На тему
Черные металлы в конструкциях РЭС
Студента 2-го курса
Факультета РТС
Группы РК-1-01
Якушев Николай.
Преподователь:
Ахмадьярова Д.И.
1. Понятие черных металлов.
В понятие черных металлов входят все металлические материалы содержащие железо: стали, чугуны и др.
Черным металлам характерны такие свойства как тепло- и электропроводность, кристаллическая структура, магнитные свойства (производятся специальные трансформаторные стали, ферриты и др.)
3.
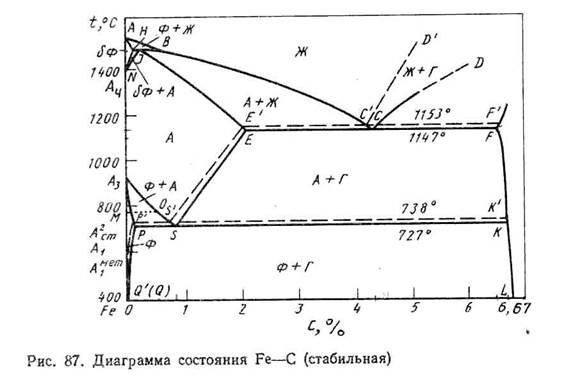 |
Диаграмма Железо-Графит.
Образование стабильной фазы графита в чугуне может происходить в результате непосредственного выделения его из жидкого раствора или вследствие распада предварительно образовавшегося цементита.
Процесс образования в чугуне (стали) графита называют графитизацией.
Диаграмма состояния стабильного равновесия показана на рис.87 (штриховые линии соответствуют выделению графита, а сплошные – выделению цементита).
В стабильной системе при температурах, соответствующих линии C'D', кристаллизуется первичный графит. При температуре 1153 град С (линия E'C'F') образуется графитная эвтектика: аустенит + графит.
По линии E'S' выделяется вторичный графит, а при температуре 738 град С (линия P'S'K') образуется эвтектоид, состоящий из феррита и графита.
Вероятность образования в жидкой фазе метастабильного цементита, содержащего 6,67% С, значительно больше, чем графита, состоящего только из атомов углерода. Графит образуется при очень малой скорости охлаждения, когда степень переохлаждения жидкой фазы невелика.
Ускоренное охлаждение частично или полностью останавливает кристаллизацию графита и способствует образованию цементита. При охлаждении жидкого чугуна ниже 1147 град С образуется цементит.
В жидком чугуне присутствуют различные включения (графит, SiO2 ,Al2O3 и др.). Эти частицы облегчают образование и рост графитных зародышей. При наличии готовых зародышей процесс образования графита может протекать и при температурах, лежащих ниже 1147 град С. Этому же способствует легирование чугуна Si, который вызывает процесс графитизации.
При последующем медленном охлаждении возможно выделение графита из аустенита и образование эвтектоидного графита в интервале 738-727 град С.
4. Виды термообработки.
Упрочнению термической обработкой подвергаются до 8-10% общей выплавки стали в стране. В машиностроении объем термического передела составляет до 40% стали, потребляемой этой отраслью.
Основными видами термической обработки являются отжиг, нормализация, закалка и отпуск.
Отжиг первого рода в зависимости от исходного состояния стали и температуры его выполнения может включать процессы гомогенизации, рекристаллизации, снижения твердости и снятия остаточных напряжений. Характерная особенность этого вида отжига в том, что указанные процессы происходят независимо от того, протекают ли в сплавах при этой обработке фазовые превращения или нет. Поэтому отжиг первого рода можно проводить при температурах выше и ниже температур фазовых превращений (критических точек А1 и А2 на рис. 87)
Высокий отпуск. После горячей механической обработки сталь чаще имеет мелкое зерно и удовлетворительную микроструктуру, поэтому не требуется фазовой перекристаллизации (отжига). Но в следствии ускоренного охлаждения после прокатки или другой горячей обработки легированные стали имеют неравновесную структуру – сорбит, троостит, буйнит или мартенсит – и, как следствие этого высокую твердость. Для снижения твердости сортовой прокат подвергают высокому отпуску при 650 – 700 гр С (несколько ниже точки А1) в течение 3 – 15 часов и последующему охлаждению. При нагреве до указанных температур происходит распад мартенсита и/или бейнита, коагуляция и сфероидизация карбидов в итоге
снижается твердость. Углеродистые стали подвергают высокому отпуску в тех случаях, когда они предназначаются для обработки резанием, холодной высадке или волочения.
