Навигация
Изготовление отправочной марки колонны а-20
21777
знаков
30
таблиц
15
изображений
Санкт-Петербургский государственный архитектурно – строительный университет
Кафедра МК и ИС
Курсовой проект на тему
Изготовление отправочной марки
(колонна А-20)
Санкт –Петербург 2000г.
Содержание пояснительной записки
Раздел 1 стр.
1.1 –Изучение и обработка чертежа
1.2 -Описание заданной конструкции
1.3 -Конструктивные требования
1.4 -Описание отдельных сборочных элементов
отправочной марки
1.5 –Группировка деталей по сопроводительным листам
1.6 –Ведомость заказов материала со склада
Раздел 22.1 –Сопроводительные листы
Раздел 33.1 –Разработка технологической карты, расчет трудоемко-
-сти изготовления заказа в цехе заводской обработки
Раздел 4
4.1 – Расчет трудоемкости изготовления заказа
Раздел 1 Пункт 1.1 Изучение и обработка чертежей конструкции
Технологические схемы изготовления конструкции включают в себя последовательность операций по подготовке Ме, обработке деталей, сборке, сварке, окраске и огрузке.
Кроме того, технологическая схема включает в себя маршрут обработки деталей, последовательность технологических операций, выполняемых в цехе обработки с помощью имеющегося металло – обабатывающего оборудования.
Пункт 1.2 Изучение и обработка чертежа
По заказу номер 831 и чертежу КМД 8 требуется изготовить колонну А-20 в количестве 36 штук
Вес отправочной марки : 1300 кг
Общий вес на заказ 1300*36=46800 кг
Конструкции изготавливают из следующих марок стали
Вст3сп5 по ГОСТ 380-71, 1012C1-12
Основные элементы конструкции
-полки
-стенка
-опорные плиты
- траверса
Пункт 1.3 Конструктивные требования
1. Все сварные швы kf=6 мм
2. ![]() Все отверстия Æ23 мм
Все отверстия Æ23 мм
3. Все обрезы 50 мм кроме оговоренных
4. Электроды типа Э-42
5. Монтажная схема на чертеже 831-2
6. Грунт ГФ-021 один слой
7. Заштрихованные участки не грунтовать
8. Все поясные и стыковые швы варить автоматической
сваркой (с подваркой корня или без)
9. Стыковые швы варятся с полным проваром
cтр.2
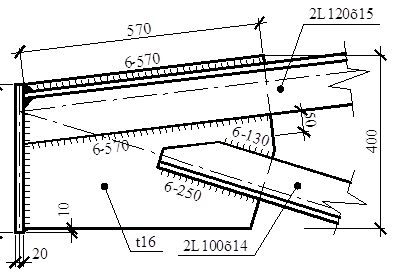
Пункт 1.4 Описание отдельных сборочных элементов отправочной марки по позициям
| Поз.1 (19) Стенка Длина l= 9726 мм 250*12 вес P=229 кг Кол-во на одну отправочную марку 2 шт. Кол-во на заказ 2*36=72 шт Вес на заказ 229*72= 16488 кг Стык 6000 мм Угловые сварные швы kf=6 мм l=9726*2+4520*4+230*10+80*8= 40472 мм Стыковые сварные швы tw=12 мм l=250+2*500=1250 мм |
| Поз.2 Стенка Длина l= 8126 мм 500*8 вес P=255 кг Кол-во на одну отправочную марку 1 шт. Кол-во на заказ 1*36=36 шт Вес на заказ 255*36= 9180 кг Стык 6000 мм Угловые сварные швы kf=6 мм l=8126*4+500*8=39832 мм Стыковые сварные швы tw=20 мм l=3*500=1500 мм |
|
Длина l= 800 мм 500*20 вес P=62.8 кг Кол-во на одну отправочную марку 2 шт. Кол-во на заказ 2*36=72 штВес на заказ 62,8*72 =4521,6 кг Угловые сварные швы kf=6 мм l=800*4+500*4+480*2=6160 мм Стыковые сварные швы tw=20 мм l=1*500=500 мм |
|
Длина l= 700 мм 500*20 вес P=55,0 кг Кол-во на одну отправочную марку 1 шт. Кол-во на заказ 1*36=36 шт Вес на заказ 55*36 = 1980 кг Угловые сварные швы kf=6 мм l=500*8+120*16= 5920 мм |
| Поз.5 Центрирущая планка Длина l= 500 мм 100*20 вес P=7,9 кг Кол-во на одну отправочную марку 1 шт. Кол-во на заказ 1*36=36 шт Вес на заказ 7,9*36 = 1980 кг Угловые сварные швы kf=6 мм l=500*2= 1000 мм |
