| СОДЕРЖАНИЕ: 1. Задачи курсового проектирования. 1.1 Введение. 2. Выбор элементов схемы. 2.1 Экономическая оценка проектируемого устройства (прибора) 3. Расчет технологичности конструкции 3.1 Оценка качества компоновки 3.2 Основные показатели экономичности конструкций гибридных интегральных схем 3.3 Технико-экономическая характеристика проектируемого изделия 3.4 Расчет полной себестоимости изготовления (сборки, монтажа) прибора4 Методика проведения отдельных расчетов элементов полной себестоимости 4.1 Расчет стоимости материальных затрат 4.2 Расчет трудоемкости и заработной платы |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1. Задачи курсового проектирования В периодической литературе была поставлена задача перехода к принципиально новым технологическим системам и технике последних поколений для достижения наивысшей эффективности производства. Курсовой проект по экономике, организации и планированию производства должен способствовать развитию экономического подхода к решению технических задач и облегчить выполнение части дипломного проекта. 1.1 ВведениеКурс на ускорение не сводится к преобразованиям в экономике. Суть ускорения – всемерная интенсификация производства на основе НТП, структурная перестройка экономики, нахождение эффективных форм управления, организации и стимулирования труда. Вопросы развития машиностроения необходимо увязать с интенсивным ростом производства прогрессивной техники, внедрением микропроцессоров. Реконструкция машиностроения будет осуществляться на базе опережающего развития производства ВТ, приборостроения, электронной техники. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2. Выбор элементов схемы Выбор элементов производится по таким параметрам (примерно) Для микросхем: 2и-Не Таблица 2 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Показатели | Ед. изм. | Варианты | Разница |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Серия 555 | AT&T |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | Габариты | Мм. | 15´7,5´5,5 | 15´7´5 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Масса | Г. | 5.4 | 5 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Количество элементов | Шт. | 18 | 18 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Потребляемая мощность | Мвт. | 0,127 | 0,1 | 0,027 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | Тип логического элемента | 2и-Не | 2и-Не |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | Количество корпусов | Шт. | 5 | 6 | 1 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | Время наработки на отказ | Ч. | 100000 | 150000 | 50000 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | Долговечность | Год. | 8 | 15 | 7 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | Цена | Руб. | 0,85 | 10 | 9,15 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Несмотря на превосходство импортных микросхем по основным параметрам, я выбираю отечественный аналог из-за его меньшей стоимости. Уменьшение габаритных размеров и массы аппаратуры, повышение ее надежности, обеспечивается за счет широкого использования полупроводниковых приборов и печатного монтажа, а особенно микроэлектроники. Использование такой элементной базы упрощает конструкцию, уменьшает потребляемую мощность, сокращает объем и трудоемкость монтажных работ, облегчает и снижает затраты на эксплуатацию. Использование микро и интегральных схем сокращает затраты на конструирование. 2.1 Экономическая оценка проектируемого устройстваНовое или модернизированное устройство (прибор) будет находиться на уровне современной техники, если оно удовлетворяет не только эксплуатационным требованиям, но и требованиям технологичности конструкции, т.