Отжиг для снятия остаточных напряжений. Этот вид отжига применяют для отливок, сварных изделий, деталей после обработки резанием и др., в которых в процессе предшествующих технологических операций из-за неравномерного охлаждения, неоднородной пластической деформации и т. п. возникли остаточные напряжения.
Отжиг второго рода заключается в нагреве стали до температур выше точек Ас1 или Ас3, выдержке и, как правило, последующем медленном охлаждении. В процессе нагрева и охлаждения протекают фазовые превращения, определяющие структуру и свойства стали. После отжига сталь имеет низкую твердость и прочность при высокой пластичности. В большинстве случаев отжиг является подготовительной термической обработкой; отжигу подвергают отливки, поковки, сортовой и фасонный прокат, трубы, горячекатаные листы и т. д.
5. Кодирование черных металлов.
Углеродистые конструкционные стали.
Стали обыкновенного качества (ГОСТ 380 – 88). Углеродистую сталь обыкновенного качества изготовляют следующих марок:
Марка Ст0 Ст1 Ст2 Ст3 Ст4 Ст5 Ст6С, % 0,23 0,06- 0,09- 0,14- 0,18- 0,28- 0,28
0,12 0,15 0,22 0,27 0,37 0,49
Mn,% ---- 0,25- 0,25 0,3- 0,4- 0,5- 0,5
0,5 0,5 0,65 0,7 0,8 0,8
Буквы <<Ст>> в марке стали обозначают <<сталь>>, цифры – условный номер марки (с увеличением номера возрастает содержание углерода), кроме того, ГОСТ предусматривает стали с повышенным содержанием марганца (0,8-1,1%) – Ст3Гпс, Ст3Гсп, Ст5Гпс.
В зависимости от условий и степени раскисления различают стали:
1. спокойные "сп" (Ст1сп, Ст2сп и тд.);
2. полуспокойные "пс" (Ст1пс, Ст2пс и тд.);
3. кипящие "кп" (Ст1кп, Ст2кп и тд.).
Стали обыкновенного качества, особенно кипящие , наиболее дешовые. В процессе выплавки они наименее очищаются от вредных примесей. Массовая доля серы должна быть не более 0,05%, фосфора не более 0,04%, а азота не более 0,08%.
С повышением условного номера марки стали возрастает предел прочности и текучести и снижается пластичность.
Качественные углеродистые стали. Эти стали (ГОСТ 1050-74) выплавляют с соблюдением более строгих условий в отношеняи состава шихты и ведения плавки и разливки. К ним предъявляют более высокие требования по химическому составу и структуре.
Качественные углеродистые стали маркируют цифрами 08, 10, 15, 20, …, 85, которые указывают среднее содержание углерода в сотых долях процента.
Низкоуглеродистые стали (содержание углерода не более 0,25%) 05кп, 08, 07кп, 10, 10кп обладают невысокой прочностью и высокой пластичностью. Эти стали без термической обработки применяют для малонагруженных деталей. Тонколистовую, холоднокатаную сталь используют для холодной штамповки изделий.
Среднеуглеродистые стали (0,3-0,5% С) 30,35,40,45,50,55 применяют после нормализации, улучшения и поверхностной закалки для самых разнообразных деталей во всех отраслях машиностроения.
Стали с высоким содержанием углерода (0,6-0,85 % С) 60, 65,70, 80,85 обладают повышенной прочностью, износостойкостью и упругими свойствами; применяют их после закалки и отпуска и поверхностной закалки для деталей, работающих в условиях трения при наличии высоких статических вибрационных нагрузок.
6. Влияние легирующих элементов.
