Машинная формовка по металлическим моделям
Подготовка поверхности: очистка механическим или физическим способом, создание определенной шероховатости поверхности
Стружка скалывания
Проходной прямой. 2 проходной, 3 упорный, 4 отрезной. Стрелка направление S
Обработка сложных поверхностей непрофильным электродом - проволочкой
КГц - источник ультра звуковых колебаний
Навигация
Билеты по технологии отрасли
Билеты по технологии отрасли
120777
знаков
17
таблиц
6
изображений
№1. История развития и роль машиностроения в обществе.
№3. Машина, как объект производства. Составные части машины.
№4. Качество машин (изделий). Критерии и показатели качества.
№5.Точность деталей машин, понятие квалитета, допуска. Шероховатость поверхности.
Отклонения – разность м/у действительным и номинальным размером.
№6. Производственный и технологический процессы. Рабочее место.
№7. Типы производства, их технологическая характеристика.
№8. Технологическая подготовка производства. Состав работ.
№9. Свойства металлов и сплавов, применяемых в машиностроении.
 Колличественные значения механических свойств определяют в процессе испытаний на специальных разрывных машинах.
Колличественные значения механических свойств определяют в процессе испытаний на специальных разрывных машинах.
 Циклическая прочность – вал разрушается при нагрузке в 3 и 5 раз меньше, чем в статическом состоянии.
Циклическая прочность – вал разрушается при нагрузке в 3 и 5 раз меньше, чем в статическом состоянии.
№10. Черные металлы (чугуны и стали), Сортамент, основные виды, марки материалов.
№14. Литье в землю. Понятие модели, формы и стержней.
Человеку необходимы для существования – материальные блага, которые черпают из природы, преобразовывая в полезные предметы. Природа предоставляет мало предметов, которые могут быть использованы без обработки. И часто необходимо переработка, а следовательно и орудия труда.
В течении веков двигателем была мускульная сила, затем животные, ветер, вода. Первый существ. шаг, первая промышлен. революция. В 18 веке была изобретена паровая машина (в 1765 г. – первый вариант, 1784 - промышленный). Появился источник энергии, независимый от природы – компактный, передвижной.
Сейчас около 1/3 всех ресурсов сосредоточено в области машиностроении.
Около 1% работ нынче осуществл. вручную, следоват. сейчас машинная цивилизация. Человек покорил природу и создал:
Ноосфера -искусственно созданная сфера, новое состояние биосферы, сейчас человек физически не может существовать без нее.
Решающее значение для машиностроения (станкостроение) - машины способны воспроизводить самих себя, как в прошлом (топор), так и в современности (автомобилестроение).
Второй шаг - 20 век ознаменовался промыш. революцией. Главное изобретение ЭВМ: автоматизация управления, переход к безбумажной информатике. В 21 веке переход к безбумажной информации и к возможностям глобального управления. Создается единое цифровое поле на основе цифровой формы.
№2. Машины и машиностроение. Понятие технологии машиностроения.Машина - механич. устройство с согласованно работающими частями и осуществляющее целесообразное движение для преобразования энергии, материалов и информации.
Основные направления использования машин: энергетика, математика, информатика. Основное назначение машин: частичная или полная замена экономически целесообразной функции человека с целью облегчения труда и повышения производительности.
Существует 3 вида машин (по выполняемым функциям):
1. Энергетические - для получения и преобразования энергии (далее разделяют по видам энергии: химические, тепловые).
2. рабочие машины - осуществл. изменения формы, свойств, состояния, положения (металлорежущ. станки, горнодоб. машины, автомобили).
3. информационные – для сбора, хранения, переработки и использования информации (1945г. хранимая программа машина Фон Неймана).
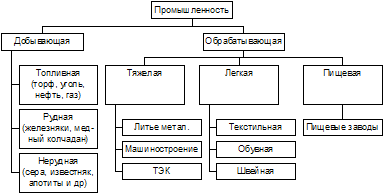
Машиностроение - комплекс отраслей пром-ти, изготовляющий орудия труда, машины.
Подразделяется (по структуре) на: топливно-энергетическая, металлургические, химические, агропромышленное, транспортное, электротехнические.
Изготовление машин требует умения, т.е. технологии. Технология: tehno- умение, logos – знание. 1.Это наука о способах воздействия на сырье, материалы. 2.Совокупность методов обработки сырья, материалов для получения готовой продукции.
Выделяют технологии по отраслям:, общее машиностроение, приборостроение, автомобилестроение и т.д.
Уровень развития машиностроения в стране определяет производительность труда в гос-ве в целом , качество продукции, а также темпы НТП.
Важнейшие отрасли машиностроения:
Отрасли производящие орудия и инструменты: станкостроение, инструментальная, металлорежущая, произ-во кузнечно-прессового оборудования.
Произ-во качественных современных машин определяется уровнем технологий в отрасли. И сама технология зависит от уровня применяемого оборудования.
№3. Машина, как объект производства. Составные части машины.
Основных части машины:
1.двигатель (снабжает энергией),
2.передаточный механизм (преобразовывает энергию в работу исполнительного органа,
3.исполнительный орган. Современные тенденции упрощать, уменьшать - глобальное направление техники.
4.Основная неподвиж.: деталь - корпус, станина, рама, где базируются остальные устройства. Подвижные соединения (вал, отверстие): цилиндрические поверхности.
