Навигация
Воздушный разъединитель, предназначен для отключения всей электропечной установки от линии высокого напряжения во время
49163
знака
0
таблиц
0
изображений
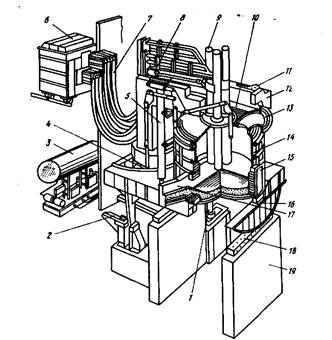
1. Воздушный разъединитель, предназначен для отключения всей электропечной установки от линии высокого напряжения во время
2. Главный автоматический выключатель, служит для отключения под нагрузкой электрической цепи, по которой протекает ток высокого напряжения. При неплотной укладке шихты в печи в начале плавки, когда шихта еще холодная, дуги горят неустойчиво, происходят обва лы шихты и возникают короткие замыкания между электродами. При этом си ла тока резко возрастает. Это приводит к большим перегрузкам трансформатора, который может выйти из строя. Когда сила тока превысит установленный предел, выключатель авто матически отключает установку, для чего имеется реле максимальной силы тока.
3. Печной трансформатор необходим для преобразования высокого напряжения в низкое (с 6—10 кВ до 100—800 В). Обмотки высокого и низкого напряжения и магнитопроводы, на которых они помещены, располагаются в баке с маслом, служащим для охлаждения обмоток. Охлаждение создается принудительным перекачиванием масла из трансформаторного кожуха в бак теплообменника, в котором масло охлаждается водой. Трансформатор устанавливают рядом с электропечью в специальном помещении. Он имеет устройство, позволяющее переключать обмотки по ступеням и таким образом ступенчато регулировать подаваемое в печь напряжение. Так, например, трансформатор для 200-т отечественной печи мощностью 65 МВ*А имеет 23 ступени напряжения, которые переключаются под нагрузкой, без отключения печи.
Участок электрической сети от трансформатора до электродов называется короткой сетью. Выходящие из стены трансформаторной подстанции фидеры при помощи гибких, водоохлаждаемых кабелей подают напряжение на электрододержатель. Длина гибкого участка должна позволять производить нужный наклон печи и отворачивать свод для загрузки. Гибкие кабели соединяются с медными водоохлаждаемыми шинами, установленными на рукавах электрододержателей. Трубошины непосредственно присоединены к головке электрододер-жателя, зажимающей электрод. Помимо указанных основных узлов электрической сети в нее входит различная измерительная аппаратура, подсоединяемая к линиям тока через трансформаторы тока или напряжения, а также приборы автоматического регулирования процесса плавки.
Автоматическое регулирование.
По ходу плавки в электродуговую печь требуется подавать различное количество энергии. Менять подачу мощности можно изменением напряжения или силы тока дуги. Регулирование напряжения производится переключением обмоток трансформатора. Регулирование силы тока осуществляется изменением расстояния между электродом и шихтой путем подъема или опускания электродов. При этом напряжение дуги не изменяется. Опускание или подъем электродов производятся автоматически при помощи автоматических регуляторов, установленных на каждой фазе печи. В современных печах заданная программа электрического режима может быть установлена на весь период плавки.
Устройство для электромагнитного перемешивания металла.
