Патентирование.
Смотреть
термообработку
стали
Нормализация
Наблюдается
после отпуска
в температурном
интервале
250-350є С – это
отпускная
хрупкость I
рода или необратимая
хрупкость
Прочность
Патентирование.
Смотреть
термообработку
стали
Нормализация
Наблюдается
после отпуска
в температурном
интервале
250-350є
С
– это отпускная
хрупкость I
рода или необратимая
хрупкость
Прочность
Навигация
Патентирование. Смотреть термообработку стали
Конспект лекций и ответы на экзаменационные вопросы по предмету Термическая Обработка
191489
знаков
0
таблиц
9
изображений
4. Патентирование. Смотреть термообработку стали.
Отжиг второго рода – термообработка, направленная на получение равновесной структуры в металлах и сплавах, испытывающих фазовые превращения.
При отжиге второго рода нагрев и последующее охлаждение может вызвать как частичную, так и полную замену исходной структуры. Полная замена () в результате двойной перекристаллизации позволяет кардинально изменить строение сплава, уменьшить размер зерна, снять наклеп, устранить внутренние напряжения, т.е. полностью изменить структуру и свойства детали. Отжиг второго рода может быть полным и неполным.
Полный отжиг сопровождается полной перекристаллизацией. При неполном отжиге структурные превращения происходят не полностью, с частичным сохранением исходной фазы. Неполный отжиг применяется в тех случаях, когда можно изменить строение второй фазы, исчезающей и вновь появляющейся при этом виде отжига.
Закалка – это термообработка, направленная на получение в сплаве максимально неравновесной структуры и соответственно аномального уровня свойств. Любая закалка включает в себя нагрев до заданной температуры, выдержку и последующее быстрое резкое охлаждение. В зависимости от вида фазовых превращений, происходящих в сплаве при закалке, различают закалку с полиморфным превращением и закалку без полиморфного превращения.
Закалка с полиморфным превращением. Этот вид закалки применяется для сплавов, в которых один из компонентов имеет полиморфные превращения.
При закалке с полиморфным превращением нагрев металла производится до температуры, при которой происходит смена типа кристаллической решетки в основном компоненте. Образование высокотемпературной полиморфной структуры сопровождается увеличением растворимости легирующих элементов. Последующее резкое охлаждение ведет к обратному изменению типа кристаллической решетки, однако из-за быстрого охлаждения в твердом растворе остается избыточное содержание атомов других компонентов, поэтому после такого охлаждения образуется неравновесная структура. В металле сохраняются внутренние напряжения. Они вызывают резкое изменение свойств, увеличивается прочность, уменьшается пластичность. При быстром охлаждении перестройка кристаллической решетки происходит за счет одновременного смещения целы групп атомов. В результате вместо обычных зерен в металле появляется игольчатая структура, которая называется мартенситом. Неравновесное состояние металла после такого типа закалки является термодинамически неустойчивым. Поэтому, чтобы перевести металл в более устойчивое состояние, получить необходимый уровень внутренних напряжений, а соответственно и необходимые механические свойства, применяют дополнительную термообработку, которую называют отжиг.
Закалка без полиморфного превращения.
Применяется для сплавов, не испытывающих полиморфных превращений, но имеющих ограниченную растворимость одного компонента в другом.
Если сплав, содержащий вторичные фазы, нагреть до температуры выше линии солидус, то увеличение растворимости приведет к растворению вторичных фаз. Если теперь такой твердый раствор быстро охладить, то выделение вторичных фаз образоваться не успеет, т.к. для этого требуется время на прохождение процесса диффузии, образование другой кристаллической решетки, границ раздела между фазами. В результате, при нормальной температуре пересыщенный метастабильный твердый раствор содержит избыток второго компонента. Такое изменение структуры изменяет свойства сплава, прочность может, как увеличиться, так и уменьшиться, а пластичность, как правило, увеличивается. Состояние металла после такой закалки является термодинамически неустойчивым. Самопроизвольно или под влиянием предварительного нагрева метастабильный твердый раствор начинает распадаться с выделением вторичной фазы, т.е. αмα+βІІ. Этот процесс называется старением. Таким образом, старение – это термообработка, которая проводится после закалки без полиморфного превращения, направленная на получение в сплаве более равновесной структуры и заданного уровня свойств.
