Навигация
Загальний опис технологій, які використовує підприємство для виробництва продукції
75626
знаков
3
таблицы
4
изображения
2.3 Загальний опис технологій, які використовує підприємство для виробництва продукції
Технологія – одна з найважливіших внутрішніх змінних – має більш широке значіння, ніж традиційно вважається. Більшість людей розглядають технологію як щось, пов’язане з винахідництвом і машинами, наприклад, полупровідниками та комп’ютерами. Але соціолог Чарльз Перроу, який багато писав про вплив технології на організацію, описує технологію як засіб перетворення сировини в продукти та послуги.
Л’юіс Дейвіс, який писав про проектування робіт, пропонує широкий опис: “Технологія – це сукупність кваліфікаційних навичок, устаткування, інфраструктури, інструментів та відповідних технічних завдань, необхідних для здійснення бажаних перетворень в матеріалах, інформації або людях”.[6]
Задачі і технологія тісно пов’язані між собою. Виконання задачі включає використання конкретної технології як засоба перетворення матеріалу.
Як і всі машинобудівні підприємства ВАТ “Сумсільмаш” використовує технології, які зводяться до слідуючого: механічна обробка корпусних деталей, обробка валів, механічна обробка шпинделів, обробка зубчастих колес, обробка черв’ячних пар та збір машин.
Нижче приведена коротка характеристика кожної з цих технологій.
Технологія механічної обробки корпусних деталей
До найбільш розповсюджених корпусним деталям відносяться: корпуси редукторів під’ємно - транспортних машин і устаткування, станіни кузнечно – пресового устаткування та металорізальних станків та інші подібні деталі, які характеризуються наявністю площин із заданим роз положенням різних поверхней, отверстій та предназначені для з’єднання та координування взаємного розположення основних вузлів машини.
Обробку корпусних деталей виконують в слідуючому порядку: з початку оброблюють базируючі поверхні та крепіжні отверстія, які можуть бути використані при подальшій установці; далі всі плоскі поверхні і після них – основні отверстія. При цьому для корпусів нежесткої конструкції використовують повторну (перевірочну) обробку базових поверхней після чернової обробки всіх плоскіх поверхней та основних отверстій. Одноразово обробляють дуже жесткі конструкції корпусів при точних методах виконання заготівок.
Кінцеву обробку – шліфування або інші відділочні операції – виконують в тому ж порядку.
Плоскі поверхні корпусів оброблюють на продольно-фрезерних або продольно-строгальних станках. Базові поверхні корпусних деталей невеликих розмірів оброблюють на обирочно-шліфовальних станках з вертикальною оссю вращения. Плоскі поверхні корпусів кінцево оброблюють шліфуванням на плоскошліфувальних станках, тонким строганням широким резцом, тонким фрезеруванням і шабрением.
Основні отверстія корпусних деталей обробляють на універсальних горизонтально-розточних станках або на агрегатних багатошпиндельних станках.
Технологія обробки валів
У конструкціях машин та механизмів основними деталями для передачі обертівного руху та крутячого моменту є вали. Вали виготовляють із сталей високої міцності. Вали з невеликою кількістю ступенів та незначними перепадами диаметрів виготовляють із штучних заготовок, відрізаних від гарячекатного або холоднотянутого прутка, а ті, що мають більш складну конфігурацію з великою кількість ступенів або зі ступенями, які відрізняються по діаметрам, - із заготівок, які виробляють штамповкою, поперечним прокатом або ротаційним обжатієм.
Технологія обробки зубчастих колес
Технологічний процес виготовлення зубчастих колес повинен забезпечувати отримання деталей, які відповідають умовам експлуатації та вимогам точності при мінімальних затратах. Основними факторами, впливаючими на вибір технологічного процесу є: конструкція та розміри зубчастого колеса; вид заготовки та матеріал; вимого до точності та якості термічної обробки колеса; об’єм виробництва.
Технологічний процес виготовлення зубчастих колес можна розділити на два етапи: перший етап – це комплекс операцій, пов’язаних з образованием геометричної форми заготовок зубчастоко колеса до нарізання зубців; другий етап включаєзубонарізання та всі послідуючі процеси, пов’язані з відділкою зубців або відновленням баз відносно нарізанного зубчатоко вінця.
Основна специфіка виготовлення зубчастих колес проявляється на другому етапі; в свою чергу, побудова другого етапу процеса оказує значний вплив на порядок та зміст першого.
Для виготовлення зубчастих колес необхідні заготівки, по формі та розмірам приблизні до форми та розмірів готової деталі. Якість заготовки впливає на технологічний маршрут механічної обробки і її трудоємкість.
Заготовками для стальних зубчастих колес є штамповані поковки та нормальний катаний пруток. Пруткові заготовки поступають на токарні і револьверні станки і багатошпиндельні автомати, де здійснюється попередня чернова обробка з відрізкою штучних заготівок. Циліндричні колеса з наружним діаметром більше 50 мм виготовляють з поковок, отриманих штамповкою на кривошипних ковочно-штампувальних пресах, молотах, горизонтально-ковочних машинах.
Відковані або відштамповані заготовки підвергають термообробці – нормалізації або отжигу – для зняття залишкових напруг та поліпшення їх обробляємості. Після термообробки заготовки заготовки очищають від окаліни дробеструйною обробкою або травленням з послідуючою промивкою в гарячії воді, а потім контролюють твердість, основні розміри, якість поверхні.