Для перемешивания металла в крупных дуговых печах, для ускорения и облегчения проведения технологических операций скачивания шлака под днищем печи в коробке устанавливается электрическая обмотка, которая охлаждается водой или сжатым воздухом. Обмотки статора питаются от двухфазного генератора током низкой частоты, что создает бегущее магнитное поле, которое захватывает ванну жидкого металла и вызывает движение нижних слоев металла вдоль подины печи в направлении движения поля. Верхние слои металла вместе с прилегающим к нему шлаком движутся в обратную сторону. Таким образом можно направить движение либо в сторону рабочего окна, что будет облегчать выход шлака из печи, либо в сторону сливного отверстия, что будет благоприятствовать равномерному распределению легирующих и раскислителей и усреднению состава металла и его температуры. Этот метод в последнее время имеет ограниченное применение, так как в сверхмощных печах металл активно перемешивается дугами. Плавка стали в основной дуговой электропечи. Сырые материалы. Основным материалом для электроплавки является стальной лом. Лом не должен быть сильно окисленным, так как наличие большого количества ржавчины вносит в сталь значительное количество водорода. В зависимости от химического состава лом необходимо рассортировать на соответствующие группы. Основное количество лома, предназначенное для плавки в электропечах, должно быть компактным и тяжеловесным. При малой насыпной массе лома вся порция для плавки не помещается в печь. Приходится прерывать процесс плавки и подгружать шихту. Это увеличивает продолжительность плавки, приводит к повышенному расходу электроэнергии, снижает производительность электропечей. В последнее время в электропечах используют металлизованные окатыши, полученные методом прямого восстановления. Достоинством этого вида сырья, содержащего 85— 93 % железа, является то, что оно не загрязнено медью и другими примесями. Окатыши целесообразно применять для выплавки высо-копрочных конструкционных легированных сталей, электротехнических, шарикоподшипниковых сталей. Легированные отходы образуются в электросталеплавильном цехе в виде недолитых слитков, литников; в обдирочном отделении в виде стружки, в прокатных цехах в виде обрези и брака и т, д.; кроме того много легированного лома поступает от машиностроительных заводов. Использование легированных металлоотходов позволяет экономить ценные легирующие, повышает экономическую эффективность электроплавок. Мягкое железо специально выплавляют в мартеновских печах и конвертерах и применяют для регулирования содержания углерода в процессе электроплавки. В железе содержится 0,01—0,15 % С и <0,020 % Р. Поскольку в электропечах выплавляют основное количество легированных сталей, то для их производства используют различные легирующие добавки; электролитический никель или МЮ, феррохром, ферросилиций, ферромарганец, ферромолибден, ферровольфрам и др. В качестве раскислителя помимо ферромарганца и ферросилиция применяют чистый алюминий. Для науглероживания используют передельный чугун, электродный бой; для наведения шлака применяют свежеобожженную известь, плавиковый шпат, шамотный бой, доломит и MgO в виде магнезита. Подготовка материалов к плавке. Все присадки в дуговые печи необходимо прокаливать для удаления следов масла и влаги. Это предотвращает насыщение стали водородом. Ферросплавы подогревают для ускорения их проплавле-ния. Присадка легирующих, раскислителей и шлакообразующих в современной печи во многом механизирована. На бункерной эстакаде при помощи конвейеров происходит взвешивание и раздача материалов по мульдам, которые загружаются в печь мульдовыми машинами. Сыпучие для наводки шлака вводят в электропечи бросательными машинами. Технология плавки. Плавка в дуговой печи начинается с заправки печи. Жидкоподвижные нагретые шлаки сильно разъедают футеровку, которая может быть повреждена и при загрузке. Если подина печи во время не будет закрыта слоем жидкого металла и шлака, то она может быть повреждена дугами. Поэтому перед началом плавки производят ремонт – заправку подины. Перед заправкой с поверхности подины удаляют остатки шлака и металла. На поврежденные места подины и откосов – места перехода подины в стены печи – забрасывают сухой магнезитовый порошок, а в случае больших повреждений – порошок с добавкой пека или смолы. Заправку производят заправочной машиной, выбрасывающей через. насадку при помощи сжатого воздуха заправочные материалы, или, разбрасывающей материалы по окружности с быстро вращающегося диска, который опускается в открытую печь сверху. Загрузка печи. Для наиболее полного использования рабочего пространства печи в центральную ее часть ближе к электродам загружают крупные куски (40 %), ближе к откосам средний лом (45%), на подину и на верх загрузки мелкий лом (15%). Мелкие куски должны заполнять промежутки между крупными кусками. Период плавления. Расплавление шихты в печи занимает основное время плавки. В настоящее время многие операции легирования и раскисления металла переносят в ковш. Поэтому длительность расплавления шихты в основном определяет производительность печи. После окончания завалки опускают электроды и включают ток. Металл под электродами разогревается, плавится и стекает вниз, собираясь в центральной части подины. Электроды прорезают в шихте колодцы, в которых скрываются электрические дуги. Под электроды забрасывают известь для наведения шлака, который закрывает обнаженный металл, предохраняя его от окисления. Постепенно озеро металла под электродами становится все больше. Оно подплавляет куски шихты, которые падают в жидкий металл и расплавляются в нем. Уровень металла в печи повышается, а электроды под