е. экономичности его изготовления в данных производственных условиях. Важнейшими факторами, определяющими технологичность конструкции, являются: · Количество деталей в конструкции и их соотношение по конструктивному назначению · Конструктивные формы деталей · Степень использования в конструкции стандартных деталей и деталей из ранее выпущенных конструкций · Количество применяемых марок и типоразмеров материалов и их расход на изделие, Рациональное расчленение изделия на узлы и другие сборочные единицы |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Все указанные факторы непосредственно влияют на объем работ по технической подготовке производства, на размеры затрат по ее осуществлению, поэтому каждая новая конструкция должна обладать определенными показателями, характеризующими ее соответствие прогрессивным направлениям в технологии и организации производства. Показатель общей экономичности конструктивного оформления Количественное соотношение деталей в конструкции или электрической схеме по их конструктивному назначению является важнейшим фактором технологичности, т.к. определяет экономичность конструктивной и пространственной компоновки изделий. По своему конструктивному назначению детали могут быть распределены на 4 основные группы: А) основные детали, служащие для выполнения определенных кинематической, динамической, электрической и т.п. функций, непосредственно связанных со служебным назначением изделия (например, лампы, резисторы, проводники, шестерни и т.д.) Б) дополнительные детали, аналогичные основным, но не связанные с принципиальной схемой изделия, а вводимые конструктором для пространственной компоновки (например, каркасы, шасси, панели, платы) В) вспомогательные детали специального и стандартного типа (кроме крепежных), служащие для поддержания, закрывания, крепления (например, футляры, крышки, колпаки, кожухи) Г) крепежные детали. Пользуясь такой классификацией через Досн., Ддоп., Дисп., Дкреп. Обозначается соответственно количество основных, дополнительных, вспомогательных, крепежных деталей. Такая классификация деталей позволяет выразить технологичность и экономичность конструктивного оформления через следующие коэффициенты. Так, экономичность пространственной компоновки окончательной схемы изделия можно выразить отношением числа дополнительных деталей к числу основных: Основные детали: -плата Досн=1 Дополнительные детали: -микрохемы Ддоп=39 Вспомогательные детали: -нет Крепежные детали: -4винта, шайбы, гайки Дкреп=12 Экономичность пространственной компоновки Кдоп. = Ддоп / Досн=39/1=39 Экономичность окончательного проектирования при переходе от схем к рабочим чертежам характеризуется отношением числа вспомогательных деталей к числу основных. Квсп = Двсп / Досн=0/39=0 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Экономичность конструктивного оформления изделия в целом можно охарактеризовать при помощи коэффициента. Кэк = (Ддоп + Двсп + Дкреп) / Досн=(39+0+12)/1=51/1=51 Досн. При сопоставлении двух конструкций или схем более технологичной окажется та, у которой указанные элементы окажутся ниже. Экономичность конструкции можно повысить, если уменьшить общее количество деталей (элементов) в ней. Для удобства составляем таблицу по следующей форме. Таблица 8 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Досн | Кол-во | Ддоп | Кол-во | Двсп | Кол-во | Дкреп | Кол-во |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | Плата | 1 | Регистр ИР27 | 4 | Винт | 4 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Регистр ИР11 | 3 | Гайка | 4 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Сумматор ИМ2 | 3 | Шайба | 4 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Сумматор ИМ3 | 2 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Компаратор СП1 | 2 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | счётчик ИЕ17 | 3 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | Ждущий мультивибратор ТЛ1 | 2 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | микросхема ЛИ1 | 5 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | микросхема ЛЛ1 | 4 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | микросхема ЛН1 | 3 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | микросхема ЛЕ1 | 2 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | микросхема ле7 | 3 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 | Микросхема ЛА3 | 3 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Итого 1 Итого 39 Итого: 0 Итого: 12 1. Кдоп. = Ддоп / Досн=39/1=39 2. Кэк = (Ддоп + Двсп + Дкреп) / Досн=(39+0+12)/1=51/1=51 Чем ближе Кдоп. и Кэкон. к нулю, тем технологичнее и экономичнее конструкция блока (прибора). 3. Расчет технологичности конструкцииОдним из важнейших средств повышения технологичности конструкции является обеспечение максимальной преемственности конструкции. Необходимо стремиться к тому, чтобы во вновь создаваемых конструкциях в большей мере использовались стандартные детали и узлы (оформленные по ГОСТу, как отраслевые стандарты или стандарты производства), а также детали из ранее спроектированных конструкций. Следует шире применять унифицированные схемы, каскады, блоки. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Этот показатель может быть охарактеризован следующими коэффициентами: 1. Коэффициент стандартизации Кст = (Дст + Дпок) / Добщ Дст – количество стандартных деталей (заводские и отраслевые стандарты, стандарт производства)=1 (плата) Дпок – количество деталей, соответствующих ГОСТу (39микросхем+12крепёж)=51 Добщ – общее количество деталей без крепежа (39микросхем+1плата)=40 При расчете не учитываются крепежные детали. Кст характеризует степень применения стандартных деталей, узлов. В лучших случаях Кст близок или равен 1. Кст=( 1+ 51 ) / 40=1,3 2. Коэффициент конструктивной унификации узлов, деталей Куниф = (Дст + Дпок + Дзаимств) / Добщ Где Дзаимств - количество деталей и узлов, заимствованных из других конструкций. В этом случае также не учитываются крепежные детали. К заимствованным относят такие детали, которые уже применялись в производстве, на которые имеется документация, и для изготовления которых имеется оснастка. = 0 Куниф узлов, деталей характеризует степень использования в конструкции освоенных в производстве узлов и деталей. Чем ближе Куниф к единице, тем технологичнее конструкция. Куниф = (1 + 51 + 0) /52=1 3. Коэффициент повторяемости (К внутренней унификации) Кповт = Добщ / Nобщ Добщ – общее количество деталей в штуках Nобщ - общее количество типоразмеров (наименование). Кповт = 52 / (1 + 14) =3,47 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Д покуп | Кол-во | Дстанд | Кол-во | Дзаим | Кол-во | Дориг | Кол-во |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | Микросхемы | 39 | крепёж | 12 | 0 | Плата | 1 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Плата | 1 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Итого 40 Итого 12 Итого 0 Итого 1 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| На основании данных, приведенных в таблице 9, получаем следующие значения коэффициентов: Кст=( 1+ 51 ) / 40=1,3 Куниф = (1 + 51 + 0) /52=1 Кповт = 52 / (1 + 14) =3,47 Эти коэффициенты характеризуют высокую технологичность конструкции, что способствует повышению производительности труда, снижению трудоемкости изготовления (сборки, монтажа) изделия (блока). |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3.1 Оценка качества компоновки Для сравнительной оценки качества компоновки предлагаются следующие компоновочные характеристики: 1) Относительная масса несущих конструкций a = Рк / Ро = 0,150 / 0,390 = 0,38 где Рк - масса несущих