| Поз.6 (17) Верхняя опорная плита Длина l= 660 мм 450*20 вес P=46,6 кг Кол-во на одну отправочную марку 1 шт. Кол-во на заказ 1*36=36 шт Вес на заказ 46,6*36 = 1677,6 кг Угловые сварные швы kf=6 мм l=250*5+500*2+430*2= 3110 мм |
| Поз.7 Плашка Длина l= 120 мм 120*20 вес P=2,3 кг Кол-во на одну отправочную марку 4 шт. Кол-во на заказ 4*36=144 шт Вес на заказ 2,3*4*36 = 331,2 кг Угловые сварные швы kf=6 мм l=120*4= 480 мм |
| Поз.8 Нижняя траверса Длина l= 500 мм 500*20 вес P=39,3 кг Кол-во на одну отправочную марку 1 шт. Кол-во на заказ 1*36=36 шт Вес на заказ 39,3*36 = 1414,8 кг Угловые сварные швы kf=6 мм l=500*4+480*2= 2960 мм |
| Поз.9 Верхняя траверса Длина l= 500 мм 450*20 вес P=35,3 кг Кол-во на одну отправочную марку 1 шт. Кол-во на заказ 1*36=36 шт Вес на заказ 35,3*36 = 1270,8 кг Угловые сварные швы kf=6 мм l=500*4+430*2= 2860 мм |
| Поз.10 Ребро(примыкающее к верхней опорной плите) Длина l= 500 мм 260*16 вес P=16,3 кг Кол-во на одну отправочную марку 1 шт. Кол-во на заказ 1*36=36 шт Вес на заказ 16,3*36 = 586,8 кг Угловые сварные швы kf=6 мм l=500*2+260*2+240*2= 2000 мм
|
| Поз.11 Промежуточное ребро(по высоте колонны) Длина l= 500 мм 100*10 вес P=3,9 кг Кол-во на одну отправочную марку 5 шт. Кол-во на заказ 5*36=180 шт Вес на заказ 3,9*5*36 = 702кг Угловые сварные швы kf=6 мм l=500*2+80*4= 1320 мм |
|
Длина l= 500 мм 250*10 вес P=9,8 кг Кол-во на одну отправочную марку 1 шт. Кол-во на заказ 1*36=36 шт Вес на заказ 9,8*36 = 352,8кг Угловые сварные швы kf=6 мм l=480+80*4+215*2+250+230= 1710 мм |
|
Длина l= 500 мм 125*12 вес P=4,7 кг Кол-во на одну отправочную марку 2 шт. Кол-во на заказ 2*36=72 шт Вес на заказ 4,7*2*36 = 338,4кг Угловые сварные швы kf=6 мм l=125*2=250 мм Стыковые сварные швы tw=12 мм l=2*500=1000 мм |
|
Длина l= 500 мм 125*12 вес P=4,7 кг Кол-во на одну отправочную марку 2 шт. Кол-во на заказ 2*36=72 шт Вес на заказ 4,7*2*36 = 338,4кг Угловые сварные швы kf=6 мм l=125*2=250 мм Стыковые сварные швы tw=12 мм l=2*500=1000 мм |
|
Длина l= 280 мм 200*50*2,5 вес P=16,8 кг Кол-во на одну отправочную марку 1 шт. Кол-во на заказ 1*36=36 шт Вес на заказ 16,8*36 = 604,8 кг Угловые сварные швы kf=6 мм l=200*2=400 мм |
|
Длина l= 140 мм 80*8 вес P=0,7 кг Кол-во на одну отправочную марку 2 шт. Кол-во на заказ 2*36=72 шт Вес на заказ 0,7*2*36 = 50,4кг Угловые сварные швы kf=6 мм l=50*2+140=240 мм |
|
Длина l= 4520 мм 100*12 вес P=42,6 кг Кол-во на одну отправочную марку 4 шт. Кол-во на заказ 4*36=144 шт Вес на заказ 42,6*144= 6134,4кг Угловые сварные швы kf=6 мм l=4520*2+30*4= 9160 мм |
|
Длина l= 250 мм 45*8 вес P=0,7 кг Кол-во на одну отправочную марку 4 шт. Кол-во на заказ 4*36=144 шт Вес на заказ 0,7*144= 100,8кг Угловые сварные швы kf=6 мм l=220*2+30*4= 560 мм |
Пункт 1.1 Группировка деталей по сопроводительным листам
Сопроводительный лист –один из основных документов заводской производственной документации. По этим листам производится заказ, получение металла со склада в цех заготовки. По этому листу списывается маиериал в отходы, отправляется обратно на склад в виде делового возврата. Сопроводительный лист является основанием для списывания металла на ”угар”.