действием автоматического регулятора поднимаются вверх. Продолжительность периода расплавления металла равна 1—3 ч в зависимости от размера печи и мощности установленного трансформатора. В период расплавлени» трансформатор работает с полной нагрузкой и даже с 15 % перегрузкой, допускаемой паспортом, на самой высокой ступени напряжения. В этот период мощные дуги не опасны для футеровки свода и стен, так как они закрыты шихтой. Остывшая во время загрузки футеровка может принять большое количество тепла без опасности ее перегрева. Для ускорения расплавления шихты используют различные методы. Наиболее эффективным является применение мощных трансформаторов. Так, на печах вместимостью 100 т будут установлены трансформаторы мощностью 75,0 МВ-А, на 150-т печах трансформаторы 90—125 МВ*А и выше. Продолжительность плавления при использовании мощных трансформаторов уменьшается до 1–1,5 ч. Кроме того, для ускорения расплавления применяют топливные мазутные или газовые горелки, которые вводят в печь либо через рабочее окно, либо через специальное устройство в стенах. Применение горелок ускоряет нагрев и расплавление шихты, особенно в холодных зонах печи. Продолжительность плавления сокращается на 15—20 мин. Эффективным методом является применение газообразного кислорода. Кислород подают в печь как через стальные футерованные трубки в окно печи, так и при помощи фурмы, опускаемой в печь сверху через отверстие в своде. Благодаря экзотермическим реакциям окисления примесей и железа выделяется дополнительно большое количество тепла, которое нагревает шихту, ускоряет ее полное расплавление. Использование кислорода уменьшает длительность нагрева ванны. Период расплавления сокращается на 20—30 мин, а расход электроэнергии на 60—70 кВт-ч на 1 т стали. Традиционная технология электроплавки стали предусматривает работу по двум вариантам: 1) на свежей шихте, т.е. с окислением; 2) переплав отходов. При плавке по первому варианту шихта состоит из простых углеродистых отходов, малоуглеродистого лома, метал-лизованных окатышей с добавкой науглероживателя. Избыточное количество углерода окисляют в процессе плавки. Металл легируют присадками ферросплавов для получения стали нужного состава. Во втором варианте состав стали почти полностью определяется составом отходов и легирующие добавляют только для некоторой корректировки состава. Окисления углерода не производят. Плавка с окислением. Рассмотрим ход плавки с окислением. После окончания периода расплавления начинается окислительный период, задачи которого заключаются в следующем: окисление избыточного углерода, окисление и удаление фосфора; дегазация металла; удаление неметаллических включений, нагрев стали. Окислительный период плавки начинают присадкой железной руды, которую дают в печь порциями. В результате присадки руды происходит насыщение шлака FeO и окисление металла по реакции: (FeO)=Fe+[O]. Растворенный кислород взаимодействует с растворенным в ванне углеродом по реакции [C] +[O]=CO. Происходит бурное выделение пузырей CO, которые вспенивают поверхность ванны, покрытой шлаком. Поскольку в окислительный период на металле наводят известковый шлак с хорошей жидкоподвижностью, то шлак вспенивается выделяющимися пузырями газа. Уровень шлака становится выше порога рабочего окна и шлак вытекает из печи. Выход шлака усиливают, наклоняя печь в сторону рабочего окна на небольшой угол. Шлак стекает в шлаковик), стоящую под рабочей площадкой цеха. За время окислительного периода окисляют 0,3—0,6 % C со средней скоростью 0,3—0,5 % С/ч. Для обновления состава шлака одновременно с рудой в печь добавляют известь и небольшие количества плавикового шпата для обеспечения жидкоподвижности шлака. Непрерывное окисление ванны и скачивание окислительного известкового шлака являются непременными условиями удаления из стали фосфора. Для протекания реакции окисления фосфора 2[P]+5[O]=(P2O5); (Р2O5)+4(СаО)==(СаО)4*P2O5 необходимы высокое содержание кислорода в металле и шлаке, повышенное содержание CaO в шлаке и пониженная температура. В электропечи первые два условия полностью выполняются. Выполнение последнего условия обеспечивают наводкой свежего шлака и постоянным обновлением шлака, так как шлак, насыщенный (СаО)4*P2O5 скачивается из печи. По ходу окислительного периода происходит дегазация стали—удаление из нее водорода и азота, которые выделяются в пузыри СО, проходящие через металл. Выделение пузырьков СО сопровождается также и удалением из металла неметаллических включений, которые выносятся на поверхность потоками металла или поднимаются наверх вместе с пузырьками газа. Хорошее кипение ванны обеспечивает перемешивание металла, выравнивание температуры и состава. Общая продолжительность окислительного периода составляет от 1 до 1,5 ч. Для интенсификации окислительного периода плавки, а также для получения стали с низким содержанием углерода, например хромоникелевой нержавеющей с содержанием углерода <=0,1 %, металл продувают кислородом. При продувке кислородом окислительные процессы резко ускоряются, а температура металла повышается со скоростью примерно 8— 10 С/мин. Чтобы металл не перегрелся, вводят охлаждающие добавки в виде стальных отходов. Применение кислорода является единственным способом получения низкоуглеродистой нержавеющей стали без значительных потерь ценного легирующего хрома при переплаве. Окислительный период заканчивается, когда содержание углерода становится ниже заданного предела, содержание фосфора 0,010%, температура металла несколько выше температуры выпуска стали из печи. В конце окислительного периода шлак стараются полностью убирать из печи, скачивая его с поверхности металла. Восстановительный период плавки. После скачивания окислительного шлака начинается восстановительный период плавки. Задачами восстановительного периода плавки являются: раскисление металла, удаление серы.