Навигация
20. ПРИМЕНЕНИЕ ЗАЩИТНЫХ СРЕД
 Способ защиты магниевых сплавов с помощью флюсов отличается простотой и надежностью, но имеет ряд недостатков: флюс окисляется, комкуется и твердеет, пленка флюса нарушается и теряет свои защитные свойства. При зачерпывании сплава пленка флюса может попасть в отливку, что создает опасность флюсовой коррозии, в результате чего стойкость отливок снижается.
Способ защиты магниевых сплавов с помощью флюсов отличается простотой и надежностью, но имеет ряд недостатков: флюс окисляется, комкуется и твердеет, пленка флюса нарушается и теряет свои защитные свойства. При зачерпывании сплава пленка флюса может попасть в отливку, что создает опасность флюсовой коррозии, в результате чего стойкость отливок снижается.
 Выделяющийся хлор, пары и пыль от флюсов вызывают также коррозию литейного оборудования.
Выделяющийся хлор, пары и пыль от флюсов вызывают также коррозию литейного оборудования.
 В последнее время появляется повышенный интерес к применению газообразных сред для защиты от окисления и загорания расплава, т. е, к внедрению бесфлюсовой плавки магниевых сплавов.
В последнее время появляется повышенный интерес к применению газообразных сред для защиты от окисления и загорания расплава, т. е, к внедрению бесфлюсовой плавки магниевых сплавов.
Для создания защитной атмосферы на практике применяют. углекислый газ, аргон, сернистый ангидрид.
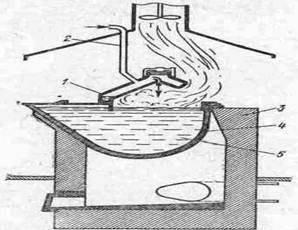
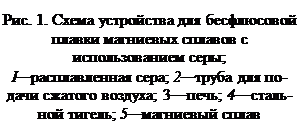
 На рис. 1 приведена схема устройства для бесфлюсовой плавки магниевых сплавов с использованием порошкообразной серы, из которой при сгорании образуется сернистый ангидрид, На рис. 2 аналогичное устройство предусматривает возможность бесфлюсовой плавки магниевых сплавов путем защиты зеркала сплава непосредственно струёй сернистого ангидрида.
На рис. 1 приведена схема устройства для бесфлюсовой плавки магниевых сплавов с использованием порошкообразной серы, из которой при сгорании образуется сернистый ангидрид, На рис. 2 аналогичное устройство предусматривает возможность бесфлюсовой плавки магниевых сплавов путем защиты зеркала сплава непосредственно струёй сернистого ангидрида.
Наиболее действенным средством защиты является шестифтористая сера SF6 (элегаз) -тяжелый газ, неядовитый, без цвета и запаха, не горит и не поддерживает горения. Нетоксичность элегаза является существенным, преимуществом по сравнению с сернистым ангидридом,
Защитное действие элегаза основано на взаимодействии с расплавом, в результате чего образуется непроницаемая поверхностная пленка фторидов магния, обладающая способностью мгновенно восстанавливаться даже после многократного удаления.
3. ПЛАВКА МАГНИЕВЫХ СПЛАВОВ
Для плавки магниевых сплавов применяют тигельные печи с выемным или стационарным тиглем вместимостью 200-450 кг или отражательные печи большой вместимости. При этом после расплавления всей шихты сплав переливают в тигельные раздаточные печи, в которых производится его рафинирование.
В разогретый тигель или печь загружают небольшое количество размолотого флюса и около половины всего количества магния, поверхность которого также засыпается флюсом. После расплавления первой порции магния постепенно загружают остальное количество магния. Затем, когда расплавится весь магний, в сплав при температуре 680-700 °С вводят предварительно мелко раздробленную лигатуру алюминий-марганец.
Марганец в магниевые сплавы вводят при температуре 850 °С в виде смеси металлического марганца или хлористого марганца О флюсом ВИЗ (см. табл. 2). Затем в тигель постепенно загружают возврат. В течение всего процесса плавки поверхность сплава должна быть покрыта слоем флюса ВИЗ.