Технологія обробки черв’ячних пар
Черв’ячна пара складається з черв’яка і черв’ячного колеса. Черв’ячне колесо виготовляється збірним з двох деталей: венця і ступіци.
Обробка черв’яків у першому етапі технологічного процесу принципіально не відрізняється від виготовлення циліндрічних зубчастих колес. Схема обробки у першому та другому етапах черв’ячних колес така сама як і обробка циліндричних та конічних колес в осевій установці черв’ячного колеса при токарних і зубооброблюючих операціях. другий етап технологічного процесу вироблення черв’яків та черв’ячних колес має свої специфічні особливості, які не зустрічаються в інших видах передач.
Обробка заготовок черв’яків і черв’ячних колес виконується на універсальних токарних і карусельних станках. Для обробки глобоїдних черв’ячних пар ліпше використовувати гідрокопіювальних пристроїв або спеціальних поворотних супортів.
Технологія збирання машинОсновними організаційними формами збирання є стаціонарна та подвижна. На аналізуємому заводі використовується друга форма збирання, при якій збираємий виріб послідовно переміщається по всім збиральним постам, на кожному з яких виконують певні операції.
РОЗДІЛ 3
Дослідження зовнішнього середовища
До цього моменту ми розглядали основні змінні від яких залежить успіх організації, акцентирувавши увагу на факторах, діючих внутрі організації. Однак успіх підприємства рішучим образом залежить також від сил, зовнішних по відношенню до організації та діючих в глобальному зовнішньому середовищі. У сьогоденному складному світі для ефективного виконання управлінських функцій необхідно зрозуміти дію цих зовнішних факторів.
Роль аналізу зовнішнього середовища – це відповідь на три конкретних питання:
1. Де зараз знаходиться організація ?
2. Де повинна знаходитись організація в майбутньому ?
3. Що повинно зробити керівництво, щоб організація перемістилась з того положення, де вона знаходиться зараз, до того положення, де її хоче бачити керівництво ?
При дослідженні впливу зовнішнього середовища на організацію важливо розуміти, що характеристики середовища відмінні, але в той же час пов’язані з її факторами. Характеристики взаємозв’язаності, складності, рухливості та невизначеності описують фактори як прямого, так і непрямого впливу. Ця залежність стане розумілішою при дослідженні основних факторів в середовищі прямого впливу: постачальників, законів, конкурентів споживачів.
3.1 Основні споживачі продукції підприємства
Багато економістів сприймають точку зору відомого спеціаліста по управлінню Пітера Ф. Друкера, відповідно до якої єдина ціль бізнесу – створювати споживача. Під цим розуміється слідуюче: саме виживання та виправдовування існування організації залежіть від її можливості знаходити споживача результатів її діяльності та задовольняти його запити.
Значіння споживача для бізнесу безперечне. Споживачи, вирішуючи, які товари та послуги для них бажані та по якій ціні, визначають для організації практично все, що відноситься до результатів її діяльності. Тим самим необхідність задоволення потреб покупців впливає на взаємодію організації з постачальниками матеріалів.
Той факт, що продукція підприємства ВАТ “Сумсільмаш” має сільськогосподарське направлення робить список її споживачів дуже об’ємним. Організація має споживачів у 19 областях України:
1. Сумська.
2. Полтавська.
3. Вінницька.
4. Чернигівська.
5. Черкаська.
6. Одеська.
7. Тернопільська.
8. Харківська.
9. Запорізька.
10. Ровенська.
11. Днепропетровська.
12. Київська.
13. Житомирська.
14. АРК.
15. Симферополь.
16. Хмельницька.
17. Кировоградська.
18. Волинська.
19. Львівська.
а також у Білгородській області в Росії та Молдавії.
Серед споживачів продукції ВАТ “Сумсільмаш” найбільшу частку займають колгоспи.
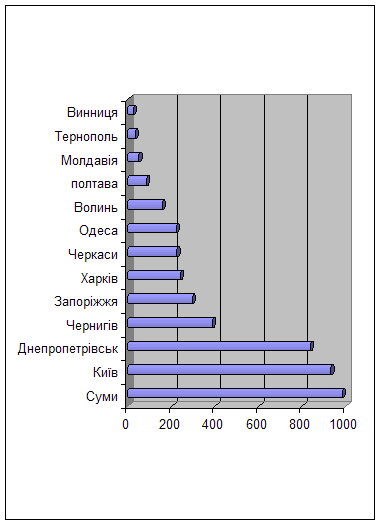
Рис. 3.1. Об’єм споживання продукції по областях в 2001 році, тис. грн.
Як видно з діаграми серед всіх останніх споживачів виділяються три основні: Суми, Київ, Днепропетровськ. Вони складають відповідно 22 %, 21%, 19 %. Перспективними споживачами залишаються Чернигів та Запоріжжя. Серед факторів такого розподілу споживачів треба виділити територіальне розміщення підприємства ВАТ “Сумсільмаш” (Суми), та масштабність областей-споживачів (Київ, Днепропетровськ).
Серед вимог споживачів до продукції підприємства слід виділити високу зносостійкість, низьку ціну та високу якість.
0 комментариев