коррек-тирование химического состава стали, регулирование температуры ванны, подготовка жидкоподвижного хорошо раскисленного шлака для обработки металла во время выпуска из печи в ковш. Раскисление ванны, т. е. удаление растворенного в ней кислорода, осуществляют присадкой раскислителей в металл и на шлак. В начале восстановительного периода металл покрывается слоем шлака. Для этого в печь присаживают шлакообразующие смеси на основе извести с добавками плавикового шпата, шамотного боя, кварцита. В качестве раскислителей обычно используют ферромарганец, ферросилиций, алюминий. При введении раскислителей происходят следующие реакции: [Mn]+[O]=(MnO); [Si]+2 [О] = (SiO2); 2[Al]+ 3[O]-(Al2O3). В результате процессов раскисления большая часть растворенного кислорода связывается в оксиды и удаляется из ванны в виде нерастворимых в металле неметаллических включений. Процесс этот протекает достаточно быстро и продолжительность восстановительного периода в основном определяется временем, необходимым для образования подвижного шлака. В малых и средних печах при выплавке ответственных марок сталей продолжают применять метод диффузионного раскисления стали через шлак, когда раскислители в виде молотого электродного боя, порошка ферросилиция присаживают на шлак. Содержание кислорода в шлаке понижается и в соответствии с законом распределения кислород из металла переходит в шлак. Метод этот, хотя и не оставляет в металле оксидных неметаллических включений, требует значительно большей затраты времени. В восстановительный период плавки, а также при выпуске стали под слоем шлака, когда происходит хорошее перемешивание металла со шлаком, активно происходит десульфурация металла. Этому способствует хорошее раскисление стали и шлака, высокое содержание извести в шлаке и высокая температура. В ходе восстановительного периода вводят легирующие – ферротитан, феррохром и др., а некоторые, например никель, присаживают вместе с шихтой. Никель не окисляется и не теряется при плавке. Добавки тугоплавких ферровольфрама, феррониобия производят в начале рафинирования, так как нужно значительное время для их расплавления. В настоящее время большинство операций восстановительного периода переносят из печи в ковш. Например, в кош вводят порции легирующих или дают их на струю стали, вытекающей из печи при ее наклоне. Присаживают по ходу выпуска раскислители. Целью восстановительного периода является обеспечение нагрева стали до заданной температуры и создание шлака, десульфурирующая способность которого используется при совместном выпуске из печи вместе со сталью. Одношлаковый процесс. В связи с интенсификацией процесса электроплавки в последние годы получил большое распространение метод плавки в дуговой печи под одним шлаком. Сущность этого метода заключается в следующем: дефосфорация металла совмещается с периодом расплавления. Во время расплавления из печи скачивают шлак и производят добавки извести. В окислительный период выжигают углерод. По достижении в металле << 0,035 % Р производят раскисление стали без скачивания шлака ферросилицием и ферромарганцем. Затем присаживают феррохром и проводят сокращенный (50—70 мин) восстановительный период с раскислени-ем шлака порошками ферросилиция и кокса и раскисле-нием металла кусковыми раскислителями. Окончательное раскисление производят в ковше ферросилицием и алюминием. В некоторых случаях вообще не проводят раскисления шлака в печи порошкообразными раскислителями. Переплав отходов. На заводах специальных сталей количество образующихся отходов достигает 25—40 % от выплавляемой стали. Часть отходов поступает с машиностроительных заводов, поэтому в электросталеплавильных цехах 50 % легированных сталей выплавляют из шихты, состоящей только из них. Рациональное использование отходов дает большую экономию легирующих, электроэнергии, повышает производительность электропечей. В СССР легированные отходы разделяют на 82 группы. При расчете шихты стремятся использовать максимальное количество отходов данной марки стали или наиболее близких марок Шихту составляют с таким расчетом, чтобы содержание углерода в ванне по расплавлении было на 0,05— 0,10 % ниже заданного маркой стали. Необходимые легирующие, неокисляющиеся добавки Ni Cu, Mo, W загружают вместе с шихтой, а прочие – V, Тi, Cr, Mn, Al, Si, Nb – стремятся вводить как можно позднее на разных стадиях плавки, в том числе и во время выпуска в ковш. Металл заданного состава получают в процессе рафинировки или в ковше. Во время плавки наводят вы-сокоосновной, жидкоподвижный шлак, который частично скачивают из печи. Это позволяет удалить до 30 % фосфора. Если состав металла близок к расчетному, то, не скачивая шлака, приступают к раскислению шлака молотым коксом, ферросилицием и алюминием. При этом легирующие элементы восстанавливаются из шлака и переходят в металл, например так восстанавливается оксид хрома: 2(Cr2O3)+3 (Si)=3(SiO2)+4 [Cr]. Продолжительность восстановительного периода в этом варианте технологии такая же, как и в плавках с окислением. Плавка на отходах значительно короче (примерно на 1 ч) по сравнению с плавкой на свежей шихте за счет окислительного периода. Это увеличивает производительность электропечей на 15—20 % и сокращает расход электроэнергии на 15 %. Методы интенсификации электросталеплавильного процесса. Применение кислорода. Использование газообразного кислорода в окислительный период плавки и в периодрасплавления позволяет значительно интенсифицировать процессы расплавления и окисления углерода.Применение синтетического шлака.