Отпуск.
Отпуск – термообработка, направленная на уменьшение внутренних напряжений в сплавах после закалки с полиморфным превращением. Образование вторичных фаз после закалки с полиморфным превращением всегда сопровождается резким увеличением внутренних. Соответственно максимально увеличиваются прочность и твердость, до минимума падает пластичность. Чтобы получить необходимое соотношение прочности и пластичности, такой сплав после закалки подвергают дополнительной термообработке: отпуску. Нагрев вызывает уменьшение концентрации легирующих элементов в твердом растворе и выделение вторичных фаз.
После закалки без полиморфного превращения сплав имеет структуру пересыщенного твердого раствора. Такое состояние сплава – нестабильное и с течением времени начинает меняться. Пересыщенный твердый раствор распадается с выделением из него мелких включений вторичной фазы. Этот процесс проходит в несколько стадий:
На первой стадии в кристаллической решетке твердого раствора появляются зоны, обогащенные атомами второго компонента. С течением времени эти зоны увеличиваются.
На второй стадии концентрация атомов второго компонента достигает величины, соответствующей по концентрации выделения вторичной фазы.
Наступает третья стадия, т.е. формирование в этих зонах промежуточной кристаллической решетки, которая отличается то решетки твердого раствора и от решетки вторичной фазы.
На четвертой стадии увеличение концентрации второго компонента приводит к образованию окончательной кристаллической решетки вторичной фазы и образованию границы раздела между твердым раствором и вторичной фазой. Так как процесс распада твердого раствора основан, прежде всего, на диффузионных процессах, то он в значительной степени зависти от температуры. Чем выше температура, тем быстрее идет процесс распада. Если температура нормальная, то процесс распада называется естественным старением, а если температура повышенная, то - искусственным старением. В результате, после старения структура сплава представляет собой зерна твердого раствора равновесного химического состава, с равномерно распределенным по объему, огромным количеством мелких выделений вторичной фазы. Эти выделения, располагаясь на плоскостях скольжения, препятствуют перемещению дислокаций, требуют увеличение скалывающего напряжения. Соответственно, прочность и твердость сплава увеличиваются.
Химико-термическая обработка (ХТО).
Это одновременное воздействие на металл химической среды, тепла с целью направленного изменения состава и свойств поверхности детали. Различные виды ХТО направлены либо на повышение коррозионной стойкости, либо прочности и твердости, износостойких, антифрикционных свойств. Изменяя состав химической среды, можно в одних и тех же деталях получать различные свойства.
Термомеханическая обработка.
Это сочетание пластической деформации, упрочняющей термообработки, причем образующийся в результате деформации наклеп сохраняется и влияет на фазовые превращения, происходящие при термообработке.
Такое комплексное воздействие на металл позволяет получить уровень свойств в металле более высокий, чем можно получить после деформации или после термообработки в отдельности.
Термообработка сталей.
Критические точки в диаграмме FE-C.
Это температурные точки фазовых превращений. Их обычно принято обозначать буквами Ас и Аr.
Ас – точка соответствует нагреву, температура увеличивается.
Аr – точка соответствует охлаждению, температура уменьшается.
1) Точка АС1 – первая критическая точка (линия PSK). Температура равновесная, равная 727 С. На этой линии идет реакция перехода П А.
2) Точка АС2 =768 С. Переход железа из магнитного в парамагнитное состояние.
3) Точка АС3 (линия GS), в зависимости от химического состава, температура меняется от 911 до 727 С. Превращение: Ф А.
4) Точка АС4 (линия NY), температура 1400 С и выше. Превращение: А S –феррит. Выше этой точки стараются не нагревать.
5) Точка Асm (линия SE) А+Ц А
Нагрев и охлаждение.
