Министерство образования и науки Украины
Запорожский национальный технический университет
Кафедра ОТСП
ОТЧЕТ ПО НАУЧНО-ИССЛЕДОВАТЕЛЬСКОЙ РАБОТЕ СТУДЕНТОВ
Улучшение качественных характеристик металла шва за счет повышения чистоты шихтовых материалов
Выполнил:
ст. гр. ИФ-329 П.Ю. Горбань
Руководитель:
проф. В.С. Попов
Принял:
доц. В.А. Гук
2002
содержание
Содержание......................................................................................................... 2
Введение.............................................................................................................. 3
1. Исследование структуры и свойств наплавленного металла........................ 4
1.1 Исследование химического состава наплавленного металла...................... 4
1.2 Исследование неметаллических включений в металле шва........................ 6
1.3 Механические свойства наплавленного металла......................................... 6
Заключение.......................................................................................................... 8
Перечень ссылок................................................................................................. 9
Введение
В современных условиях производства машин, агрегатов и металлоконструкций самого различного назначения сварка, как метод получения неразъемных соединений, остается ведущим технологическим процессом.
Эксплуатационная надежность сварных швов и стабильность их физико-механических свойств зависят от качества и постоянства состава исходного сырья, используемого для изготовления электродов. Для получения высоких свойств наплавленного металла промышленностью выпускается сварочная проволока с достаточно низким содержанием газов, серы, фосфора и других вредных примесей. По специальному заказу изготавливают проволоку из стали, выплавленной в вакуумно-индукционных печах, подвергнутой электрошлаковому или вакуумно-дуговому переплаву [1].
Получение металла шва с минимально возможным содержанием кислорода и оксидных включений достигается путем одновременного раскисления металла алюминием, титаном, кремнием и марганцем, вводимыми в покрытие в виде ферросплавов [2]. Однако содержание кислорода и оксидных включений при этом остается еще достаточно высоким [3]. Для снижения содержания кислорода в металле шва и с целью влияния на процесс зарождения включений, их форму, дисперсность и состав, обычно используются сильные раскислители и модификаторы – церий, цирконий, иттрий, барий, кальций [3,4,5,6]. Применение таких активных элементов в покрытии сварочных электродов усложняет технологический процесс подготовки шихты. Операции дробления, смешивания и пассивирования компонентов сопровождается большой потерей этих элементов на окисление [7].
Во многих отраслях промышленности при изготовлении ответственных деталей из низколегированных сталей применяются электроды с основным покрытием типа УОНИ-13. Сварочные электроды с фтористо-кальциевым покрытием имеют существенные преимущества перед всеми другими при сварке конструкций ответственного назначения [1]. Электроды типа УОНИ-13 характеризуются более низким содержанием газов в наплавленном металле по сравнению с электродами других видов, малая окислительная способность покрытий обеспечивает более полный переход легирующих элементов в металл сварочного шва.
В наплавленном металле наблюдается и прирост примесей цветных металлов, серы и фосфора, по сравнению содержанием в проволоке, за счет перехода их из обмазки электрода. Это обусловлено тем, что в некоторых ферросплавах, используемых в качестве составляющих покрытия, содержание серы и фосфора в 1.5¸5.0 раз больше, чем в сварочной проволоке [8]. Доля таких компонентов в покрытиях электродов обычно составляет 15¸30 %. В работе [9] установлено, что при наплавке электродами фтористо-кальциевого типа в шлак переходит фосфора 0.001¸0.002 %, серы 0.0013¸0.004% по отношению к массе расплавленного стержня. Следовательно, гарантировано низкое содержания серы и фосфора в металле сварного шва возможно лишь за счет снижения концентрации этих примесей в компонентах покрытия электродов. В состав электродных покрытий фтористо-кальциевого типа в основном входит ферротитан, ферромарганец и ферросилиций. Причем наибольшую долю из них занимает ферротитан до 15%. Поэтому газонасыщенность ферротитана и содержание в нем таких примесей как сера, фосфор и цветные металлы существенно влияют на свойства металла сварных швов [2]. Для улучшения свойств сварных швов необходимо использовать в сварочных электородах ферротитан высокого качества с низким содержанием газов и примесей цветных металлов. Следовательно, актуальной задачей материаловедения и сварки является разработка материалов и технологий, позволяющих улучшить структуру и свойства наплавленного металла за счет улучшения качества сварочных электродов.
В связи с выше изложенным для улучшения структуры и свойств наплавленного металла, предложено, при изготовлении электродов типа УОНИ-13 использовать комплексную лигатуру, полученную сплавлением электрошлаковым способом отходов титана с серийными ферросплавами, с использованием эффекта рафинирования активными шлаками.