Этот метод предусматривает перенесение рафинирования металла из электропечи в разливочный ковш. Для рафинирования металла выплавляют синтетический шлак на основе извести (52–55%) и глинозема (40%) в специальной электродуговой печи с угольной футеровкой. Порцию, жидкого, горячего, активного шлака (4–5 % от массы стали, выплавленной в электропечи) наливают в основной сталеразливочный ковш. Ковш подают к печи и в него выпускают сталь. Струя стали, падая с большой высоты, ударяется о поверхность жидкого шлака, разбивается на мелкие капли и вспенивает шлак. Происходит перемешивание стали со шлаком. Это способствует активному протеканию обменных процессов между металлом и синтетическим шлаком. В первую очередь протекают процессы удаления серы благодаря низкому содержанию FeO в шлаке и кислорода в металле; повышенной концентрации извести в шлаке, высокой температуре и перемешиванию стали со шлаком. Концентрация серы может быть снижена до 0,001 %. При этом происходит значительное удаление оксидных неметаллических включений из стали благодаря ассимиляции, поглощению этих включений синтетическим шлаком и перераспределению кислорода между металлом и шлаком.
Обработка металла аргоном.
После выпуска стали из печи через объем металла в ковше продувают аргон, который подают либо через пористые пробки, зафутеро-ванные в днище, либо через швы кладки подины ковша. Продувка стали в ковше аргоном позволяет выровнять температуру и химический состав стали, понизить содержание водорода, удалить неметаллические включения, что в конечном итоге позволяет повысить механические и эксплуатационные свойства стали.
Применение порошкообразных материалов.
Продувка стали в дуговой электропечи порошкообразными материалами в токе газаносителя (аргона или кислорода) позволяет ускорить важнейшие процессы рафинирования стали: обезуглероживание, дефосфорацию, десульфурацию, раскисление металла.
В струе аргона или кислорода в ванну вдуваются порошки на основе извести, плавикового шпата. Для рас-кисления металла используют порошкообразный ферросилиций. Для окисления ванны и для ускорения удаленияуглерода и фосфора добавляют оксиды железа. Мел-кораспыленные твердые материалы, попадая в ванну металла, имеют большую поверхность контакта с металлом, во много раз превышающую площадь контакта ванны со шлаковым слоем. При этом происходитинтенсивное перемешивание металла с твердыми частицами. Все это способствует ускорению реакций рафинирования стали. Кроме того, порошкообразные флюсы могут использоваться для более быстрого наведения шлака.
Плавка в кислой электропечи.