конструкций (кг) Ро – общая масса изделия (кг) 2) Относительная масса радиоэлементов b = Рэ / Ро = 0,350 / 0,390 = 0,89 где Рэ - масса радиоэлементов (кг) 3) Удельная функциональная плотность, характеризующая плотность монтажа g = N / V = 39 / 160*180*10=39 / 28,80 = 1,354 где N – число радиоэлементов (шт) V - объем устройства (дм3) 4) Плотность устройства g = Ро / V = 0,390 / 28,80 = 0,0135 где Ро – общая масса устройства (кг) V - объем устройства (дм3) 5) Качество компоновки устройства Q = N / Ро = 39 / 0,390 = 100 где N – число радиоэлементов (шт) Ро – общая масса устройства (кг) Таблица 10 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Рк | Рэ | Ро | V | N |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| кг | Кг | Кг | дм | Шт |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 0,2 | 0,08713 | 0,28713 | 0,4 | 116 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оценивая качество компоновки, находим следующие коэффициенты: 1. a = Рк / Ро = 0,150 / 0,390 = 0,38 2. b = Рэ / Ро = 0,350 / 0,390 = 0,89 3. g = N / V = 39 / 160*180*10=39 / 28,80 = 1,354 шт / дм3 3. g = Ро / V = 0,390 / 28,80 = 0,0135 кг / дм Q = N / Ро = 39 / 0,390 = 100 шт / кг |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3.2 Основные показатели экономичности конструкций гибридных интегральных схем 1. Плотность установки элементов на плоскости Ys = N / Sn = 39 / 0.15´0.75´0.55 * 39 = 0,16 Где N - число элементов, расположенных на плате (шт) Sn – суммарная площадь, занимаемая этими элементами (см) 2. Коэффициент дезинтеграции (коэффициент использования площади подложки) g = S / S = 0.150*0.120 / 0.15´0.75´0.55*39 = 18000 / 562*39 =1800.0 / 219.37 = 8.2 где S - площадь подложки (см) S - суммарная площадь, занимаемая элементами (см) 3. Коэффициент использования площади К = S / S = 1800.0 / 219.37 где S – площадь, занимаемая элементами, в которых производится преобразование энергии (информации) 4. Удельная мощность рассеивания Р уд.рас. = Р рас / S = 8.082 / 1800 = 0.004 Где Ррас – суммарная мощность рассеивания на всех элементах, которые выделяют Теплоту |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3.3 Технико-экономическая характеристика проектируемого изделия Для анализа и выводов по всем рассчитанным коэффициентам составляется таблица “Технико-экономическая характеристика проектируемого изделия” Таблица 11 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Показатели | Ед. изм. | Характеристика |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | Общее количество деталей, | шт. |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| в т.ч. основных | 52 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| дополнительных | 39 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| вспомогательных | 0 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| крепежных | 12 |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Количество покупных деталей | 51 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Количество стандартных деталей | 1 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Количество заимствованных деталей | 0 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Количество оригинальных деталей | 1 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 6 | Коэффициент экономичности | 51 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 7 | Коэффициент стандартизации | 1.3 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 8 | Коэффициент унификации | 1.0 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 9 | Коэффициент повторяемости | 3,47 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 | Относительная масса несущих конструкций | 150 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 11 | Относительная масса радиоэлементов | 390 