиям |
Схема стыковки панелей сотового заполнителя
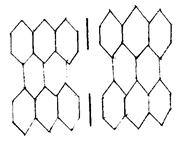
поперечный стык, ВК-31
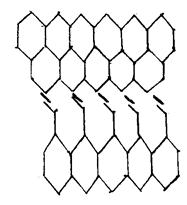
продольный стык
Рис.30
Продолжение табл.. 20
| а) нанести клеевую пленку ВК-31 на одну из склеиваемых граней сотового заполни-теля; | марка: клеевая пленка ВК-31 | фторопластовый зажим |
Продолжение табл.. 20
| б) уложить панели сотового заполнителя на оправку через фторопластовую пленку и отвиклевать стеклолентой; | оправка для формо-образу-ющих сот | ||
| в) установить две термопары на сотовый заполнитель вблизи клеевого шва; | |||
| г) выложить дренажные слои 2–3 слоя мешковины и стеклоткани через фторо-пластовую пленку; | мешко-вина, стекло-ткань Т-13 | ||
| д) установить штуцеры на вакуумные ме-шок: один – для создания вакуума из расчета – 1 штуцер на 1 мм2; один – в центре для контроля давления под мешком; | |||
| е) обклеить сборку вакуумным мешком; | марка: пленка ППИ-Т уплотни-тельный жгут 51Г-27 | ||
| ж) подключить вакуумную линию и создать разрежение 0,1 кгс/см2. Перекрыть вакуум-ную линию и провести контроль геометрич-ности вакуумного мешка. Допускается спад давления под мешком до 0 не менее, чем через 10 мин. Обнаруженные течи устранить. | Вакуумные насос | ||
| з) загрузить оснастку со сборкой в автоклав. Соединить вакуумный мешок с вакуумной системой контроля давления. Соединить ШР термопар; Создать разрежение под мешком 0,1 кгс/см2. Перекрыть вакуумную линию автоклава и провести контроль геометрич-ности мешка. Допускается спад давления под мешком до 0 не менее, чем через 10 мин; | автоклав типа "Шольц" | ||
| и) поддерживая разрежение под мешком 0,1 кгс/см2 создать давление 0,8 кгс/см2, после чего отключить вакуумный насос и плавно соединить мешок с атмосферой; | |||
| к) включить нагрев и довести давление в автоклаве до 1,3–1,5 кгс/см2. Скорость наг-рева клеевого соединения не должна пре-вышать 1 °С/мин |
Продолжение табл.. 20
| л) при достижении температуры в клеевом соединении 175±5 °С выдержать сборку при давлении 1,3–1,5 кгс/см2 в течение 1,5 часа; | |||
| м) охладить сборку под давлением 1,3–1,5 кгс/см2 до температуры 40 °С; | |||
| н) снять давление в автоклаве и выгрузить сборку. Зачистить сотовый заполнитель от затеков клея; | |||
| 3. Прорезать дренажные пазы в сотовом заполнителе согласно чертежу. | Установка для прорезки дренаж-ных пазов | алмазный или вул-канито-вый круг | |
| 4. Провести раскрой клеевой пленки ВК-31 не снимая защитных слоев. | Клеевая пленка ВК-31 | шаблон | |
| 5. Снять защитный бумажный слой и при-катать клеевую пленку ВК-31 незащищен-ной стороной на торцы сотового запол-нителя. | Мягкие ложемен-ты, ролик | ||
| 6. Отперфорировать клеевую пленку ВК-31, не снимая полиэтиленовую пленку, из рас-чета: одно отверстие в центре каждой ячей-ки с отклонением ±1–2 мм. | |||
| 7. Снять второй защитный слой (полиэти-леновую пленку) с клеевой пленки ВК-31. | |||
| 8. Провести термоусадку клеевой пленки ВК-31 с применением инфракрасного нагрева по режиму: – температура 75±5 °С; – выдержать 40–50 сек. | Лампы инфра-красного нагрева | ||
| 9. Защитить полиэтиленовой пленкой тор-цы сотового заполнителя с термоусаженной клеевой пленкой. | |||
| 10. Провести выкладку клеевой пленки ВК-31, ее перфорацию и термоусадку со второй стороны сотового заполнителя, повторив операции п.п. 5–10 настоящего ДТП. |
Таблица 21
Окончательная сборка и склеивание воздухозаборного канала
| Наименование и эскиз операции | Оборудо-вание | Инстру-мент | Оснастка |
| 1 | 2 | 3 | 4 |
Продолжение табл.. 21
| 1. Провести сборку на контрольных болтах склепанной перфорированной обшивки с технологическим профилем (1) и упорам (5) согласно рис. 25. | Приспособление для сбор-ки и склеива-ния воз-духозаборного ка-нала – плита | ||
| 2. Уложить секции подготавливаемого сото-вого заполнителя (с клеем ВК-31) на торцах сотового заполнителя) на перфорированную обшивку. | |||
| 3. Состыковать секции сотового запол-нителя между собой на клеевой пленке ВКВ-3, категорически запрещается производить прирезку сот по обшивке. | Клеевая пленка ВКВ-3 | ||
| 4. Нанести клеевую пленку ВК-31 на перфорированную обшивку по зоне стыка. | |||
| 5. Установить на сотовый заполнитель неперфорированную обшивку и стянуть сборку резиновым жгутом. | |||
| 6. Демонтировать упор и установить про-филь (п. II табл.19) на клеях ВК-31А (под обшивку) и ВКВ-3 (под сотовый заполни-тель). | Клеевые пленки ВК-31А, ВКВ-3 | ||
| 7. Установить две термопары по одной на перфорированную и неперфорированную обшивки вблизи клеевого соединения. | |||
| 8. Подготовить сборку к автоклавному склеиванию и провести склеивание в соответствии с п.п. 2–4 настоящего ДТП. | Автоклав типа "Шольц" | ||
| 9. Провести контроль качества склеивания воздухозаборного канала | Дефектоскоп АД-40И, АД-42И, ИАД-3, контрольный образец | ||
| 10. Демонтировать технологические профи-ли и установить профили (п. II табл. 19). | |||
| 11. Провести клепку канала согласно чертежа. | |||
| 12. Провести клепку продольных стыков неперфорированной обшивки. |
Таблица 22
Контроль
| Наименование и эскиз операции | Оборудо-вание | Инстру-мент | Оснастка |
| 1 | 2 | 3 | 4 |
| 1. Провести приемку воздухозаборного ка-нала в соответствии с чертежами и ТУ на агрегатах. | |||
| 2. Провести неразрушающий контроль в соответствии с п. 9 табл. 20 настоящего директивного технологического процесса. |
0 комментариев