Кислые электропечи футеруют огнеупорными материалами на основе кремнезема. Эти печи имеют более глубокие ванны и в связи с этим меньший диаметр кожуха, меньшие тепловые потери и расход электроэнергии. Стойкость футеровки свода и стен кислой печи значительно выше, чем у основной. Это объясняется малой продолжительностью плавки. Печи с кислой футеровкой вместимостью 1—3 т применяются в литейных цехах для производства стального литья и отливок из ковкого чугуна. Они допускают периодичность в работе, т. е. работу с перерывами. Известно, что основная футеровка быстро изнашивается при частом охлаждении. Расход огнеупоров на 1 т стали в кислой печи ниже. Кислые огнеупоры дешевле, чем основные. В кислых печах быстрее разогревают металл до высокой температуры, что необходимо для литья. Недостатки кислых печей связаны прежде всего с характером шлака. В этих печах шлак кислый, состоящий в основном из кремнезема. Поэтому такой шлак не позволяет удалять из стали фосфор и серу. Для того чтобы иметь содержание этих примесей в допустимых пределах, необходимо подбирать специальные шихтовые материалы, чистые по фосфору и по сере. Кроме того, кислая сталь обладает пониженными пластическими свойствами по сравнению с основной сталью вследствие присутствия в металле высококремнистых неметаллических включений.Технология плавки в кислой электропечи имеет следующие особенности. Окислительный период плавки непродолжителен, кипение металла идет слабо, так как кремнезем связывает РеО в шлаке и тем самым скорость перехода кислорода в металл для окисления углерода снижается. Кислый шлак более вязкий, он затрудняет кипение. Шлак наводят присадками песка, использованной формовочной земли. Известь присаживают до содержания в шлаке не более 6—8 % СаО. Раскисление кислой стали проводят, как правило, присадкой кускового ферросилиция. Частично сталь раскисляется кремнием, который восстанавливается из шлака или из футеровки по реакциям: (SiO2)+2Fe=2(FeO)+[Si]; (SiO2)+2[C]=2CO+[Si]. В отличие от основного процесса при кислом ферромарганец присаживают в конце плавки в раздробленном виде в ковш. При таком способе усваивается до 90 % марганца. Конечное раскисление проводят алюминием.
Получение низкоуглеродистой коррозионностойкой стали (процессы AOD и VOD).
Широкое распространение получают методы производства низкоуглеродистой коррозионностойкой стали вне электропечи.
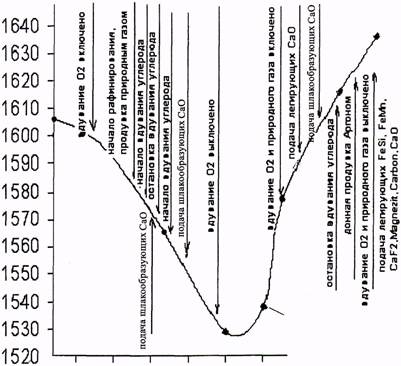
Метод AOD. В электропечи выплавляют основу нержавеющей стали, содержащей заданное количество хрома и никеля, с использованием недорогих, высокоуглеродистых ферросплавов. Затем сталь вместе с печным шлаком заливают в конвертер, профиль которого представлен на рис. 81. Футеровка конвертера изготовлена из магнезитохромитового кирпича. Стойкость футеровки до 200 плавок. В нижней зоне футеровки, в третьем ряду кирпичной кладки от днища конвертера. Фурмы представляют собой конструкцию из медной внутренней трубы и наружной трубы из нержавеющей стали, внутренний диаметр фурмы 12—15 мм. Начальное содержание углерода в стали может быть для ферритных хромистых сталей 2,0—2,5 %, а для аустенитных сталей 1,3—1,7 %. В первые 35 мин сталь продувают смесью кислорода и аргона в соотношении 3 : 1. Во избежание перегрева металла в о, конвертер присаживают лом — данной марки стали, феррохром и т. п. Затем в течение 9 мин сталь продувают смесью кислорода и аргона в соотношении 1:1. В это время концентрация углерода снижается до 0,18%. В третьем периоде в продувочном газе еще более уменьшают отношение кислорода к аргону до 1:2, продувку продолжают еще 15 мин. За это время содержание углерода снижается до 0,035%. Температура повышается до 1720°С. В конце продувки присаживают известь и ферросилиций для восстановления хрома из шлака. После восстановления шлак, содержащий 1 % Cr2O3, скачивается и после наведения нового шлака проводят окончательную продувку аргоном. При этом в шлак переходит сера, ее содержание в металле снижается до 0,010 %.
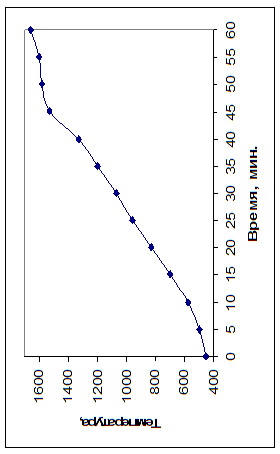
В результате процесса AOD получают высококачественную нержавеющую сталь с низким содержанием углерода, серы, азота, кислорода, сульфидных и оксидных неметаллических включений, с высокими механическими свойствами. Для повышения экономичности процесса аргон частично заменяют азотом. Средняя продолжительность продувки составляет 60—120 мин, расход аргона составляет 10—23 м^3/т, кислорода 23 м^3/т. На рис. 82 представлено изменение температуры и состава металла. Степень извлечения хрома составляет 98%.