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12 | Удельная функциональная плотность монтажа | 0.16 шт / дм3 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 13 | Плотность устройства | 0.0135 кг / дм3 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 14 | Качество компановки устройства | 100 шт / кг |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Анализ таблицы : 1. По экономичности Значения коэффициентов: Кдоп=39; Квсп=0; Кэкономичности=51 2. По технологичности Значения коэффициентов: Кст=1,3; Куниф=1; Кповторяемости=1,3 3. Качество компановки Значения коэффициентов: a = 0,38; b = 0,89; g = 1,354; g = 0,0135; Q = 100 3.4 Расчет полной себестоимости изготовления (сборки, монтажа) прибора. Себестоимость – это денежное выражение затрат предприятия на производство и реализацию продукции В курсовом проекте расчету подлежит полная себестоимость: Сполн = М + П + Тр.заг. + З + Н Где Сполн - полная себестоимость М - стоимость основных и вспомогательных материалов П – стоимость комплектующих изделий (полуфабрикаты собственного изготовления и покупные изделия) Тр.заг. – транспортно – заготовительные расходы З - заработная плата основных производственных рабочих с учётом социальных начислений Н – накладные расходы Сполн = |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 10 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
4. Методика проведения отдельных расчетов элементов полной себестоимости 4.1 Расчет стоимости материальных затрат К материальным затратам относятся:Материалы, комплектующие изделия и транспортно – заготовительные расходы А) Материалы М рассчитывается по формуле: М = АБ – аб Где: А – цена единицы материала (руб.) Б – норма расхода материала на изделие а – цена единицы отходов (руб.) б - норма отхода материала на изделие Примечание: учитываются только, например, металл Если реализуемые отходы отсутствуют, то формула принимает вид: М = АБ=0,1 * 150г = 15 Если при изготовлении или сборке изделия используются разные материалы, то составляется таблица материалов по следующей форме: Таблица 12 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| NN п/п | Наименование материала | Марка ГОСТ, ТУ, профиль, сорт | Ед. изм. | Цена за единицу (руб.) | Норма расхода на изделие | Стоимость на изделие (руб.) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | Стеклотекстолит | СФ-1 | Г. | 100 | 150 | 15000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Серная кислота | H2SO4 | Г. | 10 | 25 | 250 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Медь сернокислая | CU NO3 | Г. | 20 | 200 | 4000 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Б) комплектующие изделия и полуфабрикаты. Расчет производится аналогично расчету стоимости материалов по форме, применямой ниже: Таблица 13 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| NN п/п | Наименование комплектующих изделий | Марка ГОСТ, ТУ | Ед. изм. | Цена за единицу (руб.) | Норма расхода на изделие | Стоимость на изделие (руб.) |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1 | Микросхема | ИР27 | Шт. | 0,9 | 4 | 3,6 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 2 | Микросхема | ИР11 | Шт. | 0,9 | 3 | 2,7 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 3 | Микросхема | ИМ2 | Шт. | 0,85 | 3 | 2,55 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 4 | Микросхема | ИМ3 | Шт. | 0,85 | 2 | 1,7 |
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 5 | Микросхема | СП1 | Шт. | 0,9 | 2 | 1,8 |
| |||||||||||||||||
| 6 | Микросхема | ИЕ17 | Шт. | 0,8 | 3 | 2,4 |
| |||||||||||||||||
| 7 | Микросхема | ЛИ1 | Шт. | 0,75 | 5 | 3,75 |
| |||||||||||||||||
| 8 | Микросхема | ЛЛ1 | Шт. | 0,75 | 4 | 3 |
| |||||||||||||||||
| 9 | Микросхема | ЛН1 | Шт. | 0,75 | 3 | 2,25 |