Цинк присаживается в конце плавки при температуре расплава 700-720 °С. При той же температуре в сплав присаживается бериллий в виде лигатур магний - бериллий или марганец-алюминий-бериллий или в виде фторбериллата натрия NaBeF4. Лигатуры, содержащие бериллий, вводят в сплав до рафинирования, а фторбериллат натрия - во время рафинирования.
Церий, являясь компонентом некоторых новых магниевых сплавов, входит в состав мишметалла, имеющего следующий состав (%): 45-55 церия, до 20 лантана, 15 железа, остальное- редкоземельные элементы первой группы. При расчете шихты учитывают суммарное содержание всех редкоземельных элементов. Мишметалл добавляют в расплав после рафинирования при помощи железного сетчатого стакана, погружаемого на глубину 70-100 мм от зеркала сплава.
Цирконий вводят в сплав в виде фторцирконата натрия Na2ZrFe при температуре 850-900 °С.
Если в магниевый сплав необходимо ввести значительное количество циркония, как, например, в новый теплопрочный литейный сплав МЛ12, содержащий 4-5% Zn, 0,6-1,1% Zr, остальное- магний, приходится пользоваться так называемой шлак-лигатурой, Для приготовления шлак-лигатуры используют шихту следующего состава, %: 50 фторцирконата калия; 25 карналлита; 25 магния. Шлак-лигатуру приготавливают одновременно в двух тиглях. В одном тигле расплавляют карналлит и после прекращения бурления при температуре 750-800 °С замешивают фторцирконат калия до получения однородной расплавленной массы. Затем в эту смесь вливают расплавленный в другом тигле магний, нагретый до 680-750 °С. Полученная шлак-лигатура содержит 25-50% циркония.
Заключительной стадией плавки любого магниевого сплава является обработка его в жидком состоянии с целью рафинирования, а также модифицирования структуры. Рафинирование магниевого сплава проводят после введения всех легирующих добавок и доведения температуры расплава до 700-720 °С. Лишь в случае обработки магниевого сплава фторбериллатом натрия температура нагрева сплава перед рафинированием повышается до 750-760 °С. Обычно рафинирование производят путем перемешивания сплава железной ложкой или шумовкой в течение 3-6 мин; при этом поверхность расплава посыпают размолотым флюсом ВИЗ. Перемешивание начинают с верхних слоев сплава, затем ложку постепенно опускают вниз, не доходя до дна примерно на 1/2 высоты тигля. Рафинирование считается законченным, когда поверхность сплава приобретает блестящий, зеркальный вид. По окончании рафинирования с поверхности сплава счищают флюс, а зеркало сплава вновь покрывают ровным слоем свежей порции размолотого флюса ВИЗ. Затем магниевые сплавы, кроме сплавов МЛ4, МЛ5 и МЛ6, нагревают до 750-780 °С и выдерживают при этой температуре в течение 10-15 мин.
Магниевые сплавы марок МЛ4, МЛ5 и МЛ6 перед разливкой подвергают модифицированию. После снятия с поверхности сплава загрязнений, образовавшихся при модифицировании, и после засыпки поверхности расплава свежей порцией флюса эти сплавы выдерживают, при этом температура понижается до 650-700 °С, затем производят заливку форм.
В ходе плавки тщательно наблюдают за состоянием поверхности жидкого сплава. Если сплав начинает гореть, его необходимо засыпать порошкообразным флюсом при помощи пневматического флюсораспылителя.
Похожие работы





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
... утепляют или разогревают. Принцип направленного затвердевания, осознанный и сформулированный при освоении производства отливок из алюминиевых и магниевых сплавов, сейчас совершенно обязателен для получения качественных отливок из любых сплавов. Разработка научных основ плавки сплавов цветных металлов, их кристаллизации, освоение технологии получения фасонных отливок и слитков является заслугой ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
... турбин, из которого следует, что для никелевых сплавов повышение рабочих температур и напряжений связывается с применением литейных сплавов с равноосной и направленной структурой. Повышение жаропрочности достигается усложнением химического состава сплава, увеличением содержания упрочняющей γ-фазы (рис.8). Для работах лопаток энергетических газотурбинных установок разработаны деформируемые ...
0 комментариев