Метод VOD. Этот метод вакуумно-кислородного обезуглероживания с продувкой аргоном. В основе метода лежит осуществление реакции [C]+[O]=CO, равновесие которой в вакууме сдвигается в правую сторону. Чем ниже парциальное давление СО, тем ниже должна быть остаточная концентрация углерода в стали. При этом создаются благоприятные условия для восстановления оксида хрома углеродом, что позволяет проводить процесс обезуглероживания без заметных потерь хрома со шлаком. Коррозионностойкую сталь выплавляют в электропечи с достаточно высоким содержанием углерода (0,3—0,5 % ); сталь выпускают в специальный ковш с хромомагнезитовой футеровкой, имеющим в днище фурму для подачи аргона. Ковш устанавливают в вакуумную камеру, откачивают воздух и начинают продувку кислородом сверху через водоохлаждаемую фурму, которую вводят в камеру через крышку. Одновременно производится продувка аргоном через дно ковша. После окончания продувки проводят присадку раскислителей и легирующих для корректировки состава. Расход аргона в этом способе значительно ниже чем в AOD (всего 0,2 м^3/т). Получаемая сталь содержит очень низкие концентрации углерода (0,01 %) при низком содержании азота. Окисление хрома незначительное. Для удаления серы в ковш загружают известь, что позволяет после раскисления и кратковременного перемешивания аргоном снизить концентрацию серы в металле до необходимых пределов. По сравнению с процессом AOD этот метод более сложен и применяется для производства сталей ответственного назначения с низким содержанием углерода. К достоинствам того и другого процесса следует отнести экономию дорогого низкоуглеродистого феррохрома, обычно использовавшегося при получении нержавеющей стали в дуговых печах, а также достижение низких содержаний углерода без значительных потерь хрома.
Индукционные печи и плавка в них.
В настоящее время индукционные печи находят широкое применение в металлургии и машиностроении. В лабораториях используют высокочастотные печи емкостью от нескольких грамм до 100 кг, в литейных цехах низко- и среднечастотные печи до 2—6 т; наиболее крупные печи имеют емкость до 60 т. По сравнению с дуговыми электропечами в индукционных печах отсутствие электродов и электрических дуг дает возможность получать стали и сплавы с низким содержанием углерода и газов. Плавка характеризуется небольшим угаром легирующих элементов, высоким электрическим к. п. д„ точным регулированием температуры металла.
Недостатком печей является холодный, плохо перемешиваемый шлак, что не позволяет так же интенсивно, как в дуговых печах, проводить процессы рафинирования. Стойкость футеровки в печах невысокая.
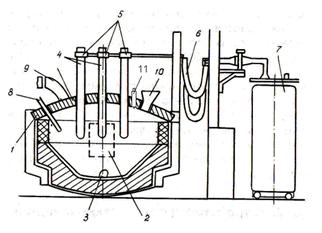
Основной тип современных высокочастотных или индукционных печей — это печи без сердечника. Такая печь состоит из индуктора-катушки, навитой из медной трубки с водяным охлаждением. Внутрь индуктора вставляется либо готовый огнеупорный тигель, либо тигель набивается порошкообразным огнеупорным материалом. При наложении на индуктор переменного электрического тока частотой от 50 до 400 кГц образуется переменное магнитное силовое поле, пронизывающее пространство внутри индуктора. Это магнитное поле наводит в металлической садке вихревые токи.
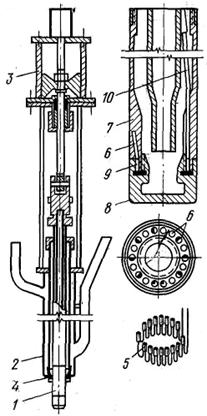
Устройство индукционных печей
В центре печи помещен индуктор. Он имеет вид соленоида и изготовлен из профилированной медной трубы. По трубе идет вода для ее охлаждения. Внутри индуктора набит огнеупорный тигель. Ток подается по гибким кабелям. Печь заключена в металлический кожух. Сверху тигель закрывается сводом. Поворот печи для слива металла осуществляется вокруг оси, расположенной у сливного носка. Поворотные цапфы печи покоятся на опорных подшипниках станин. Наклон печи проводится при помощи реечного механизма через подвижные шарниры-цапфы или гидроприводом. Небольшие печи наклоняют при помощи тали.