1. Исследование структуры и свойств наплавленного металлаДля исследования влияния состава ферротитана на свойства наплавленного металла были изготовлены три партии электродов УОНИ 13/55 с различными по составу и способу производства ферросплавами:
партия А – по рецептуре с использованием алюминотермического ферротитана ФТи30А и ферросплавов промышленного производства.
партия Б – по рецептуре А с заменой ферротитана алюминотермического способа производства ФТи35А на ферротитан электрошлаковой выплавки ФТШ45.
партия В – по рецептуре А с заменой всех ферросплавов промышленного производства на 12% опытного комплексно-легированного ферротитана К-2.
Пассивирование сплава К-2 производили в муфельной печи при температуре 350° С в течение 30 мин. Исследование технологического процесса приготовления обмазочной массы и нанесения ее методом опрессовки для всех трех партий электродов, а также процесса возбуждения и горения дуги показало, что каких либо различий в технологичности при изготовлении и наплавке металла между электродами партий А, Б и В не наблюдается [10].
1.1 Исследование химического состава наплавленного металлаХимический состав металла, наплавленного электродами с покрытиями, содержащими ферротитан разного способа производства, имеет некоторые различия [9] (табл. 1.1, 1.2.).
Таблица 1.1 – Химический состав наплавленного металла
| Партия электродов | Массовая доля элементов, % | ||||
| С | Si | Mn | S | P | |
| А | 0,09 | 0,05 | 1,0 | 0,020 | 0,020 |
| Б | 0,10 | 0,030 | 0,80 | 0,020 | 0,022 |
| В | 0,09 | 0,035 | 1,0 | 0,014 | 0,016 |
| Паспортный состав | 0,08-0,11 | 0,2-0,5 | 0,6-1,2 | £0,022 | £0,024 |
Как видно из приведенной таблицы, химический состав металла, наплавленного электродами всех исследованных в работе партий, соответствует требованиям паспорта электродов УОНИ 13/55. Более низкое содержание Si и Mn в металле, наплавленном электродами партии Б и В получено в результате большего вовлечения этих элементов в реакции раскисления металлической ванны, при меньших содержаниях Аl в покрытии электродов партии Б и В (0,14%) в сравнении с покрытием А (0,96%). Более высокая концентрация Si, Mn и Тi в металле партии В в сравнении с Б свидетельствует о меньших потерях этих элементов на поверхностное окисление в процессе изготовления электродов при использовании сплава К-2. В металле, наплавленном электродами партии В, содержится наименьшее количество примесей S и P, что является следствием применения комплексно-легированного ферротитана К-2, при получении которого методом ЭШВ использовались отходы титана, содержащие малое количество этих примесей, а промышленные ферросплавы ФМн1 и ФС 45 были рафинированы по S и P высокоосновным флюсом в процессе выплавки.
При этом, в наплавленном металле снижается не только количество S и P, газов (О и N), а также и примесей цветных металлов [8] (табл.1.2).
Таблица 1.2 – Содержание газов и примесей цветных металлов в наплавленном металле
| Партия электродов | Массовая доля элементов, % | ||||
| O | N | Ti | Cu | Sn | |
| А | 0,050 | 0,0073 | 0,011 | 0,1 | 0,01 |
| Б | 0,046 | 0,0062 | 0,018 | 0,08 | 0,005 |
| В | 0,040 | 0,0065 | 0,020 | 0.08 | 0,005 |
При производстве ферротитана и комплексно-легированного ферротитана методом ЭШВ используются отходы Тi в виде листовой обрези, содержащие низкое количество газов (О и N), С и примесей цветных металлов без использования вторичного А1, что полностью исключает возможность их внесения. Поэтому содержание примесей Cu и Sn в металле, наплавленном электродами партии Б и В ниже, чем электродами А.
Количество кислорода в металле, наплавленном электродами партии В, наиболее низкое. Это свидетельствует о более полном раскислении металла шва при использовании в покрытии В комплексно-легированного ферротитана К-2.
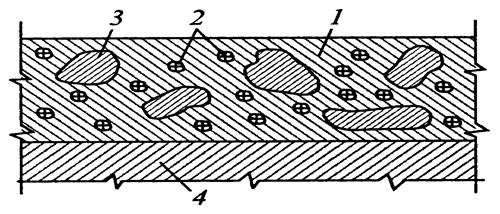
1.2 Исследование неметаллических включений в металле шваИспользование ферротитана ЭШВ в покрытии сварочных электродов позволило снизить в наплавленном металле содержание газов, примесей и неметаллических включений.