Изделие – 1.Машины, детали в процессе производства. 2.Все то, что подлежит изготовлению на предприятии.
Различают:
· Изделие основного произ-ва – все то, что подлежит реализации на стороне и приносит прямой доход. Стремятся максимизировать.
· Изделия вспомогательного произ-ва – изделия, употребл. внутри предприятия. Стремятся минимизировать.
От взаимоотношений этих двух производств определяется эффективность.
Устанавливают следующие виды изделий:
деталь – из однородного материала ,без применения сборочных операций, простейший элемент машины (вал, шестеренка, втулка, корпус).
Сборочная единица, узел - изделие основные части которого, подлежат соединению между собой на предприятии - изготовителе с помощью сборочных операций.
Спецификация - документ где определяется состав этой сборочной единицы.
Комплекс -два больших специфицированных изделия не соединяемых на заводе-изготовителе, но предназначаемых для выполнен. взаимосвязанных функций. (метеорологический комплекс, пусковая установка ракеты).
Комплект - два или более изделия не соединяемых на заводе-изготовителе, представляющие собой набор изделий и имеющие общие эксплутационные предназначения вспомогательного характера (комплект запасных частей).
Исходные предметы, материалы.
1. Материалы - совокупность черных и цветных металлов, не металлических материалов определенной номенклатуры и сортамента, предназначенного для переработки.
2. Полуфабрикаты, заготовки – продукты труда, прошедшие обработку на одном предприятии и предназначенные для дальнейшей обработки на другом предприятии.
3. Комплектующие изделия – изделия предприятия поставщика приемлемые как составные части изделия, выпускаемые заводом-изготовителем (изделия выпускаемые заводом производителем: отделочные детали- стекло, сборочные единицы – подшипники, насосы).
На представленных изделиях есть
Конструкторская документация (кд) - документ, предоставляемый изготовляемому изделию, который определяет состав и устройство изделия, содержит необходимые данные для его изготовления, контроля, приемки, эксплуатации.
Существуют стандарты на изделия:
Чертеж общего вида - документ, изображающий конструкцию изделия, поясняющий принцип работы. (общий вид судна, автомобиля).
Сборочный чертеж - документ, изображающий отдельные сборочные единицы этого изделия и данные, необходимые для сборки. К ним прилагаются спецификации - список составных частей изделия.
Чертеж детали (деталировка) – документ, содержащий графическое изображение детали для изготовления.
Технические условия (ту) – текстовый документ, содержащий совокупность требований к качеству изделия, его контролю и приемке.
№4. Качество машин (изделий). Критерии и показатели качества.
Качество машин – совокупность свойств, обуславливающих ее пригодность, удовлетворять определенные потребности в соответствии с ее назначением.
Установлены следующие группы показателей качества:
1). Показатели назначения (ориентировка машин)– характеризует св-ва машины, применительно к области ее использования.
2). Показатели надежностей – характеризует продолжительность эксплуатации без отказов и нарушений функций.
3). Показатели технологичности – характеризуют эффективность производства и эксплуатации машины.
4). Эргономические показатели – отражают удобство для человека при работе с машиной, удобство управления.
5). Показатели стандартизации и унификации – характеризуют в машине степень использования стандартных и унифицированных элементов.
Стандартизация –процесс установления и применения правил с целью упорядочения деятельности в определенной области на пользу и при участии всех заинтересованных сторон, для достижения всеобщей оптимальной экономии при соблюдении условий эксплуатации и требований безопасности (1962г. Медунар. Организация стндарт-ии.)
Унификация – рациональное сокращение типоразмеров и видов изделий, имеющих одинаковое назначение.
6). Патентно-правовые показатели – характеризуют степень патентной защищенности изделия.
7). Экономические показатели – отражают затраты на разработку , изготовление и эксплуатацию машины.
8). Показатели безопасности – характеризуют степень опасности эксплуатации машины для человека и окружающей среды.
Надежность машин – это свойство машины сохранять во времени в установленных пределах значение всех своих параметров (мощность, производительность), при условии соблюдения заданных режимов и правил эксплуатации.
Показатели надежности:
1. Вероятность безотказной работы.
2. Интенсивность отказов.
3. Средняя наработка на отказ.
Отказ – это событие, заключающееся в том, что изделие стало неспособным выполнять заданную функцию с установленными параметрами.
Вероятность безотказной работы- это вероятность того, что в заданном интервале t отказа не произойдет.
![]() , где N(t) – число изд. работающих в конце t, N0 – число изд. работающих в начале испытаний.
, где N(t) – число изд. работающих в конце t, N0 – число изд. работающих в начале испытаний.
Средняя наработка на отказ – это усредненная продолжительность работы изделия без отказа.
![]()
Интенсивность отказа -функция времени, показывающая распределение частоты отказов во время эксплуатации. Можно изобразить кривую, которая отражает экономич. сторону пр-ва.
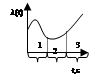
1-выявление дефектов или приработка машины (определяет длительность испытаний),
2-период нормальной эксплуатации (гарантия).
3-износ отдельных деталей.
Долговечность – свойство изделия сохранять работоспособность с заданными параметрами до их предельного состояния с учетом ремонта и восстановления работоспособности.
№5.Точность деталей машин, понятие квалитета, допуска. Шероховатость поверхности.