В один сопроводительный лист включаются все детали, имеющие один технологический маршрут. Этот маршрут записывается в левом верхнем углу сопроводительного листа.
Под технологическим маршрутом понимают один и тот же перечень технологических операций, расположенных в одинаковой последовательности, т.е. сопроводительный лист подразумевает проектирование потоков деталей в цехе обработки по станочному оборудованию.
Основанием для группировки деталей в один сопроводительный лист, после маршрута обработки является также группировка по маркам стали.
В каждый сопроводительный лист записывают только детали, изготовленные из одной марки стали. Кроме этого по сопроводительным листам группируются детали по толщине листа или проката.
cтр.8
Схема группировки деталей по сопроводительным листам. Марки сталей.
| Сталь Вст3пс5 ГОСТ 380-71 | Сталь 10Г2С1-12 | |||
| Лист | Фасон | |||
| Тонкий До 14мм | Средний 14 - 22мм | Толстый > 22 мм | Длинный > 1 м
| Короткий < 1 м |
| 1 2 12 13т 13н 15 16 17 11 | 3 4 5 6 7 8 9 10
| 14 | ||
| № позиции | Назначение припуска | Норматив | Размеры припуска, мм | ||
| Поз.1 Длина l= 9726 мм 250*12 | На сварные швы Угловые: катет 6мм L =37.532м Cтыковые 1 шт На каждуюПару ребер 3 пары На строжку кромок(гильот.ножницы) 1 кромка |
0.05мм/пог. м.
1.5мм/шт
0.5мм/шт
3 мм/шт |
1.9
1.5
1.5
3.0 | ||
| Поз.2 Длина l= 8126 мм 500*8 | На сварные швы Угловые: катет 6мм L =32.504м Cтыковые 2 шт На каждуюПару ребер 2 пары На строжку кромок(гильот.ножницы) 1 кромка |
0.05мм/пог. м.
1.0мм/шт
0.5мм/шт
3 мм/шт |
1.6
2.0
1.0
3.0 | ||
| Поз.3 Длина l= 800 мм 500*20 | На сварные швы Угловые: катет 6мм L =5.20м Cтыковые 1 шт На каждуюПару ребер 1 пары На строжку кромок(гильот.ножницы) 2 кромки |
0.05мм/пог. м.
1.0мм/шт
0.5мм/шт
3 мм/шт |
0.3
1.0
0.5
6.0 | ||
| Поз.4 l= 700 мм 500*20 | На строжку кромок (гильот.ножницы) 2кромки |
3 мм/шт |
6.0 | ||
| Поз.5 l= 500 мм 100*20 | На строжку кромок (гильот.ножницы) 2кромки |
3 мм/шт |
6.0 | ||
|
l= 660 мм 450*20 | На строжку кромок (гильот.ножницы) 2кромки |
3 мм/шт |
6.0 | ||
|
l= 120 мм 120*20 | На строжку кромок (гильот.ножницы) 2кромки |
3 мм/шт |
6.0 | ||
|
Длина l= 500 мм 500*20 | На строжку кромок (гильот.ножницы) 2 кромки На фрезеровку 1 торец |
3 мм/шт 5мм/шт |
6.0 5.0 | ||
|
Длина l= 500 мм 450*20 | На строжку кромок (гильот.ножницы) 2кромки На фрезеровку 1 торец |
3 мм/шт 5мм/шт |
6.0 5.0 | ||
|
Длина l= 500 мм 260*16 | На строжку кромок (гильот.ножницы) 2кромки
|
3 мм/шт
|
6.0
| ||
|
Длина l= 500 мм 100*10 | На строжку кромок (гильот.ножницы) 2кромки
|
3 мм/шт
|
6.0
| ||
|
Длина l= 500 мм 250*10 | На строжку кромок (гильот.ножницы) 2кромки
|
3 мм/шт
|
6.0
| ||
|
Длина l= 500 мм 125*12 | На строжку кромок (гильот.ножницы) 2кромки На сварные швыCтыковые 1 шт |
3мм/шт
1.0 мм/шт |
6.0
1.0 | ||
l= 140 мм 80*8 | На строжку кромок (гильот.ножницы) 2кромки |
3мм/шт
|
6.0
| ||
|
Длина l=4520 мм 100*12 | На сварные швы Угловые: катет 6мм L =18.080м На каждуюПару ребер 2 пары На строжку кромок(гильот.ножницы) 1 кромка |
0.05мм/пог. м.