| |||||||||||||||||
| 10 | Микросхема | ЛЕ1 | Шт. | 0,75 | 2 | 1,5 |
| |||||||||||||||||
| 11 | Микросхема | ЛЕ7 | Шт. | 0,75 | 3 | 2,25 |
| |||||||||||||||||
| 12 | Микросхема | ЛА3 | Шт. | 0,8 | 3 | 2,4 | ||||||||||||||||||
| 13 | Микросхема | ТЛ1 | Шт. | 0,9 | 2 | 1,8 | ||||||||||||||||||
| 14 | Винт | Шт. | 0,1 | 4 | 0,4 | |||||||||||||||||||
| 15 | Гайка | Шт. | 0,1 | 4 | 0,4 | |||||||||||||||||||
| 16 | Шайба | Шт. | 0,1 | 4 | 0,4 | |||||||||||||||||||
| Итого | 10,85 | 26,35 | ||||||||||||||||||||||
| В) Транспортно – заготовительные расходы составляют 3-5% от стоимости материалов и комплектующих изделий. |
| ||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||
| 11 |
| ||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||
| 4.2 Расчет трудоемкости и заработной платы Трудоемкость определяется на основании операций технологического процесса. Норма времени на операцию называется калькуляционным временем и обозначается Ткал. Ткал = tпз / n + tшт Где tпз – подготовительно-заключительное время tшт - штучное время n – партия в штуках Партия может быть определена разными способами. Наиболее приемлемыми являются: А) n = tпз / tшт * K n = 5 / 3 * 15 = 25 Где tпз, tшт – берутся из технологического процесса (технологической карты) К – коэффициент серийности, который берется в пределах от 15 до 30, причем 15 – ближе к мелкосерийному производству, 30 – ближе к крупносерийному производству. Б) n = (N * a) / (F * S) Где N – годовой выпуск (шт) а – дни запаса деталей на складе F – число рабочих дней в году (253) S – количество смен. Значение “a” меняется в зависимости от типа производства: Для мелкосерийного производства а = 5 – 10 дней Для серийного производства а = 5 – 6 дней Для крупносерийного производства а = 3 дняЕсли количество деталей дробное число, то его округляют до целого числа. |
| ||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||
| 12 |
| ||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||
|
Расчёт калькуляционного времени. Ткал = 5 / 25 + 10 = 10.2 Ткал = 10 / 25 + 10 = 10.4 Ткал = 5 / 25 + 5 = 5.2 Ткал = 10 / 25 + 13 = 13.04 Ткал = 10 / 25 + 4 = 4.4 Ткал = 10 / 25 + 8 = 8.4 Ткал = 10 / 25 + 8 = 8.4 Ткал = 5 / 25 + 12 = 12.2 Ткал = 5 / 25 + 3 = 3.2 Ткал = 5 / 25 + 15 = 15.2 Ткал = 5 / 25 + 5 = 5.2 Ткал = 5 / 25 + 5 = 5.2 Ткал = 5 / 25 + 15 = 15.2 Ткал = 10 / 25 +15 = 15.4 Ткал = 5 / 25+ 5 = 5.2 Ткал = 5 / 25 + 3 = 3.2 Ткал = 10 / 25 +10 = 10.4
Расчёт штучного времени
tшт = tосн.тех. + tвсп + tобсл.р.м. + tпер Где tосн.тех. – основное техническое время Tвсп – вспомогательное время tобсл.р.м. – время обслуживания рабочего места tпер – время перерывов на отдых и личные надобности. tшт = 8 + 1 + 1 = 10 tшт = 4 + 0.5 + 0.5 = 5 tшт = 10.7 + 1 + 1.3 = 13 tшт = 2.6 + 1 + 0.4 = 4 tшт = 6.2 + 1 + 0.8 = 8 tшт = 6.2 + 1 + 0.8 = 8 tшт = 10.8 + 1 + 1.2 = 12 tшт = 2.2 + 0.5 + 0.3 = 3 tшт = 13 + 0.5 + 1.5 = 15 tшт = 4 + 0.5 + 0.5 = 5 tшт = 4 + 0.5 + 0.5 = 5 tшт = 12.5 + 1 + 1.5 = 15 tшт = 13 + 0.5 + 1.5 = 15 tшт = 4 + 0.5 + 0.5 = 5 tшт = 2.2 + 0.5 + 0.3 = 3 tшт = 11.8 + 1 +1.5 = 14.3 |
| ||||||||||||||||||||||||
| МТКП 43.05.01.000 | Лист |
| |||||||||||||||||||||||
| 13 |
| ||||||||||||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата |
| ||||||||||||||||||||
|