В достижении высокого качества изготовления деталей и сборки машин, наиболее сложной задачей явл. обеспечение заданной точности. Проблема точности появилась в 16 веке при изготовлении пушечных ядер. Абсолютно точного размера не существует.
Точность детали – степень соответствия готовой детали требованиям чертежа по размерам, по геометрической точности, по степеням шероховатости.
Нет абсолютных требований.
Номинальный размер – заданный размер на чертеже конструктором.
В машиностроении существуют стандартные размеры:
4,0; 6,3; 10; 16; 25; 40; 50; 63; 100 и т.д. – первый основной ряд.
Действительный размер – размер, установленный в процессе измерения с определенной допускаемой прибором погрешностью.
|
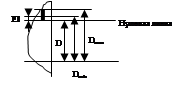
![]() - иисправимый брак, D - номинальный размер
- иисправимый брак, D - номинальный размер
ES – верхний предел отклонения.
EI – нижний.
ES= Dmax-D
EI= Dmin- D
Допуск- интервал, в котором должны лежать размеры годной детали (действительные): IT=ES-EI, если укладывается в IT – деталь годная.
Квалитет – степень точности в зависимости от номинального значения, есть 19 размеров.
IT01, IT0, ….. IT17… -международный стандарт, IT – «Допуск ISO».
IT7 – допуск по 7му квалитету.
Допуск зависит от квалитета:
IT5=2 мкм, IT7=35 мкм, IT10=140 мкм.
Нормальная экономическая точность IT7-9, высокая точность – 5-6, низкая – 10-14.
Посадка – характер соединений , которые определяют разностью размеров отверстия и вала. Ели размер отверстия больше размера вала, то разность между ними называют зазором, если наоборот, то называют натягом. Существуют три вида посадок: посадки с зазором, посадки с натягом и переходные посадки.
Качество поверхности -характеризуется ее шероховатостью. Вид пов-ти под микроскопом:
![]()
Шероховатость - совокупность микро неровностей , образующих рельеф поверхности на базовой длине.
Базовая длина - гостированное расстояние, на кот. определяется шероховатость.
Характеристики шероховатости:
Ra – средне арифметическое из абсолютных значений отклонений профиля на базовой (средней) длине.
Rz – сумма средних абсолютных значений высот 5-ти наибольших выступов и 5-ти наибольших впадин в пределах базовой длины.
Rz
Ú. – обозначение шероховатости пов-ти без указания вида обработки.
….. - обозначение шероховатости пов-ти, кот. должна быть получена уменьшен. слоя материала.
….. - обозначение шероховатости пов-ти без удаления слоя материала.
Чем больше цифра, тем ниже качество пов-ти и выше ее шероховатость.
№6. Производственный и технологический процессы. Рабочее место.
Производственным процессом называют совокупность всех действий людей и орудий труда, направленных на превращение сырья, материалов и полу дубликатов в изделия.
Производственный процесс состоит из основных и вспомогательных процессов.
Основной процесс направлен на непосредственное изготовление изделия, а вспомогательный необходим для подготовки и обслуживания основных.(текущий ремонт, хранение материалов).
Различают 3 этапа в машиностроении:
1. Изготовление заготовок
2. Изготовление деталей
3. Сборка изделий
Технологический процесс – часть производственного процесса непосредственно связанная с изменением физического состояния формы и размера предметов труда.
Технологический процесс представляет собой полностью описание последовательного изготовления изделия, описания применяемого оборудования, материалов, инструментов, а также режимов работы и затраты времени на изготовление изделия.
Для единообразного представления процессов описания в различных областях, документы оформляются в соответствии с единой системой технологической документации.
Технологический процесс состоит из отдельных операций.
Операция - это часть тех. процесса , выполняемая непрерывно на одном рабочем месте над изготовлен. изделия.
Тех. операция является основной единицей производственного планирования и учёта.
На основе содержания операций определяется трудоемкость изготавливаемого изделия, устанавливается норма времени и расценки, определяется требуемое кол-во оборудования, приспособлений, инструментов, определяется себестоимость продукции и производится календарное планирование производства.
Операции различают основные и вспомогательные.
Основные операции – непосредственно связаны с изготавливаемым изделием.
Вспомогательные операции – обслуживающие основные: наладка оборудования.
Каждая операция выполняется на рабочем месте.
Рабочее место – часть производственной площади, закреплённое за данной операцией.
В составе рабочего места состоит основное и вспомогательное оборудование а также технологическая оснастка. Рабочее место – атом организации производства.
Технологическое оборудование основное – комплекс машин, механизированных для выполнения тех. опер: прессы, гальванические ванны.
Технологическое оборудование вспомогательное – для организации основного производства.
Технологическая оснастка – это тех. ср-во обеспечивающее приспособления имеющегося оборудования для выполнения конкретных операций. Технологическая оснастка включает:
· Станочные приспособления (необх. для точного и надежного крепления заготовки в процессе обработки)
· Режущие инструменты (сверла, пилы).
· Вспомогательные инструменты (для крепления реж. инструментов в рабочем органе стандарта).
· Измерительные инструменты (штангенциркуль).
Совокупность рабочих мест образует основную организационно технологическую единицу пр-ва – производственный участок. Участок специализируется либо по технологическому либо по предметному принципу. При техн. принципе организации на уч-ках осуществляется однородные технологические операции. При предметной форме организации на уч-ках осущ. пр-во и сборка отдельных деталей, отдельных сборочных единиц. (коленчатых валов, коробок передач).