Процесс термообработки стали, в любом случае, включает в себя нагрев и охлаждение, при этом происходят структурные и фазовые превращения. Эти превращения принято разделять на четыре основных вида:
П А при повышении температуры;
А П при уменьшении температуры;
А М при закалке (температура значительно уменьшается, быстрое охлаждение);
М П при отпуске (температура увеличивается).
По прохождении этих процессов при редких вариантах термообработки зависит окончательная структура сталей а, следовательно, свойства деталей.
Первое основное превращение в стали:
П А (температура увеличивается)
Первое основное превращение происходит, практически, при всех видах отжига и закалки в процессе нагрева стали. Превращение перлита в аустенит начинается при нагреве стали выше первой критической точки АС1. При этом зерна (Ф+Ц) в перлитном зерне взаимодействуют между собой и образуется зародыш зерна аустенита: Ф+ЦА
Так как поверхности раздела между ферритом и цементитом в зерне перлита очень много, то в начальный момент времени возникает огромное количество зародышей аустенита. Начальное зерно аустенита всегда очень мелкое. Увеличение температуры нагрева вызывает постепенный рост зерна аустенита. Чем выше температура, тем крупнее зерно.
Одновременно с ростом зерна аустенита происходит растворение крупных включений цементита и выравнивание содержания углерода по сечению деталей.
Рост зерна аустенита в различных сталях идет по-разному. Если увеличение температуры вызывает медленный рост зерна, чем больше температура, тем больше зерно, то такую сталь называют наследственно крупнозернистой. Если же увеличение температуры вызывает рост зерна только при нагреве до температуры 950-1000 С, то такую сталь называют наследственно мелкозернистой.
Крупнозернистая сталь – это кипящая, т.е. раскаленная Mg и C.
В структуре этой стали нет никаких включений, сдерживающих границы зерен. Поэтому зерно в такой стали увеличивается пропорционально росту температуры.
Наследственно мелкозернистая сталь – это спокойная сталь, она раскалена Al.
FeO + Al Fe + Al2O3
Мелкое включение окиси Al сдерживает границы зерен от перемещения при нагреве до температур до 950 С, но дальнейший рост температуры вызывает резкий рост зерна и его размер может даже превысить размер зерна в крупнозернистой стали. Для того чтобы определить, к какому типу относится данная сталь, проводят испытания на стандартную пробу, т.е. нагревают сталь до температуры 930 С и держат 8 часов. Если зерно увеличилось, то сталь крупнозернистая, если не увеличилось, то сталь мелкозернистая.
Размер зерна аустенита является очень важной характеристикой. Чем крупнее зерно аустенита, тем соответственно будет крупнее зерно перлита или мартенсита, образующиеся после отжига или закалки. Крупное же зерно всегда нежелательно, т.к. снижает ударную вязкость стали.
Второе основное превращение: А П (температура уменьшается) Это превращение происходит при медленном охлаждении стали, т.е. в процессе отжига. Начинается оно образованием первых зародышей цементита на границе зерна аустенита при понижении температуры ниже точки А1. Если зерно А было крупным, соответственно крупным будет и зерно П. Если охлаждение идет медленно, то диффузия углерода успевает пройти на большее расстояние, соответственно образуется зерно перлита и цементита большой толщины. Если охлаждение идет быстро, то диффузия пройти не успевает, образуются тонкие пластины Ф и Ц, структура перлита будет мелкодисперсной, от которой зависти твердость стали. Чем крупнее перлитные пластины, тем меньше твердость и наоборот. Поэтому, при медленном охлаждении твердость стали всегда получится меньше.Изотермическая диаграмма распада.
Четвертое превращение М П.
Структура закаленной стали, то есть М является т/д неустойчивой. Это объясняется, во-первых чрезмерным количеством с в твердом растворе. Во-вторых, большим количеством внутренних дефектов кристаллического строения, в-третьих наличием остаточного аустенита. Однако, самопроизвольно при нормальной температуре сталь не может перейти в более устойчивое состояние, так как для перестройки структуры требуется дополнительная энергия. Распад неустойчивой структуры возможен лишь при повышении температуры. Такая перестройка начинается начиная с небольшого нагревания до 1000 и заканчивается при достижении температурой т. А1 (то есть 7000). Условно процесс перестройки температуры можно разбить на три стадии:
При нагреве до 2000С. В этом интервале температур из М закалки выделяется избыток углерода в виде мельчайших выделений цементита Fe3C. В результат внутреннее напряжение в мартенсите уменьшается, и такой мартенсит называют мартенситом отпуска. Выделение из мартенсита цементита сопровождается уменьшением объема стали.