Определение заработной платы. Заработная плата включает в себя 4 слагаемых: 1. Заработная плата прямая (Зпрям). 2. Доплаты до основной (ЗП). 3. Заплата дополнительная (Здоп). 4. Отчисления в социальные фонды (Зотч). Зпрям – это сумма всех расценок по всем операциям. Р = ( С * Ткал) / 60 Р - расценка . С – часовая тарифная ставка. Ткал – калькуляционное время. Р = С * Ткал. Р = 2920 * 10.2 (ч) = 2920 * 0,17 = 494,7(руб) Р = 2120 * 10.4 (ч) = 2120 * 0,17 = 381,6(руб) Р = 2920 * 5.2 (ч) = 2920 * 0,09 = 262,8(руб) Р = 3120 * 13.02 (ч) = 3120 * 0,22 = 686,4(руб) Р = 2120 * 4.4 (ч) =2120 * 0,07 = 148,4(руб) Р = 3760 * 8.4 (ч) = 3760 * 0,14 = 526,4(руб) Р = 2920 * 8.4 (ч) =2920 * 0,14 = 408,8(руб) Р = 3120 * 12.2(ч) =3120 * 0,2 = 624(руб) Р = 2920 * 3.2 (ч) =2920 * 0,05 = 146(руб) Р = 3760 * 15.2(ч) = 3760 * 0,25 = 940(руб) Р = 2120 * 5.4 (ч) =2120 * 0,09 = 212(руб) Р = 2120 * 5.2 (ч) =2120 * 0,09 = 190,8(руб) Р = 4210 * 15.2 (ч) =4210 * 0,25 = 1052(руб) Р = 2120 * 15.4 (ч) =2120 * 0,26 = 551.2(руб) Р = 3120 * 5.2 (ч) =3120 * 0,09 = 280,8(руб) Р = 2920* 3.2 (ч) =2920 * 0,06 =175,2(руб) Р = 2920* 10.4 (ч) =2920 * 0,17 =496.4(руб) | |||||||||||||||
| № | Наименование операции | Разряд | Тарифная ставка | Тпз | Тшт | Ткал | Ркал | ||||||||
| 1 | Входной контроль | 4 | 2920 | 5 | 10 | 10.2 | 494,7 | ||||||||
| 2 | Нарезка заготовок | 3 | 2120 | 5 | 5 | 10.6 | 381,6 | ||||||||
| 3 | Подготовка поверхности | 3 | 2920 | 10 | 5 | 5.43 | 262,8 | ||||||||
| 4 | Получение рисунка схемы | 1 | 3120 | 10 | 13 | 13.2 | 686,4 | ||||||||
| 5 | Промывка | 3 | 2120 | 10 | 4 | 4.5 | 148,4 | ||||||||
| 6 | Травление меди с пробельных мест | 3 | 3760 | 10 | 8 | 8.33 | 526,4 | ||||||||
| 7 | Удаление маски | 3 | 2920 | 10 | 8 | 9.6 | 408,8 | ||||||||
| 8 | Сверления базовых отверстий | 3 | 3120 | 5 | 12 | 12.2 | 624 | ||||||||
| 9 | Подготовка слоёв перед прессованием | 3 | 2920 | 5 | 3 | 4.02 | 146 | ||||||||
| 10 | Образование межслойных отверстий | 3 | 3760 | 5 | 15 | 15.3 | 940 | ||||||||
| 11 | Очистка платы. | 3 | 2120 | 5 | 5 | 6.02 | 212 | ||||||||
| 12 | Подготовка перед металлизацией | 3 | 2120 | 5 | 5 | 5.5 | 190,8 | ||||||||
| 13 | Гальваническое осаждение меди | 3 | 4210 | 10 | 15 | 15.3 | 1052 | ||||||||
| 14 | Обработка по контуру ПП | 3 | 2120 | 5 | 15 | 15.4 | 551.2 | ||||||||
| 15 | Маркировка ПП | 3 | 3120 | 5 | 5 | 5.6 | 280,8 | ||||||||
| 16 | Контроль платы | 3 | 2920 | 5 | 3 | 3.5 | 175,2 | ||||||||
| 17 | Установка элементов | 3 | 2920 | 10 | 3 | 3,5 | 496,4 | ||||||||
| Робщ. = 6837,1(руб) ЗПпр = 6837,1 * 100 = 6837100 (руб) | |||||||||||||||
| МТКП 43.05.01.000 | Лист | ||||||||||||||
| 14 | |||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата | |||||||||||
|
Расчет начислений на социальные нужды. ЗП доп. - В дополнительную Заработную плату включается оплата за отпуск, выполнение государственных обязанностей, доплата и т.д.
ЗП доп. - принимается в размере 12 - 15% от основной Заработной платы. ЗПпр. * 15% ЗПдоп. = ------------------------ 100 % 6837100 (руб.) * 15% Зпдоп. = ----------------------------------- = 1025565р 100% ЗП отч. - отчисление в фонд социального страхования. Они принимаются в размере 38.5% от суммы основной и дополнительной Заработной платы. (ЗПпр. + ЗПдоп.)* 38.5% ЗПотч. = -------------------------------- 100% 6837100 + 1025565 * 38.5% ЗПотч. = ------------------------------------------ = 3027126р 100% ЗП осн. - Включает в себя прямую заработную плату плюс дополнительную. ЗПосн. = ЗПпр + Зпдоп. ЗПосн. = 6837100 + 1025565 = 7862665
| |||||||||||||||
| МТКП 43.05.01.000 | Лист | ||||||||||||||
| 15 | |||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата | |||||||||||
| 2.6 Расчет накладных расходов 2.6.1 расчет расходов по содержанию и эксплуатации оборудования. Это расходы связанные с ремонтом и эксплуатацией оборудования, расчитываеться по формуле: Зосн. * 100% Нобор. = ------------------ 100%
6837100 * 100% Нобор. = ------------------------ =6837100р 100%
2.6.2 расчет цеховых расходов Накладные расходы Н подразделяються на Нцех. и Нзав. Накладные расходы связаны с управлением и обслуживанием цеха предприятия.Накладные расходы – это расходы косвенные.Они определяються в процентах от основной Заработной платы (Зосн). Нцех. - цеховые наклодные расходы.