Совокупность уч-ков образует эк. автономную структурно административную единицу предприятия – цех.
В основу организации цехов часто может быть положен предметно-технический принцип. В соответствии с 3-мя этапами производственных процессов, на большом предприятии разделяют цеха на группы:
1. Заготовительные(литейн, кузнечн, раскроя готового материала).
2. Обрабатывающие цеха (механич., термические, холодной штамповки).
3. Сборочные ( собственно сборочные, механо-сборочные, сваро-сборочные).
№7. Типы производства, их технологическая характеристика.
В зависимости от номенклатуры и объёма пр-ва различают типы:
- Единичное
- Серийное
- Массовое
Основной характеристикой типа производства является коэффициент закрепления операций. Он показывает отношение всех операций, выполняемых в течении планового периода на участке или в цехе, к общему числу рабочих мест.
Кзо=О/Р О - операции, Р - раб.места
Когда Кзо =1-2 массовое производство
Кзо<=10 серийное
Кзо<=20 средне серийное
Кзо< 40 мелко серийное
Кзо >40 единичное
Характеристика типов производства
Единичный тип производства – при котором процесс изготовления одного или нескольких изделий совсем не повторяется, либо повторяется через неопределенные промежутки времени.
Должно быть гибким, способным приспосабливаться к изготовлению разных изделий, для этого завод должен располагать универсальным оборудованием, технологической оснасткой, высококвалифицированными рабочими – инженерами. Технологический процесс имеет уплотненный характер. На 1 раб. месте выполняется много операций.
Оборудование располагается по технологич. принципу. Оно характерно для изготовления уникального оборудования: научных приборов, экспериментальные, опытные образцы.
Серийное производство (основной тип) – при котором изготовление изделий ведётся партиями, сериями регулярно повторяется через определенные промежутки времени. (месяц, квартал)
Партия - кол-во. Серия – наименование.
Производство должно быть достаточно гибким, приспособленное к изготовлению различных изделий, но в пределах своей специализации.
Технологический процесс преимущественно дифференцирован, расчленен на отдельные операции, каждая закрепляется за отдельным рабочим местом.
Оборудование разных видов (общего назначения – универсальное, специализированное - зуборезные станки, специальное – для отдельных конкретных операций, агрегатное – из отдельных перестраевымых модулей, автоматизированное).
Все оборудование должно иметь возможность переналадки – выпуска машин новой серии.
Оснастка – переналаживаемая.
Квалификация рабочих операционники – выполняют одно и тоже на одном станке.
Оборудование располагают по типу станков и по ходу техн. процесса.
Серийное проз-во наиболее распространенное. Более 80% пр-ва в серийном произ-ве.
Массовое произ-во – произ-во, при котором изделия ограниченной номенклатуры выпускаются в больших количествах на протяжении нескольких лет.
Практически каждое раб. место постоянно закреплено за одной и той же операцией. Применяется высокопроизводительное оборудование: автоматы, полуавтоматы, агрегатные специальные станки, автоматические линии, спец. Приспособления на каждую операцию, применяются специальные режущие и измерительные инструменты.
Оборудование распространяют по ходу тех. процесса. Участки специализируются предметно. Обработанные детали почти сразу идут на сборку.
Широко применяется автоматизация производств. процессов: основным и вспомогательным путем использования промышлен. проводов. Наиболее совершенной формой автоматизации явл. поточная (опирается на конвейер). Характеризуется расположением операций по ходу тех. процесса. Длительность всех операции синхронизируется и четко согласуется с тактом выпуска.
№8. Технологическая подготовка производства. Состав работ.
Каждое изделие обладает определенным жизненным циклом.
1).Появление потребности.
2).Конструирование (проектирование).
3).Произ-во изделия задан. Количества в установленных объемах.
4).Эксплуатация, определяемая сроками морального и физического износа.
5).Утилизация
Производственный процесс.
Производств. процесс состоит из 2х этапов:
1. подготовка произ-ва
2. собственно произ-во изделия
Под технологической обработкой понимается комплекс следующих работ:
1. Анализ технологичности конструкции нового изделия.
- контроль чертежей
- анализ возможностей изготовления нов. изделия средствами существующего произ-ва
2. Анализ сертификации.
- составление ведомости покупных, заимствованных и оригинальных деталей
3. Составление расцеховки изделия.
- Т.е. перечень цехов, ч\з которые должен пройти заказ
- определяется загрузка каждого цеха и требуемое расширение мощности
4. Проектирование технологического процесса, изготовление и сборка изделий.
5. Анализ средств технологич. оснащения:
- закупка на стороне нового оборудования
- использование существующих средств и их обработка
- инструменты
- проектирование изготовления новых средств оснащения.
6. Доработка изготовлен. спец. средств тех. оснащения.
7. Разработка новой планировки участков и цехов.
8. Отладка технологии и оснащения на опытной партии изделия.
Подсчитывается акт о сдаче пр-ва в технологическую эксплуатацию. Подготовка занимает от 1 до 7 лет, сейчас сокращают от 1до 5. Подготовку ограничивает НТП. Подготовка использует автоматизацию.
№9. Свойства металлов и сплавов, применяемых в машиностроении.