Результаты оценки загрязненности неметаллическими включениями металла, наплавленного опытными электродами приведены в табл. 1.3.
Таблица 1.3 – Содержание оксидных включений в наплавленном металле
| Массовая доля оксидных включений, % | ||||
| Партия | Общее | Удельная доля в общем количестве, % | ||
| электродов | Количество | Al2O3 | SiO2 | Сложные оксиды (Si-Ti-Mn-Fe)·O |
| А | 0,052 | 44,5 | 35,5 | 20,0 |
| Б | 0,043 | 28,8 | 20,5 | 51,5 |
| В | 0,030 | 20,5 | 16,0 | 63,5 |
| Проволока Св.-08, Св-08Г2С [2] | 0,005-0,015 | 59,11 | 33,14 | 7,75 |
Как видно из приведенных в таблице данных, в наплавленном металле электродов партии Б и В существенно снижено общее количество неметаллических включений. В металле, наплавленном электродами В, содержащем только один ферросплав в виде комплексно-легированного ферротитана, полученного методом ЭШВ, общее количество неметаллических включений снижено более чем на 40% в сравнении с металлом электродов А, при использовании алюминотермического ферротитана и раздельным введением в покрытие других раскислителей – ферромарганца и ферросилиция. При этом, количество тугоплавких включений с Al2O3 более чем в два меньше, чем в металле, наплавленном электродами А. В таких же пределах уменьшено содержание стекловидных силикатов. В металле партии Б и В отсутствуют крупные экзогенные частицы тиалита и перовскита, характерных для ферротитана алюмотермического способа производства. При снижении общего количества включений несколько возрастает удельная доля силикатов сложного состава с гетерогенной микроструктурой. Преимущественное формирование силикатов сложного состава и меньшее содержание кислорода в металле, наплавленном электродами В, при равном исходном количестве раскислителей в покрытии этих электродов, свидетельствует о более полном и интенсивном процессе удаления продуктов реакции раскисления при использовании комплексно-легированного ферротитана [5].
1.3 Механические свойства наплавленного металлаРезультаты исследования механических свойств металла, наплавленного опытными электродами, представлены в табл. 1.4.
Таблица 1.4 – Механические свойства металла сварного шва, наплавленного опытными электродами
| Значения механических свойств по ГОСТ 6996 -75 | ||||
| Партия электродов | Временное сопротивление разрыву sВ, МПа | Предел текучести sТ, МПа | Относительное удлинение d, % | Ударная вязкость KCU,Дж/см2 |
| А | 505-545 | 400-420 | 23-27 | 155-205 |
| Б | 520-560 | 400-440 | 26-28 | 175-220 |
| В | 540-565 | 420-450 | 27-30 | 210-240 |
| Типичные значения для УОНИ 13/55 [5] | 510-570 | 390-440 | 24-28 | 156-245 |
| Паспортные данные УОНИ13/55 | ³ 490 | ³ 390 | ³ 20 | ³ 160 |
| Требования ГОСТ 9467-75 к типу электродов Э50А | ³ 490 | — | ³ 20 | ³ 130 |
Механические свойства и химический состав наплавленного металла всех партий электродов соответствует требованиям ГОСТ 9467-75. При этом, пластичность металла наплавленными электродами партий Б и В выше чем А. Использование в покрытии электродов более чистого по примесям и неметалличским включениям ферротитана электрошлаковой выплавки ФТШ 45 позволило повысить на 7% средние значения относительного удлинения и на 9% ударной вязкости в сравнении с электродами партии А. При замене всех ферросплавов покрытия электродов на комплексно-легированный ферротитан электрошлаковой выплавки К-2 средние значения относительного удлинения увеличены на 12%, а ударной вязкости на 18% в сравнении с электродами партии А, и на 8 и 9% соответственно для средних типичных значений электродов УОНИ 13/55. Таким образом проявилось более низкое содержанием газов, S и P, а также примесей цветных металлов в наплавленном металле электродами В, по сравнению с А и электродами промышленного изготовления с использованием ферротитана алюминотермического способа производства. Присутствие в металле, наплавленном электродами партии А, значительного количества тугоплавких включений неблагоприятной формы и силикатных стекол вызывает снижение ударной вязкости металла по сравнению с металлом электродов Б и В. Это связано с тем, что тугоплавкие оксиды Al угловатой, неправильной формы выполняют роль больших концентраторов напряжений по сравнению с округлыми (глобулярными) включениями силикатов в металле, наплавленном электродами Б и В [9,10].