Зосн.* 200% Нцех. = ------------------------- 100%
6837100* 200% Нцех. = ------------------------- = 13674200р 100%
| |||||||||||||||
| МТКП 43.05.01.000 | Лист | ||||||||||||||
| 16 | |||||||||||||||
| Изм. | Лист | № документа | Подпись | Дата | |||||||||||
| 2.6.2 расчет общезаводских расходов Это затраты связанные с управлением и обслуживанием производства за пределами цеха в масштабе всего предприятия. Зосн.* 80% Нзав. = ------------------------- 100%
6837100 * 80% Нзав. = ------------------------- = 5469680р 100% 2.6.3 расчет внепроизводственных расходов Это затраты связанные с реализаций продукции. Рассчитываются по формуле Зосн * 10% Нвнепр. = ------------------- 100%
6837100* 10% Нвнепр. = ----------------------- = 683710р 100%
2.7 составление калькуляции себестоимости продукции
Для составления калькуляции подсчитываеться производственная себестоимость по формуле: Спроиз. = М + П + Тр.заг + ЗПосн .+ ЗПдоп.+ ЗПотч.+ ЗПпр. + Нцех + Нзав. + Нвнепр. + Нобор. | ||||||||||||
| МТКП 43.05.01.000 | Лист | |||||||||||
| 17 | ||||||||||||
| Изм. | Лист | № документа | Подпись | Дата | ||||||||
| Далее калькуляция оформляеться в таблицу: | ||||||||||||
|
| № | Статьи калькуляции: | Сумма (РУБ.) | Удельный вес (%) |
|
| ||||||
| 1 | Материалы | 19250 | 0,09 |
| ||||||||
| 2 | Покупные изделия и полуфабрикаты | 26350 | 0,1 |
| ||||||||
| 3 | Транспортно-заготовительные расходы | 2280 | 0,01 |
| ||||||||
| 4 | Прямая ЗП. + Дополнительная ЗП. | 7862665 | 37,69 | |||||||||
| 5 | Отчисления на социальные нужды | 3027126 | 14,9 |
| ||||||||
| 6 | Расход по содержанию оборудования | 6837100 | 33,6 |
| ||||||||
| 7 | Цеховые расходы | 1367420 | 6,7 |
| ||||||||
| 8 | Общезаводские расходы | 5469680 | 2,7 |
| ||||||||
| 9 | Внепроизводственные расходы | 683710 | 3,4 |
| ||||||||
| итого: | ---------------------------------- | 20372881 | 100% |
| ||||||||
|
3) Анализ структуры себестоимости и пути их снижения. Пути снижения себестоимости: *сокращение затрат на сырьё и материалы. *увеличение производительности труда. *увеличение выпуска продукции.
| ||||||||||||
| МТКП 43.05.01.000 | Лист | |||||||||||
| 18 | ||||||||||||
| Изм. | Лист | № документа | Подпись | Дата | ||||||||
| ||||||||||||
Похожие работы
... основные типы рисков, их источники, разработать меры по уменьшению этих рисков и минимизации потерь, которые они могут вызывать. В работе приводятся основные возможные риски, связанные с производством изделия: пожары, колебания валютных курсов, изменения в налоговом регулировании, инфляция, неплатежи, уменьшение объема продаж, сбои в транспорте, отказы поставщиков важнейших материалов и т.д. Можно ...

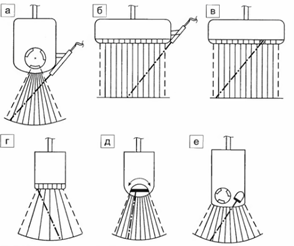
... в корпусе датчика (9). С задней стороны корпуса прикручивается крышка (10) с разъемом (11) SKINTOP MS, через который проходит сигнальный кабель (12) для соединения датчика с прибором для измерения скорости кровотока. Для уменьшения потери энергии ультразвукового колебания при излучении в исследуемую среду используется промежуточная среда, заполненная акустически прозрачной жидкостью (13), в ...
... открывании кожухов; экраны рекомендуется использовать для защиты от направленных звуковых волн, излучаемых ультразвуковой установкой. Экраны целесообразно использовать в больших рабочих помещениях. Конструкция цифрового измерителя амплитуды УЗ-вибраций построена таким образом, что для проведения измерений амплитуды вибраций поверхности, необходим контакт последней с пьезоэлектрическим щупом, ...
... , В 3. Активное сопротивление, Ом «1» «10» «100» «1000» «1» «10» «100» «1000» «1» «10» «100» «1000» «10м» 2.2 Программное обеспечение тестирования устройства Программа тестирования ПЗУ по методу контрольной суммы LXI B 0040h ; Загрузить в ВС начальный адрес ПЗУ MVI D ...
0 комментариев