МЕХАНИЧЕСКИЕ СВ-ВА – хар-ют способность материалов находиться под нагрузкой не разрушаясь и вместе с тем деформироваться (изменять форму и размеры). Внешняя нагрузка вызывает в тв. теле напряжение и деформацию.
Деформация – нагрузка, сила, отнесенная к единице сечения. ![]()
Напряжение – изменение размеров и формы тела под давлением приложенных сил (внешних).
Различают упругую дефформацию (исчезает после снятия нагрузки), пластичную (деформация остается после снятия нагрузки).

|
Колличественные значения механических свойств определяют в процессе испытаний на специальных разрывных машинах.
| |||
Прочность – способность тв. тела сопротивляться деформации и разрушению под действием внешних сил.
- предел прочности sв=Рмах/F0.знаменатель – исходное поперечное сечение, имер. Н/м2 или Мпа.
- Предел текучести sт=Рт/ F0.
Пластичность – способность материала получать остаточное изменение формы и размеров без разрушения.
Показатели:
Относительное удлинение ![]()
Относительное сужение ![]()
 Для стали sт=650МПа-низкая,650-1300-средняя,1300-1400-высокая прочность. Для алюминия dв=200-400 –средняя, для танталовых dв=800.
Для стали sт=650МПа-низкая,650-1300-средняя,1300-1400-высокая прочность. Для алюминия dв=200-400 –средняя, для танталовых dв=800.
Твердость – способность материала сопротивляться проникновению другого тела.
Твердость по Бринеллю (НВ) – определяется путем вдавливания стального шарика под нагрузкой в поверхность испытуемого материала. После снятия нагрузки остается луночка, и по размеру луночки судят о твердости. Для стали НВ=150-200- средняя твердость.
Твердость по Роквеллу – в материал вдавливается алмазный конус, после вдавливания остается отпечаток. Угол конуса равен 1360 и вдавливают с разной силой (шкалы А, В, С, но используют шкалы А и С). По шкале С оценивают твердость закаленных материалов HRC 20-70 среднее значение 45. По шкале А оценивают твердость тонких менее прочных инструментальных материалов HRA 70-85.
ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА.
Коэффициент линейного расширения, электропроводность, теплопроводность, окисление, намагничиваемость, удельная теплота плавления, коэффициент трения (возникает благодаря силам взаимодействия между молекулами и атомами соприкасающихся тел).
ТЕХНОЛОГИЧЕСКИЕ СВОЙСТВА.
Определяют способность материала подвергаться различным методам холодной и горячей обработки.
Жидкотекучесть – способность сплава наполнять форму.
Усадка – сокращение размеров и объема после остывания.
Ковкость – способность материала деформироваться при невысоком сопротивлении и принимать нужную форму без разрушения.
Сваривание – способность металлов образовывать прочные соединения при совместном расплавлении.
ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА.
Определяет долговечность материалов машине.
Хладноломкость – способность работать при минусовых температурах.
Жаростойкость – способность работать при высоких температурах.
Износостойкость – способность сопротивляться истиранию в процессе трения деталей друг о друга.
|
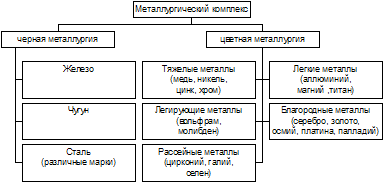
№10. Черные металлы (чугуны и стали), Сортамент, основные виды, марки материалов.
Черными металлами является железо и его сплавы. На долю черных металлов приходится 95% мировой металлопродукции.
Марки:
Чугун Fe+C (3-4,5%).
В его состав могут входить полезные Mn & Si и плохие составляющие S & P (вместе с коксом). Чугун делят на группы:
Серый чугун. (технический): СЧ32, где прочность -sв=32 кг/м2. Используют для изготовления рам и станин машин.
Ковкий чугун. (более прочный): КЧ17-32 соответственно прочность-sв и пластичность -d. Изготовляют крупные детали, работающих при динамичной нагрузке: маховики паровых машин.
Высокопрочный жаростойкий чугун (300-400оС): ЧС5 (Si – 5% придает высокую термостойкость)
Сталь – деформируемый ковкий сплав Fe+C (до 2%). Различают по химическому составу:
Углеродистые стали. (Mn 1%, Si 0.45%).
![]() 1.Углеродистая сталь обыкновенного качества: Ст0 до Ст6 (7 марок), наиболее известная Ст3, по мере увеличения цифры увеличивается содержание углерода и прочность-sв. Из нее изготавливают прокат:
1.Углеродистая сталь обыкновенного качества: Ст0 до Ст6 (7 марок), наиболее известная Ст3, по мере увеличения цифры увеличивается содержание углерода и прочность-sв. Из нее изготавливают прокат:
2.Сталь углеродистая качественная: Сталь 0, 8, 10, 15, 85. Цифры указывают содержание углерода в сотых долях процента, т.е. в 0,01%. По мере увеличения цифры (углерода) увеличивается прочность.
- Низкоугродистые стали: используют для заготовок холодной штамповки.
- Среднеуглеродистая – содержание С до 0,5%, самая известная Ст45. Используют для большинства машин.
- Высокоугледистые – для изготовления деталей, работающих на износ, закаливаемых до высокой прочности.
Сталь легированная конструкционная : для изготовления деталей машин. Легирующие элементы: Mn Si Cr и Ni Mo W.