Влияние кремния и марганца. Содержание кремния в углеродистой, хорошо раскисленной стали в качестве примеси обычно не превышает 0,37%, а марганца – 0,8%. Кремний, дегазируя металл, повышает плотность слитка. Кремний, остающийся после раскисления в твердом растворе, сильно повышает предел текучести. Это снижает способность стали к вытяжке и особенно к холодной высадке. В связи с этим в сталях, предназначенных для холодной штамповки и холодной высадки, содержание кремния должно быть сниженным.Марганец заметно повышает прочность, практически не снижая пластичности и резко уменьшая красноломкость стали, т.е. хрупкость при высоких температурах, вызванную влиянием серы.
Легирование хромистой стали ванадием 0.1 – 0.2% улучшает механические свойства, такие стали менее склонны к перегреву.
Содержание малибдена в стали повышает ее термоустойчивость.
Примеси титана в стали повышает ее прочностные характеристики.
Примеси алюминия - влияют на магнитные свойства.
7. Применение черных металлов в РЭС.
В РЭС технологической переработке подвергают металлические материалы в виде:
- листа для изготовления шасси, панелей, кожухов, корпусов, отражателей антенн;
- прута для изготовления для изготовления деталей стаканчатой формы, винтов, гаек, заклепок и др.
- профильного проката для изготовления этажерок, рам, направляющих, каркасов, ферм, консолей и т.д.
- проката трубчатой формы для изготовления волноводных каналов
- порошков для изготовления деталей небольших размеров: вкладышей, экранов, шайб, деталей коробчатой формы, магнитов.
- Чушки для изготовления различных деталей литьем: радиаторов, волноводных каналов, деталей коробчатой формы.
По химическому составу металлические материалы делят на черные и цветные. Черные металлические материалы – это железо и его сплавы. Для конструкционных деталей используют сплавы на основе железа. Они делятся на стали (содержание С менее 2,14%) и твердые сплавы.
- сталь углеродистая общего назначения для изготовления заклепок, крепежа, ручек, рычагов, элементов замка, штырей, шпилек;
- сталь углеродистая качественная конструкционная для изготовления заклепок, крепежа, деталей коробчатой формы получаемых глубокой вытяжкой;
- сталь рессорно-пружинная для изготовления пружинных деталей;
- сталь легированная конструкционная для изготовления зубчатых колес, крепежа, пружин, валов, осей, втулок;
- сталь рессорно-пружинная легированная для изготовления высококачественных пружин;
- сталь повышенной и высокой обрабатываемости резанием для изготовления болтов, гаек, осей, валиков, шпилек;
- сталь подшипниковая для изготовления элементов подшипников и деталей повышенной износоустойчивости, например, элементов осей, петель, подвижных втулок;
- сплавы специального назначения: коррозионные, быстрорежущие, термостойкие и др.
В РЭС не применяют чугуны так как они тяжелые и очень хрупкие. Сплавы из цветных металлов дороги, и как самые дешевые и распространенные применяют сплавы на основе железа.
Похожие работы
... УЛПМ-901. 11 Визуальный контроль качества сборки при увеличении 2,5. ГГ6366У/012. Маршрутная карта на техпроцесс изготовления печатной платы приведена в приложении. 8 ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ ДИПЛОМНОГО ПРОЕКТА 8.1 Характеристика изделия «Модуль управления временными параметрами». Обоснование объема производства и расчетного периода Модуль управления временными параметрами – ...
... с программным управлением, в которых рабочий цикл станков автоматизирован. При этом сверление и зенкование отверстий производят одновременно специальным комбинированным сверлом-зенкером. 4. Обработка деталей РЭС на станках фрезерной группы На фрезерных станках обрабатывают плоскости и криволинейные поверхности деталей, не являющихся телами вращения, пазы, шпоночные канавки; изготавливают ...
... . Подставляя значение Н в (8.6), получим м. Округляем значение до L = 0,135 м. Полученные значения размеров ЛП соответствуют размерам корпуса блока управления электромеханическим замком, полученным в результате компоновочного расчета 9 Мероприятия по защите от коррозии, влаги, электрического удара, электромагнитных полей и ...

... : ¾ температура, °С +25±10; ¾ относительная влажность воздуха, % 45...80; ¾ атмосферное давление, мм рт. ст. 630...800. Так как блок интерфейсных адаптеров предназначен для работы в нормальных условиях, в качестве номинальных значений климатических факторов указанные выше принимают нормальные значения ...
0 комментариев