0.5мм/шт
3 мм/шт |
0.9
1.0
3.0 | ||
|
Длина l=250 мм 45*8 | На строжку кромок (гильот.ножницы) 2 кромки |
3 мм/шт |
6.0 |
Группирование деталей на основании технологического маршрута.
Список используемых операций
| Операции : | 1. Правка листового Ме на семивалковых вальцах |
|
| 2. Правка уголкового Ме на углоправильных вальцах |
|
| 3. Наметка по шаблону (стальному) : лист |
|
| 4. Наметка длины деталей(по дер. рейке) : уголок |
|
| 5. Разметка торцов исходных листов |
|
| 6. Резка уголковыми ножницами |
|
| 7. Резка гильотинными ножницами |
|
| 8. Сборка полотнищ. |
|
| 9. Сварка полотнищ. |
|
| 10.Правка полотнищ. |
|
| 11. Строжка кромок детали |
|
| 12. Фрезерование торцев |
|
| 13. Снятие фасок(разделка кромкок листов под сварку) |
|
| 14. Образование отверстий при помощи кислородной резки |
|
| 15. Образование отверстий путем продавливания на дыропробивном прессе |
|
Группировка деталей
| Технологический маршрут | № позиции |
| 1-5-7-8-9-10-11-15 | 1 |
| 1-5-7-8-9-11-10 | 2 |
| 1-3-7-14-11-13 | 3 |
| 1-3-7-11-15 | 4 |
| 1-3-7 | 5 |
| 1-3-7-11-15 | 6 |
| 1-3-7-15 | 7 |
| 1-3-7-11-12 | 8 |
| 1-3-7-11-12 | 9 |
| 1-3-7-11-15 | 10 |
| 1-3-7 | 11 |
| 1-3-14-7 | 12 |
| 1-3-7-13 | 13т/н |
| 2-4-6 | 14 |
| 1-3-7 | 15 |
| 1-3-7-11 | 16 |
| 1-3-7 | 17 |
Итоговая таблица группировки
| № сопровод. листа | Технологический маршрут | № позиции |
| 1 | 1-5-7-8-9-10-11-15 | 1 |
| 2 | 1-5-7-8-9-11-10 | 2 |
| 3 | 1-3-7-15-11-13 | 3 |
| 4 | 1-3-7-11-15 | 4,6,10 |
| 5 | 1-3-7-11 | 5 |
| 6 | 1-3-7-15 | 7 |
| 7 | 1-3-7-11-12 | 8,9 |
| 8 | 1-3-7-14 | 12 |
| 9 | 1-3-7 | 11,15,17 |
| 10 | 1-3-7-13 | 13т/н |
| 11 | 2-5-6 | 14 |
| 12 | 1-3-7-11 | 16 |
 | ||||
 | ||||
Поз.1 кол-во 72шт.
Размеры без припуска : ¾ 250х12 , l = 9726мм
Размеры c припуском : ¾ 250х12 , l = 9734мм
Заказ: Листовая сталь горячекатаная d = 12мм
Похожие работы
... его, то берут другой набор уголков и вновь проверяют их расчетом. Усилия в панелях верхнего пояса фермы имеют различные значения и теоретически надо бы подбирать разные сечения. Однако ферма в этом случае будет очень нетехнологичной в изготовлении, так как будет иметь большое количество стыков. На практике для ферм пролетом 24 м применяют одно сечение на всей длине пояса, а для ферм большего ...
... 1798181,5 - - - - Всего сметная стоимость 39868706 1820139 2511253 295369 - 33869 5280 Объектная смета на строительство завода цинкования мелкоразмерных конструкций Результат сметных расчетов по общестроительным, санитарно-техническим, электрическим работам сводятся в смету на объект, которая составляется ...


... лицевой (желтый) или отборный красный кирпич. Если для ложковых и тычковых рядов использовать кирпичи разного цвета, получится полосатая стена. Впрочем, об узорах мы поговорим позже. А сейчас вернемся к технологии строительных работ. Толщина швов при любой системе перевязки должна быть около 10 мм. Через каждые 2 — 3 ряда проверяют горизонтальность кладки и при необходимости корректируют ...
... переделывают. Составляют акт приемки фундамента. Акт подписывается строительной организацией, выполняющей фундаменты, и монтажной организацией, которая будет производить монтаж металлических конструкций. К акту прикладывают исполнительную схему. 1.4. Подъем, установка и выверка технологических металлоконструкций. Подъем технологических металлоконструкций осуществляют после приемки фундаментов ...
0 комментариев