Низколегированные (<2.5%), легированные (2.5-10), высоколегированные (>10%).Fe>45. Маркируются и обозначаются цифрами и буквами: 1-ые две цифры – содержание углерода в сотых долях, буквы – легирующие элементы, 2-ые цифры – содержание этих элементов: Mn-Г, Si-С, Cn-Х, Ni-Н, Mo-М, W-В. Напр. 45Г, 10Г2С1, 15Г2Хф, 12Х2МН4А
Строительные легированные: 09Г2, 10Г2С1, 16Г2Хф. Из них широко используют 15Х, 20Х; 20Хр-хромованадьевые; 12ХР3А - хромоникелевые (пониженное содержание S & P); 18ХТ – хромо марганцовистые изготовляют ответственные детали машин в самолетах (там где необходима высокая надежность)
Высоколегированные. Кррозионостойкие 12ХН19; жаропрочные 10Х14Г14М4Т; жаростойкие (без окисления до 8000С) 08Х17Н15М3.
№11. Цветные металлы и сплавы, характеристика основных марок Сортамент, основные виды.Алюминий – обладает низким удельным сопротивлением, хорошей теплопроводимостью и хорошей коррозионной стойкостью (покрыт оксидной пленкой). А999 (сод. Al 99,999%), А99,А95. Используют в машиностроении, алюминий применяют в виде сплавов: деформируемые ал. сплавы – выплавляются на основе Al, Mn; литейные ал. славы – изготовление деталей , которые целиком отливаются Al–Si 150-2000, Al-Si-Cu (АЛ3, АЛ5) до 2700, Al-Mg (АЛ8), Al-Mn (АМц), AL-Mg (АМг), Al-Mg-Si (АД), Al-Cu-Mn.
Медь и ее сплавы. Хорошо обрабатывается давлением и резаньем, обладает высокой теплопроводностью, электропроводностью, устойчивостью к коррозии.
Латунь – сплав меди с цинком, обладающий достаточно хорошей прочностью и коррозионной устойчивостью. Л80 (меди 80%). Применение в машиностроении, приборостроении в химической промышленности.
Бронза – сплав, легирующими элементами являются различные металлы, кроме цинка. БрОФ4-0,25 4%- олова 0,25%- фосфора, остальное медь. По сравнению с предыдущим сплавом обладает большей прочностью, высокой коррозионной стойкостью, антифрикционными свойствами. Сплав самый прочный, изготовляют астрономические зеркала.
Медно-никелевые сплавы. Конструкционные: изготовление изделий из мельхиора – МНЖМц30-1-1, МН19; нейзильбер МНЦ 15-20 (посуда). Электротехнические: констант МНМц40-45 обладает высокой температурной стойкостью, изготовляют нагревательные элементы; копель МНМц43-05.
Титан и его сплавы. Вошел с развитием машиностроения. «+» высокая коррозионная стойкость, ненамагничиваемый, высокая удельная прочность, низкая теплопроводность, низкий коэффициент линейного расширения. Бывают литейные (ВТЛ, ВТ5Л, ВТ9Л- наиб. прочный 5000С), деформируемые.
Магний – в чистом виде Мг96, Мг95, Мг90. Подразделяют на литейные (Мл) и арматурные (Ма).
Обладают последние повышенной герметичностью, используют при изготовлении самолетов и ракет. «+»очень плотное соединение, «-»магний воспламеняется при физической обработке.
№12. Основные операции термической обработки.Назначение и виды термической обработки.
Термическая обработка - изменение физ. св-в или химич. состава материала деталей в результате структурных превращений, происходящих при нагреве и охлаждении его в различных средах.
Основные операции: отжиг – терм.опер, которая состоит в нагреве металла до высоких температур и медленном охлаждении его вместе с печью (применяется для возращения металлу пластичных свойств).
Нормализация – терм.обр, состоящая в нагреве стальных деталей до средних температур, выдержки при этой t 400-500’C для равномерного нагрева и последующего охлаждения на воздухе (частично восстанавливает свою пластичность и частично сохраняет свою твердость).
Закалка – нагрев металла до высоких t 900-1000’C, выдержка при этой t для нагрева и быстром охлаждении в воде (приводит к высокой твердости, жесткости, упругости, но металл при этом почти полностью теряет эластичность).
Отпуск – состоит в нагреве металла до разной t (низкий –150-200’C, средний –250-350’C, высокий – 400-500’C), выдержки при последующем медленном охлаждении (производится для снятия внутреннего напряжения в металле, снижения хрупкости при сохранении требуемой твердости).
Старение - терм. операция, применяемая для стабилизации св-в и размеров детали на протяжении длительного срока их службы. Различают: 1-естественное - материал оставляется на открытом воздухе на 3-5 лет под навесом, 2-искусственное- при t 100-120’C происходит нагрев в печи в течение 5-7 дней, а затем также медленно охлаждают.
Это были основные операции, позволяющие из данного металла получать различные св-ва.
Химико-термическая обработка – обработка с целью придания поверхностному слою детали, за счет насыщения различными элементами, высокой твердости, износоустойчивости при мягкой сердцевине.
Цементация – поверхностное насыщение малоуглеродных сталей углеродом до 0,8-0,9%, а последующая закалка и отпуск дадут твердость, высокопрочность, износоустойчивость. Fe2C – карбид, высокая твердость (зубчатые колеса подверг. данной операции).