200-4000С. При этих температурах продолжается превращение мартенсита закалки в мартенсит отпуска при уменьшении объема и одновременно с этим остаточный аустенит, который сохранился в закаленной стали, превращается в мартенсит закалки. Этот процесс идет с увеличением объема стали. Если остаточного аустенита много, то это увеличение объема можно компенсировать. Изменение объема связано с переходом мартенсита закалки в мартенсит отпуска.
400-6000С. При этих температурах мартенсит отпуска распадается на смесь феррита и цементита Мотп Ф+Ц. Чем выше температура, тем больше размер образовавшихся зерен феррита и цементита. Кроме того, меняется и форма цементитных включений. В отличии от пластинчатой формы, которая образуется при распаде аустенита в момент перехода его в перлит, при превращении мартенсита в перлит частицы цементита округлые, то есть сферические. В результате такого изменения структуры меняется вязкость стали. Чем мельче частицы цементита и чем они более круглые, тем выше вязкость. Размер округлых включений цементита зависит только от температуры, чем выше температура, тем включений больше, но одновременно с увеличением размера включений уменьшается и твердость и вязкость стали.
Практика термообработки сталей.
При изготовлении деталей для изменения структуры и свойств стали применяют различные операции термообработки. К ним относят отжиг, закалку и отпуск.
Отжиг сталей.
Отжиг – это термообработка, направленная на уменьшение прочности и твердости и повышение пластичности стали. Температура отжига определяется его назначением и зависит от содержания углерода.
Для доэвтектоидной и заэвтектоидной сталей применяют различные виды отжига. Это объясняется разным назначением сталей.
Отжиг доэвтектоидной стали.
Для доэвтектоидной стали можно применять как отжиг 1 рода, так и отжиг 2 рода. Из отжигов 1 рода для стали применяют отжиг на рекристаллизацию (применяют для малоуглеродистой стали, то есть содержании с менее от 0,25%). Эта сталь предназначена для холодной штамповки. При деформации в ней возникает упрочнение, то есть наклеп, который снимается отжигом на рекристаллизацию.
Рекристаллизационный отжиг проходит при температурах 6800С, время отжига 4-12 часов.
Отжиг на снятие внутренних напряжений. Этот вид отжига применяется для устранения внутренних напряжений, которые возникают в процессах резки, сварки, шлифования. Снятие внутренних напряжений происходит за счет процессов возврата. Продолжительность и температура такого отжига зависит от вида напряжений, от размеров деталей, химического состава стали (до 6000С), 2-12 часов. Большинство конструкционных деталей изготавливается из средне- и высокоуглеродистых сталей. Температура рекристаллизационного отжига таких сталей практически совпадает с температурой т. А1, поэтому в большинстве случаев для изменения структуры и свойств стали применяют отжиг 2 рода.
Для доэвтектоидной стали в основном применяют полный отжиг. При таком отжиге происходит полная смена структуры стали, что позволяет устранить все дефекты, вызванные холодной деформацией, сваркой, резкой и так далее. Отжиг 2 рода для доэвтектоидной стали принято разделять на 4 вида:
полный отжиг
изотермический отжиг
нормализация
патентирование
Полный отжиг
Производится с нагревом стали до температуры, превышающей точку А3 с последующим медленным охлаждением вместе с речью. Медленное охлаждение вызывает полное равновесное превращение АФ + П. В результате получается максимально возможная пластичность, минимальная твердость и прочность и полное снятие внутренних напряжений. Если внутренние направления не имеют значения то после охлаждения с печью до 5000, дальнейшее охлаждение можно вести на воздухе. Полный отжиг применяют для устранения дефектов структуры, вызванных литьем, холодной деформацией, сваркой.