Футеровка печей может быть кислой или основной, набивной или кирпичной. Для набивки используют огнеупорные материалы различной крупности от долей миллиметра до 2—4 мм. Для основной футеровки применяют порошок магнезита с добавками хромомагнезита и борной кислоты для связки. Кислые смеси готовят на основе молотого кварцита. Набивку тигля ведут послойно вокруг металлического шаблона, форма которого соответствует профилю тигля.
После окончания набивки футеровку спекают и обжигают. В железный шаблон загружают чугун, включают ток, металл постепенно разогревается и нагревает футеровку. Затем металл доводят до плавления. В первой плавке расплавляют мягкое железо, что позволяет достичь высокой температуры для обжига футеровки. Крупные печи футеруют фасонным огнеупорным кирпичом.
Электрическое оборудование
Индукционные печи питаются током высокой частоты от ламповых генераторов или током средней частоты (2500 Гц) от машинных преобразователей. Крупные печи работают на токе промышленной низкой частоты (50Гц от сети). Эти печи часто служат в качестве миксеров жидкого металла в литейных цехах.
В схему входят машинный генератор, батарея конденсаторов и автоматический регулятор, плавильный контур. Преобразовательный агрегат состоит из асинхронного электродвигателя, вращающего генератор и динамомашину, которая дает ток в обмотки возбуждения генератора.
Для компенсации реактивной мощности и создания электрического резонанса устанавливают батарею конденсаторов. Часть конденсаторов может быть отключена для изменения емкостной составляющей. Резонанс бывает при условии ωL=1/ωC (L–коэффициент самоиндукции печи, C – емкость конденсатора, ω – угловая частота). Подбирая переменную емкость, можно работать в условиях, близких к резонансу, т.е. поддерживать cosφ близкий к единице. Автоматический регулятор электрического режима поддерживает оптимальную электрическую мощность взаимосвязанным регулированием cosφ, напряжения и силы тока.
Технология плавки стали в индукционной печи.
Плавку проводят на высококачественном ломе с пониженным содержанием фосфора и серы. Крупные и мелкие куски так укладывают в тигель или бадью, с помощью которой загружают крупные печи, чтобы они плотно заполняли объем тигля. Тугоплавкие ферросплавы укладывают на дно тигля. После загрузки включают ток на полную мощность. По мере проплавления и оседания скрапа подгружают шихту, не вошедшую сразу в тигель. Когда последние куски шихты погрузятся в жидкий металл, на поверхность металла забрасывают шлакообразующие материалы: известь, магнезитовый порошок, плавиковый шпат. Шлак защищает металл от контакта с атмосферой, предотвращает тепловые потери. По ходу плавки шлак раскисляют добавками порошка кокса, молотого ферросилиция. Металл раскисляют кусковыми ферросплавами и в конце алюминием. По ходу плавки дают добавки легирующих. Поскольку угара легирующих практически не происходит, то в индукционных печах можно выплавлять сплавы сложного состава.
Список использованной литературы.
Металлургия черных металлов; Б.В. Линчевский, А.Л. Соболевский, А.А.Кальменев
Похожие работы
... этой модели одним из основных параметров является непрерывный контроль температуры металла и внутренней поверхности огнеупорной кладки. Измерение температуры свода электросталеплавильной печи Куполообразный водохлаждаемый свод несет наибольшую функциональную нагрузку. В своде предусмотрены технологические отверстия для отвода плавильных газов, подачи сыпучих, ввода трех электродов и отбора ...
... в машиностроении. Крупные дочерние компании имеют в Финляндии американские и англо-голландская нефтяные монополии. Характеристика промышленности По числу работающих в промышленности и по объему валовой промышленной продукции Финляндия занимает второе место среди стран северной Европы (после Швеции). Промышленности Финляндии, как и Швеции, преобладают две группы отраслей: одна из них ...
... ї плавки металу в графітових тиглях у потоці газу носія. 2.Дослідження термодинамічних залежностей розчинення азоту в рідких залізованадієвих, залізоніобієвих сплавах та в рідких чистих ванадії та ніобії Вивчення розчинення азоту в рідкому ванадії проводилося в діапазоні температур 2273-2573К, при парціальних тисках азоту 0,01-100кПа. На мал.2 наведені ізотерми розчинності азоту в рідкому ...

... количественных оценок приведенного влияния. Однако очевидным представляется то, что с ростом концентрации титана в силикомарганце должна повышаться массовая доля серы. 3. Разработка способа снижения концентрации серы в силикомарганце 3.1 Источники серы и титана при выплавке силикомарганца Основным источником серы при выплавке силикомарганца является кокс из донецких углей. Массовая доля ...
0 комментариев