Азотирование – поверхностное насыщение стали азотом в среде аммиака NH3 (поверхностный слой приобретает высокую поверхностную твердость до HRC 70-72, высокую износоустойчивость и коррозийную устойчивость, нитриды железа обладают высокой твердостью).
Цианирование – одновременное поверхностное насыщение стали азотом и углеродом при длительном нагреве в расплаве цианистых солей: NaCn, Ca(CN)2.
Диффузионная металлизация – насыщение поверхностного слоя металлами Al - алитирование, хромом – хромирование, кремнием – селицирование, бериллием - бериллизация. За счет диффузии проникают внутрь и дополнительно лигируют.
Значит, для конструкции берут достаточно дешевый материал, и с помощью термической обработки (химико-терм.) придают поверхностному слою особые св-ва.
Технология обработки.
Характер, вид, объем определяется конструктором. (40% сталь, 25% из чугуна и цв. метал.) Формы организуются: в спец. терм. цехах, в терм. отделениях цехов (некрупные изделия, серийное производство), на рабочих местах, непосредственно в цехе на месте обработки детали.
Термическая обработка состоит из следующих операций:
Подготовка изделий (мойка): очистка поверхности от загрязнений (масло, пыль), которые могут вызвать неконтролируемое насыщение некоторыми элементами. Выполняется в специальных моющих машинах в сочетании с механическим и химическим воздействиями. Сушка осуществляется горячим воздухом.
Нагрев заготовки и выдержка при заданной температуре: самая трудоемкая, дорогая и ответственная операция, выполняющаяся в специальных термических печах. Печи делятся по способу нагрева: 1.газопламенные (за счет сгорания природного газа, применимо для крупных деталей), 2.электрические (печи – сопротивления, для деталей средних размеров, похожи на колодца в полу), 3.ТВЧ – токи высокой частоты (нагрев поверхности за счет конвекции, использование индуктора и частоты 1000-10000 Гц, нагревается лишь поверхность детали). Все печи, как правило, имеют соответствующую автоматику, которая обеспечивает определенную скорость нагрева, температуру в зоне печи, соответствующее время выдержки, определенная скорость охлаждения.
При нагреве детали при высокой t, в присутствии воздуха, происходи окисление и обезуглероживание, железо окисляется, образуется окалина. Поэтому для предотвращения этого, в рабочем пространстве печи создают газовую защитную атмосферу.
Чаще всего применяется сжигание природного газа – метана. В малых объемах печей (в электрических) применяют инертные газы – аргон, гелий. Существуют ванные печи, которые наполняют NaCl. При температуре 800’C происходит быстрый и равномерный нагрев (теплоотдача при непосредственном контакте, отсутствие окисления).
Охлаждение с определенной скоростью и в определенной среде.
1.При нормализации – с печью или на воздухе. 2.При закалке – быстрый перенос из печи в охладительную ванну.
В качестве охладительной среды применяют: воду, водные растворы солей, минеральное масло. Вода – наиболее дешевый вид, обеспечивает высокую скорость охлаждения, получается самая высокая твердость, но процесс часто нарушается появлением паровой подушки, которая препятствует охлаждению. Минеральное масло – более мягкая закалка, но минеральные ванны значительно дороже водяных, существует опасность воспламенения масла. Водные растворы соли - для повышения теплоемкости, теплопроводности.
Очистка от окалины. При образовании окалины – оксида железа (очень хрупкого соединения) выполняются операции для его удаления: механическим путем для крупных (средних деталей), дробеструйная, пескоструйная, химическим, электро-чимическим путем.
№13. Общие сведения о процессах литья. Оборудование для плавки.Литье – процесс изготовления фасонных (сложной формы) заготовок, путем заливки расплавленного металла в форму, внутренняя полость которых имеет конфигурацию детали.
После затвердевания металла форма разрушается, и получается отливка. Литейные цеха - заготовительные.
Литье – наиболее простой и дешевый способ формирования заготовки. Масса заготовки может быть от нескольких граммов до нескольких тонн. Около 50% деталей получают литьем. Льются почти все сплавы черных металлов. Литье отличается высоким объемов ручных работ, а также является вредным производством.
Технологический процесс литья. 1 – изготовление форм, стержней, 2 – плавка металла из чушек, 3 – отливка металла в данную форму: заливка жидкого металлов форму, охлаждение и затвердевание жидкого металла в формах, извлечение или выбивка заготовки из формы, удаление литников и очистка от формовочной земли.
Скарп –
Очистка –
От точности и качества литейной формы зависит качество отливок. Литейные формы различают: разовые (на каждую отливку каждый раз делают новую форму), полупостоянные (на 10 отливок , потом теряют прочность), постоянные (число отливок 103-105 штук).
Оборудование для плавки.
Главное оборудование в литейных цехах – печи для расплавления металла.
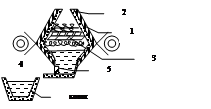 Вагранка. Маленькая доменная печь, для плавки чугуна. 1металлический корпус из чугуна, 2огнеупорный кирпич футеровка - кварцевый кирпич (до t 2300-2500’C), 3шихта - чередующиеся слои чугуна и кокса, 4дутье – отверстия с помощью которых подача кислорода, 5летка, которая периодически открывается, чтобы выпустить расплавленный металл. Температура в печи 1400-1500’C.