заключение1. Применение в составе покрытия электродов основного типа ферротитана электрошлаковой выплавки, а также комплексных Ti-Mn-Si – содержащих ферросплавов, полученных методом электрошлакового переплава отходов титана, стали и промышленных ферросплавов (ферромарганца и ферросилиция) позволяет получить наплавленный металл с более высокими пластическими свойствами.
2. Использование в покрытии сварочных электродов основного типа УОНИ13/55 ферротитана ЭШВ позволяет снизить в наплавленном металле содержание оксидов алюминия на 30-40%, при снижении содержания примесей цветных металлов до 20%.
3. Использование комплексно легированного ферротитана, полученного методом ЭШВ в составе обмазки электродов УОНИ 13/55 обеспечивает также большую степень раскисления наплавленного металла при меньших потерях элементов раскислителей. Содержание S и Р при этом снижено на 30 и 20% соответственно. Массовая доля включений в наплавленном металле в виде оксидов уменьшена на 20%, при снижении примесей цветных металлов Cu и Sn до 20%. Снижено более чем на 40% содержание мелкодисперсных включений корунда. Все это в комплексе, позволило повысить ударную вязкость на 15% и относительное удлинение наплавленного металла на 20%.
Таким образом, для повышения чистоты наплавленного металла по неметаллическим включениям, улучшения пластических свойств наплавленного металла целесообразно использовать в составе обмазки сварочных электродов основного типа комплексных титан содержащих лигатур-раскислителей, полученных методом электрошлаковой выплавки.
перечень ссылок
1. Заке И.А. Сварка разнородных сталей: Справочное пособие. - Л. : Машиностроение, 1973.-208с.
2. Богачевский А.А. Повышение качества металла шва путем введения в покрытие синтетического волластанина и цериевой лигатуры. // Сварочное производство. - 1993. - №4. - с.8.
3. Справочник по сварке / под ред. Е.В. Соколова. Т.1. - М. : Машиностроение, 1962. - 657с.
4. Походня И.К. Газы в сварных швах. - М. : Машиностроение, 1973.-256с.
5. Кабацкий В.И., Приволов Н.Т., Макаренко В.Д. Особенности влияния комплексных лигатур на содержание газов в наплавленном металле при сварке электродами с основным покрытием // Сварочное производство. - 1986. - №12. - С. 4-5.
6. Лунев В.В., Шульте Ю.А. Применение комплексных лигатур с РЗМ и ЩЗМ для улучшения свойств литых и деформированных сталей. // Влияние комплексного раскислителя на свойства сталей. - М. : Металлургия, 1982. - с.32-50.
7. Степанова В.В. Повышение качества марганцовистых и хромомарганцовистых сталей для отливок и поковок. Дис. на соиск. Ученой степени КТН. - Запорожье ЗГТУ. - 1996.
8. Газы и примеси в ферросплавах / М.И. Гасик, В.С. Игнатьев, С.И.Хитрик. - М. : Металлургия, 1970. - 152с.
9. Букин А.А., Кохан С.В. Прогнозирование содержания S и P в металле, наплавленном покрытыми электродами // Автоматическая сварка. - 1988. -№2. - с.27.
10. Кабацкий В.И., Приволов Н.Т., Макаренко В.Д. Особенности влияния комплексных лигатур на содержание газов в наплавленном металле при сварке электродами с основным покрытием // Сварочное производство. - 1986. - №12. - С. 4-5.
Похожие работы
... установки «ковш-печь» и с 20 плавок до 40 плавок при эксплуатации ковшей на установке «ковш-печь». Проведение реконструкции и технического перевооружения сталеплавильного производства имеет целью снижение общих производственных издержек производства стали, что окажет позитивное влияние на экономические показатели комбината, а также создаст предпосылки для производства импортозаменяющей продукции. ...
... Основным критерием, характеризующим состояние поверхности металла, является электродный потенциал. Обычно возможность применения анодной защиты для конкретного металла или сплава определяют методом снятия анодных поляризационных кривых. При этом получают следующие данные: а) потенциал коррозии металла в исследуемом растворе; б) протяженность области устойчивой пассивности; в) плотность тока в ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...





... ? 25. В чем сущность биохимических, фотохимических, радиационно-химических, плазмохимических процессов? Указать области их применения. 26. Какие основные группы физических процессов используют в системах технологий? 27. Дать определение машиностроению как комплексной области. Какова структура машиностроительного предприятия? 28. Раскрыть сущность понятий «изделие», «деталь», «сборочная единица ...
0 комментариев