Основной недостаток полного отжига – это его большая продолжительность, возможная неравномерность зеренного строения в центре и на поверхности крупногабаритных изделий, вызванная неодинаковой скоростью охлаждения.
Изотермический отжиг.При изотермическом отжиге, заготовки, нагреваются до температуры выше т. А3 быстро охлаждают на 100є С ниже точки А1, затем помещают в печь и при этой температуре выдерживают до полного превращения АП.
Так как превращение АП идет при постоянной температуре и во всем объеме детали одновременно, такой способ отжига позволяет получить равномерную структуру по всему объему детали. Такой вид отжига применяется для крупногабаритных деталей ответственного назначения.
Нормализация.Нормализацией называют отжиг с охлаждением детали на свободном воздухе.
Условия охлаждения при нормализации позволяют получить более мелкое зерно, по сравнению с обычным отжигом. Уменьшение размера зерна вызывает увеличение прочности и твердости, при некотором снижении пластичности. Особенно это заметно на деталях, содержащих 0,3-0,6%С. Прочность и твердость таких сталей при нормализации имеет промежуточное значение между твердостью, полученной после отжига и твердостью, полученной при закалке, поэтому нормализация таких сталей является основным видом термообработки.
Для малоуглеродистых сталей свойства после отжига и после нормализации практически совпадают, поэтому для малоуглеродистых сталей отжиг всегда заменяют на нормализацию. Нормализацию применяют и как окончательный вид термообработки и как промежуточный, например, между операциями холодной деформации для снятия наклепа или перед обработкой резанием для уменьшения твердости.
Патентирование.Это особый вид отжига, который применяется для изготовления высокопрочной проволоки.
Низкая температура превращения позволяет получить равномерную мелкую структуру. Такая структура называется троостит. После отжига сталь подвергают холодной деформации, волочению. В результате мелкой структуры и наклепа позволяют получить металл прочностью 2000-5000 Мпа.
Отжиг заэвтектоидной стали.
1. Отжиг на сфероинизацию является неполным, поэтому при нагреве полного растворения цементитных включений не происходит. В процессе охлаждения оставшиеся включений цементита при распаде аустенита. В результате форма включений цементита меняется. Из бывшей пластинчатой она превращается в округлую сферическую. Поэтому такой отжиг называется сфероинизирующим. Изменение формы включений цементита позволяет повышать вязкость стали; облегчает процесс обработки резанием. Такая структура стали является идеальной перед закалкой. Для ускорения процесса сфероинизации иногда применяют отжиг с циклированием температуры на 20-30є С выше или ниже точки А1. Такой отжиг называют маятниковым.
При нагреве стали происходит растворение краев цементитных пластин, при охлаждении же цементит выделяется равномерно по всей поверхности. Поэтому при таком виде отжиге процессе сфероинизации идет быстрее.
Похожие работы
... осуществлять трудовую деятельность более эффективно, творчески, а также способствует выходу личности на новые уровни своего развития. 1.2 Педагогические подходы к реализации программы профессиональной подготовки заливщиков металла Учебные занятия, как правило, проводятся в виде лекций, консультаций, семинаров, практических занятий, лабораторных работ, контрольных и самостоятельных работ, ...
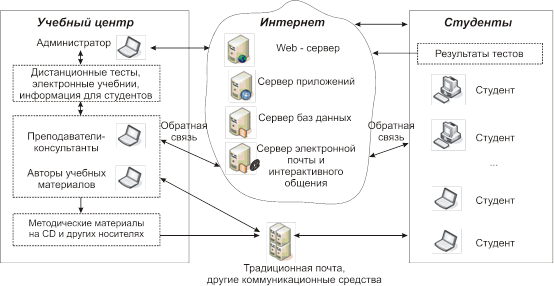

... в помещении представлена на рисунке 4.1 Рисунок 4.1 - Схема размещения светильников в аудитории № 209. Заключение В работе проведено исследование использования программ дистанционного обучения для подготовки учебно-методической документации, описаны их положительные стороны и выявлены основные проблемы. В результате проведенного исследования разработано web-приложение "R@Learning ...
0 комментариев