Вагранка. Маленькая доменная печь, для плавки чугуна. 1металлический корпус из чугуна, 2огнеупорный кирпич футеровка - кварцевый кирпич (до t 2300-2500’C), 3шихта - чередующиеся слои чугуна и кокса, 4дутье – отверстия с помощью которых подача кислорода, 5летка, которая периодически открывается, чтобы выпустить расплавленный металл. Температура в печи 1400-1500’C.
Дуговая электропечь. 1 электроды (из графита, вольфрама), 2 керамическая футеровка, 3 каркас из дешевого материала, 4 заготовки, исходный материал. Температура в печи – 2500’C.расплавленный металл практически без примесей. Расплавленный металл, помещенный в ковши, развозят по цеху.

Индукционные печи. Создается электромагнитное поле высокой частоты, за счет которого происходит плавка особых металлов. Температура в печи – 1500-1600’C. 1тигель.

Электрические печи сопротивления. Существуют тены - спираль из нихрома. Металл помещается и нагревается за счет потоков излучения, конвекции. Печи применяются для плавления цветных металлов.
Печи данное оборудование сложное, дорогостоящее. И процессы плавки – периодические.
№14. Литье в землю. Понятие модели, формы и стержней.
Древнейший способ литья. Два варианта выполнения:1 ручная формовка по деревянным моделям, 2 машинная формовка по металлическим моделям.
1 ручной формовкой по деревянным моделям:
используется в единичном и малосерийном производстве, для получения заготовок сложной конфигурации мелких и средних размеров (до 200 т), для черных и цветных металлов. Название происходит из-за того, что материал модели – дерево. Формовочная смесь состоит из земля + глина + песок.
Отливка модели отличается:

Припуск – набавляют на обрабатываемые поверхности, чем больше припуск , тем больше механической обработки. Его величина Z=0,5-1 мм до 15-20 мм, средний припуск 3-5мм.
Для извлечения деталей из формы перпендикулярно плоскости разъема делают – уклоны (внутренние и внешние), что требует дополнительных расходов.
Для упрощения формы - напуски, закрывают сплошным металлом.
На острых углах радиус скругления – галтель.
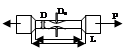
Модель – деревянная.
Состоит из двух частей:
![]()
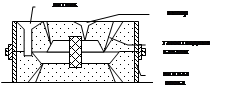 Чтобы определить нахождение стержня необходим знак – возвышение.
Чтобы определить нахождение стержня необходим знак – возвышение.
Формовка.
Землю уплотняют.
Разбирают форму и извлекают модель. В земле пустота, куда вставляют стержень, если предусмотрено отверстие.
Для заливки металла – литник, через выпор смотрят степень заливки металлом данного пространства. После остывания, извлекают отливку, земля разрушается и уходит через решетку. Земля идет на повторное использование.
Достоинства: получение отливок любой точности и конфигурации, неограниченные размеры, сравнительная низкая себестоимость (опоки многоразовые).
Недостатки: низкая производительность, длительный процесс, низкая точность 14-17 кв., низкое качество поверхности Rz = 400000 мм , значительные расходы на литники (отхода до 35%), большие припуски и последующие большие отходы в стружку, тяжелые условия труда.
Похожие работы
... или явлений по какому-либо признаку. 6. Классификация – разбиение множества каких-либо объектов на группы по определенным признакам. 7. Систематизация – разбиение, а затем объединение по классам, видам. Если изменить задание и предложить ученикам ответить на вопрос: «Что такое жилище человека?», то для этого обязательно нужно представить себе, как выглядят различные жилища, но этого ...
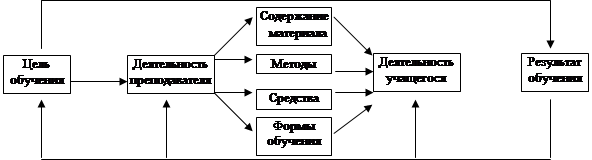
... нарушаются элементарные дидактические требования, преобладает пассивное восприятие учебной информации учащимися, нерационально тратится учебное время. Глава 2. Методика использования аудиовизуальных и технических средств обучения при изучении раздела «Технология обработки ткани 5 класс» 2.1 Комплексно-методическое обеспечение раздела 1. Учебно-методическая документация № п/п Наименование ...
... сельскохозяйственных районов (по выбору учителя). 1. Металлургия является одной из базовых отраслей промышленности и . обеспечивает человечество конструкционными материалами, черными и цветными металлами. География черной металлургии складывается под влиянием топливно-ресурсных факторов — каменноугольных и железорудных бассейнов. Наиболее богаты железной рудой КНР, Бразилия, Австралия, ...
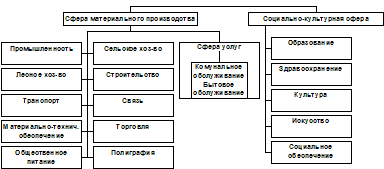
... и целлюлозно-бумажная промышленность 3,0%; промышленность строительных материалов 2,9%; стекольная и фарфорофаянсовая промышленность 0,7%; легкая промышленность 33,5%; пищевая промышленность 14,8%; мукомольно-крупяная промышленность 1,9%. Билет №5 1. Городское и сельское население. Типы поселений. Функции городов. Обычно выделяют два основных типа поселений – городское и сельское. Соотношение ...
0 комментариев